İplik aktarma makinesi; dokuma, örme ve boyamada işleri ve işlemleri kolaylaştırmak için iplik bobinini diğer bir masuraya sararak yine bir bobin yapılması işlemini yapan, iplik hatalarının temizlenmesini sağlayan bir iplik bitim işlemi makinesidir.
Makinede üretime başlamadan önce makinenin üretime hazırlanması gerekmektedir. Bu hazırlık safhasında, bilinmesi ve uygulanması gereken bir dizi işlem vardır.
Bunlar;
1-Makine ikaz levhasındaki uyarılara uymak
2-Makinede temizlik ve bakım esnasında ana şalteri kapatmak
3-Tehlike anında, müdahale araçlarının kullanımını ve yerlerini öğrenmek
4-Anında giderilemeyecek veya yetki alanı dışındaki acil durum veya kazayı derhal ilgili personel ve acil hizmet birimlerine bildirmek
5-Acil durumlarda çıkış veya kaçış planlarını uygulamak
6-Makine içerisindeki aparatlara uzuvlarını kaptırmamak için dikkatli çalışmak
7-Tehlikeli ve zararlı atıkları verilen talimatlar doğrultusunda diğer malzemelerden ayrıştırmak ve gerekli önlemleri alarak güvenli bir şekilde tutulmasını sağlamak,
İşin özelliğine göre iş elbisesi giymek
8-Yerleri iyi temizlemek, kaygan zeminleri silmek
9-Çok sayıda makinenin çalışmasından dolayı gürültü ve titreşimin olduğu bir ortam söz konusu olması nedeniyle kulaklık takmak
10-Makinede çalışan kişinin iş yapılırken saçlarının silindir, dişli veya dönen aksamlar tarafından tutulması sonucu oluşabilecek iş kazalarının önüne geçmek için başına bone takmak
11-Elyaf uçuntularının, uzun süre solunmasına bağlı meslek hastalıklarının oluşmaması için maske kullanmak
12-Temizlik esnasında emici cihazları kullanmak
13-Makine çalışır durumdayken makineye müdahale etmemek İplik aktarma makinesinde üretim yapabilmek için belli başlı üretim malzemeleri ve araç gereçlere gereksinim vardır.
Bu üretim malzemeleri ile araç ve gereçler;
1-İplik: Liflerin bir araya getirilmesi ile oluşturulan tekstilin temel ürünüdür.
2-Bobin patronu: İpliğin üzerine sarılarak bobin oluşturulmasında kullanılan konik veya silindir biçiminde olup karton, tahta, plastik vb.den yapılan gereçtir.
3-Bobin: İpliğin boş koniğin (patron) üzerine sarılmış konik veya silindirik formdaki halidir.
4-Etiket: Bobinlerin içine yapıştırılan ve bobinlenmiş ipliğin ve bobinin özelliklerini gösterir.
5-Bobin nakliye arabası: Bobinleri taşımak için kullanılan araç.
6-Palet: İplik bobinlerinin üzerinde istiflenerek taşındığı, özel olarak yapılmış ağaç ızgaradır.
7-Telef: İstenmeyen iplik döküntüsüdür. Bunlar bakım ve onarım çalışmalarında üstüpü olarak kullanılır ve makinelerin temizliği için kullanılır.
8-Saçları örtmek için bone: Makinenin çalışan kısımlarına çalışanın saçlarının dolanmaması için kullanılır.
9-Toz maskesi: Elyaf uçuntularının, solunum yolu hastalıklarına neden olmaması için kullanılır.
10-Kulak tıkacı: Makine gürültüsünden etkilenmemek için kullanılır.
11-Eldiven: kullanılan malzemelerin ellere zarar vermemesi için kullanılır.
Üretim anında yapılan kontroller
Arabalar üzerine alınan bobinlerin istenilen standartlara uygunluğu gözle ve elle kontrol edilir. İplik aktarma makinesinde, üretim öncesi, üretim anında ve üretim sonrası makine ve arabalar üzerine alınan bobinlerin istenilen standartlara uygunluğu elle ve gözle kontrol edilir.
