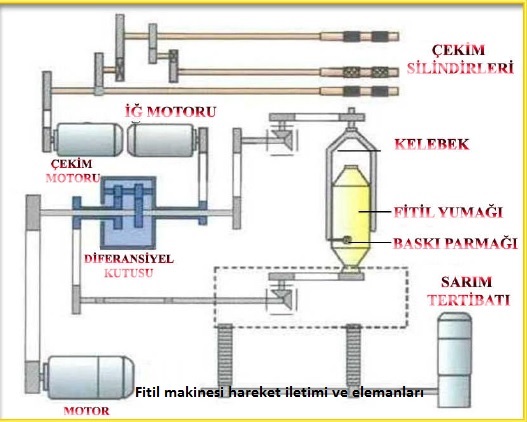
Pamuk iplikçiliğinde cer makinesinden gelen cer şeritleri ring iplik makinesinde kullanılabilecek incelikte değildir. Ring iplik makinesinde yüksek oranlarda çekim vermek mümkün olmadığından ara inceltme işlemine gerek duyulmuştur. Fitil makinesi bu ihtiyaca cevap vermek üzere tasarlanmıştır.
Tekstil teknolojisinde iki tip fitil makinesi kullanılır.
Finissör fitil makinesi: Yün iplikçiliğinde kullanılan ve yalancı bükümün ovalama hortumları ile sağlandığı fitil makinesidir.
Flayer fitil makinesi: Pamuk iplikçiliğinde kullanılan ve yalancı bükümün kelebek vasıtasıyla sağlandığı fitil makinesidir.
Fitil işlemi iplik üretim aşamalarında cer işleminden sonra ring iplik eğirmeye hazırlık amacıyla yarı mamulün inceltilerek çok az bir bükümle yeterli mukavemetin sağlandığı ön eğirme işlemi olarak tanımlanabilir.Fitil işlemi iplik eğirme hazırlığın son işlemidir.
Görevleri
1-Cer bandını çekim vererek ring iplik makinesinde kullanılabilecek inceliğe getirmektir.
2-Yalancı büküm de denilen az miktarda büküm vererek liflerin dağılmasını önleyerek mukavemet kazandırmaktır.
3-Kovalarla gelen cer bandını ring iplik makinesinde kullanılabilecek formda masuralara sarmaktır.
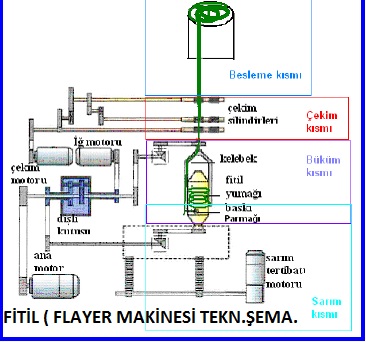
Flayer Fitil Makinesi dört kısımda incelenir:
Besleme Kısmı
Makinenin arka kısmıdır.Bant kovalarından ve makineye bantların sevk edildiği cağlık bölümünden oluşur. Makinenin arka bölümündeki kovalardan, makineye bantlar beslenir ve çekim bölgesine iletilir.Bantlar çekim bölgesine girmeden önce bant gezdiricilerin (klips) içinden geçer. Bant gezdiricileri sağa sola hareket ederek bandın çekim bölgesine aynı noktadan girmesini önler.
Çekim Kısmı
Fitil makinesinde çekim kısmı üç silindirli çekim tertibatından oluşur. Silindirler altta ve üstte olmak üzere üç çifttir.
Alttaki silindirler oluklu metalden yapılmış çekim silindirleri, üstte ise elastik madde kaplı baskı silindirlerinden oluşur. Çekim silindirleri motordan gelen hareketle dişliler tarafından hareket ettirilir. Baskı silindirleri ise çekim silindirleri ile sürtünme sonucun hareket alır.Her çekim silindiri bir öncekinden daha hızlı döner. Aradaki hız farkından dolayı silindirler cer bandına çekim vererek inceltir ve lifleri daha da paralel hâle getirir.Bant, gezdiriciden sonra metal kaplamalı arka çekim silindiri ile üzerinde bulunan sentetik kauçuk kaplı baskı silindiri arasına girer. Bundan sonra orta çekim silindiri ile üzerinde bulunan metal silindir arasına girer. Ancak bant orta silindir ve üzerinde bulunan metal silindirin kendisi ile doğrudan doğruya temas etmez. Bunların üzerinde apronlar bulunur. Apronlar sentetik kauçuktan yapılmış olup çekimle inceltilen elyafın zedelenmeden ve dağılmadan ön çekim silindirine girmesine yardımcı olur. Arka çekim silindiri ile orta çekim silindiri arasında meydana gelen çekim bir hazırlık mahiyetindedir. Esas çekim ise orta ve ön çekim silindiri arasında meydana gelir. Çekimin oluşumu arkadan öne doğru çevre hızlarının artışıyla olmaktadır.