- · İplik sarımının yapıldığı koniğin, doğru renkte, tipte ve yönde yapılıp yapılmadığı,
- · Üretimin uygun kalitede olması için, ipliğin düzgünlük kontrolünü gözlemlemek
- · İplik numarasına dikkat etmek
- · Bobinin formuna dikkat etmek
- · Bobin yoğunluğu
- · Bobin çapı
- · Bobin konikliği
- · Bobin yüksekliği
- · Kirli bobinlerin ayrılması
- · Etiketsiz bobinlerin ayrılması
- · Her yeni parti için ürünün metrajının kontrolü
Makinenin görevi
İplik üzerindeki; kalın ince kısımları, hatalı düğümleri ve uçuntuları temizlemek ve ipliği aktarırken belli bir gerginlikte sarmak
Makine çalışma kartı
Makine çalışma kartında, aktarılacak iplik için gerekli ayarlama ve girdilerin yapılmasını sağlayan bilgi kartıdır.
Makinenin çalışma prensibi
İpliğin sarılması için gerekli boş konikler (patronun) etiket yapıştırılarak makinenin çerçeve koluna yerleştirilir.Aktarılacak bobinler makinenin alt kısmında bulunan çağlıklardaki iğlere dizilir.Bobinlerin iplik uçları domuz kuyruğundan, istikamet porselenlerinden, gerdirici tertibattan, parafin milinden, algılayıcı sensörden ve bıçaktan geçirilerek yukarı çekilir. İpliğin ucu, ipliğin aktarılacağı boş koniğin (patronun) içine konarak, patronla adaptör arasına sıkıştırılıp, çerçeve indirilir.İplik bir elle tutulup gerdirilirken, diğer elle yeşil düğmeye basılarak kafa çalıştırılır ve iplik bırakılarak normal sarım yapılmaya başlanır. İpliklerin sarılışı kontrol edilir, hatalı sarım yapan kafalar durdurulup hatalar temizlenir. Kopan iplik uçları el veya düğümleyici ile bağlanır.Biten bobinlerin yerine yenisi takılır.Dolan bobinler ise çerçeveden çıkarılıp alınır.Bobinler, arabaya yüklenip oradan da paletlere istiflenir.Yeni boş konikler (patronun) takılır ve aynı işlemler tekrarlanarak üretime devam edilir.
Makinenin kısımları ve çalışma elemanları
İplik aktarma makinesi, makine gövdesi ve onun üzerinde bulunan yedi çalışma kısmından oluşmuştur. Bunlar;
- · Makine gövdesi
- · Makine kontrol düğmeleri
- · Besleme kısmı
- · Kontrol ve temizleme kısmı
- · Düğümleyici (splayzer)
- · Parafinleme
- · Sarım kısmı
- · Gezer üfleyici kısım
- · İplik gerdirme
Makinenin gövdesinde, makineyi açma kapama düğmesi bulunur. Makine gövdesine monte edilmiş, besleme, düğümleme, kontrol, bıçak, sarım ve gezer üfleyici bulunur.
Makine ana gövdesindeki makinenin açılıp durdurmasını sağlayan anahtar ile her kafanın kontrolünü sağlayan açama kapama butonları vardır.
İplik aktarma makinesi;
iplik üretiminin bir çıktısı olan bobinlenmiş ipliklerin, isteğe göre daha büyük veya küçük iplik bobinlerini oluşturmak, bobinlenmiş iplikleri boyamaya hazırlamak için delikli koniklere (patronlara) daha yumuşak sarım yapmak, fantezi iplikçilikte bobinlenmiş ipliklerdeki hataların giderilmesi ve kopukların düğümlenmesinde kullanılan bir iplik bitim işlemi makinesidir.
Bobinlenmiş iplileri aktaran ve yine bobin formatına getiren makinelere İplik aktarma makinesi denir. İplik aktarma makinesinden elde edilene bobin denir.
Makinenin besleme kısmı, makinenin ön alt kısmındaki cağlık tertibatı ve üzerinde bulunan bobin iğlerinden oluşmuştur.
İplik aktarma makinelerinde ipliğe parafin, ipliğin kullanılacağı yere göre ipliğin sürtünme kuvvetini azaltmak için verilir. Parafin, özellikle trikotajda kullanılacak az bükümlü örme ipliklerine ve mekiksiz dokuma makinelerinin atkı ipliklerine makine parçalarından geçerken iplik kayganlığının arttırılması için uygulanır.
Aktarılması yapılan iplik bobininden çıkan uç;
Domuz kuyruğu,
Kontrol kısmı
Gerdirme pullarından
Geçtikten sonra parafin aparatına gelir, parafine temas eder.