Büküm Kısmı
İncelmiş elyaf şeridine mukavemet kazandırmak ve liflerin dağılmasını önlemek amacıyla yalancı büküm de denilen bükümün verildiği kısımdır. Büküm işlemi, çekim tertibatının son silindir çifti ile kelebeğin boğazı arasındaki mesafede, kelebeğin dönüşü ile gerçekleşir. Fitil çekim silindirlerinden çıktıktan sonra büküm alır. İğ sürekli ve sabit bir hızla döndüğünden fitilin her yanındaki büküm aynı olur. Fitildeki bükümün miktarı fitilin yumak hâlinde sarılmasında ve fitil yumaklarının ring makinelerinden boşalması sırasında gerekli mukavemeti sağlayacak kadardır. Fazla büküm, istenilen kalitede iplik üretimini engeller. Büküm bölgesinde fitilin gerginliğine tansiyon adı verilir. Gerginlik iyi ayarlanamamışsa fitilde kopuşlar meydana gelir.
Sarım Kısmı
Temel olarak iğ, kelebek, araba üçlüsü arasında gerçekleşir ve ring iplik makinesinde kullanılacak şekilde masura üzerine sarımın gerçekleştirildiği kısımdır. Bükümlü fitil kelebek boğazından içi boş kelebek kanadına girer ve alt ucundan çıkar.
Baskı parmağına birkaç kez sarılır ve bir göz içinden geçirilerek fitil masurasına verilir.Makinenin çalışması sırasında kelebek devri sabit, bobin devri değişken ve kelebeğe göre daha hızlıdır. Sarımın gerçekleşmesi için bobin devrinin en küçük çaptan, en büyük çapa kadar değişen ve azalan bir değerde olması ve çevresel hızının ise kelebeğin çevresel hızından yüksek olması gerekir. Bobinin bu değişken devri, konik kasnaklarla gerçekleştirilir. Kelebekten gelerek baskı parmağından geçen fitil, masura üzerine katlar hâlinde sarılır. Araba tertibatı üzerine takılı olan iğler ve masura ile birlikte konik sarımı gerçekleştirmek için aşağı yukarı hareket eder.
Pamuk iplikçiliğinde fitil, flayer olarak da adlandırılır.
Fitil (Flayer) Yapmanın Amacı
Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (flayer) makinesi, elde edilene de fitil şeridi denir.
FİNİSÖR FİTİL MAKİNESİ VE FLAYER FİTİL MAKİNESİNİN GÖREVLERİ
1-Cer bandını çekim vererek ring iplik makinesinde kullanılabilecek inceliğe getirmektir.
2-Yalancı büküm de denilen az miktarda büküm vererek liflerin dağılmasını önleyerek mukavemet kazandırmaktır.
3-Kovalarla gelen cer bandını ring iplik makinesinde kullanılabilecek formda masuralara sarmaktır.
Çalışma Prensibi
Fitil makinesinde besleme yapabilmek için besleme kısmı, inceltme yapmak için çekim tertibatı, bükebilmek için büküm tertibatı, bobin hâline getirmek ve koniklik verebilmek için sarma tertibatı vardır . Cer makinelerinden gelen cer kovaları, fitil makinesinin besleme kısmına yerleştirilir. Kovalardan alınan şeritler rehberlerden geçirilerek makinenin çekim kısmına verilir. Burada şeritler, belirlenen oranda çekilerek inceltilir. İstenilen inceliğe getirilmiş fitil şeridine kelebek bükerek mukavemet kazandırır. Büküm işlemi, çekim tertibatının son silindir çifti ile iğ (kelebek) arasındaki mesafede, iğin dönüşü ile gerçekleşir. Anlatılan bu işlemlerin sonucunda elde edilen fitil araba tertibatıyla fitil kalemi üzerine konik bir şekilde sarılır.