En iyi parafin alma miktarı parafin sertliği, parafin ve aparatının ipliğe basma kuvveti, iplik gerginliği, ortam ısısına göre değişen oranda parafin iplik üzerinde kalır. İyi parafinleme, ipliğin sürtünme kuvvetini %40-50 azaltır.
İplik aktarma makinesinde sarımı yapılacak iplikler koniklere (patronlara) kullanım yerine göre istenilen ebatlarda ve sertlikte sarılır.
İplik aktarma makinesi sarım kısmı elemanları
Kılavuz: İpliğin, koniğe sarımı esnasında kontrolden çıkışını engelleyen parçadır.
Balaban: Koniği devir hızına göre çeviren silindirdir.
Çerçeve: Koniğin takıldığı parçadır.
Çerçeve Kolu: Çerçeve üzerinde bulunan içindeki yay yardımı ile koniğin takılıp çıkarılmasına yardımcı olan koldur.
Rezerve: İpliğin koniğin kenarına sarılmasını sağlayan plastik parçadır.
Mekik: İpliğin koniğe düzgün olarak sarılmasını sağlayan plastik uçlu metal kısımdır.
Cağarlık (cağlık): Çıkan bobinlerin geçici olarak takıldığı demir çubuktur.
İplik besleyicisine gelen ipliği, dönme hareketi yapan üzeri yivli balaban adı verilen silindirler ipliği sağa sola gezdirerek, bobine çapraz sarım işlemini gerçekleştirir. Bobin, istenilen çapa geldiğinde bobin başlığı otomatik olarak durur. Bobin değişimi için bobin sarım işleminin tamamlanmış olması gerekir. İstenen ve ona göre ayarlanan sarım miktarından sonra çalışan kafa durur, çerçeve çalışan tarafından yukarı kaldırılarak dolu bobin çıkartılıp yerine yeni boş konik takılır.
Daha sonra çerçeve aşağı indirilerek iplik sarma işlemine tekrar başlanır. Dolu bobin sevki ve bobin masurası besleme, çalışan tarafından yapılır.
Dolu bobinler, çalışan tarafından alınıp bobin paketleme kısmına nakledilir.
Bobin Sarımında Önemli Özellikler:
· Bobin sertliği (yoğunluğu): Bobin sertliği boyama, çözgü gibi kullanma yerine göre ayarlanır. Bobin yoğunluğu 0.28-0.50gr/cm³ arasında değişir. Boya bobinlerinde yoğunluk 0.28-0.40gr/cm³ arasında olur. Boyanın bobinin içinden rahat geçmesi için sarımın yumuşak olmasına özellikle dikkat edilir. Bobinler arasında sertlik farkı boyanın abrajlı olmasına neden olur. Bobinin sıkı sarılması kaymayı da azaltır. Bobin sertliği bobinin tambura basma kuvvetiyle ayarlanır.
·Sarım Tipi: Kaba sarım, hassas sarım gibi yöntemler vardır.
·Bobin Kenarı: Sarım esnasında bobin kenarlarına daha fazla iplik sarılması nedeniyle bobin kenarları sert olur. Bobin kenarlarının sertleşmesi boyamayı bozduğu gibi daha sonraki kullanım sırasında kopuşları da artırır. Bunu gidermek için kenar yumuşatma sistemleri kullanılır. Kenarların çok yumuşak olması halinde ise bobinden iplikler kayabilir. · Çapraz Sarım Açısı: Bobin çapraz sarım açısı genelde 25-40 çapraz sarım açısında bobinin içinde boşluklar arttığı için daha yumuşak 40˚ civarında açıyla sarım yapılan bobin sarılır. Diğer kullanım amaçları için 25° bobinler uygundur.
·Bobinleme Hızı: Sarım hızı; sarılan ipliğin, materyalin numarasına ve bobinin konikliğine göre değişir. Koniklik arttıkça bobinleme hızı düşürülür. İpliği çok hızlı bobinlemek gereksiz kopuşlara neden olur, iplik kalitesini düşürür. Parafinleme yapılıyorsa bobin hızı % 10 kadar azaltılır. Boya bobini sarılıyorsa bobinleme hızı % 10-20 azaltılır.
Dokumaya direk atkı ipliği olarak gönderilecek bobinler konik ve çapraz sarım yapılır.
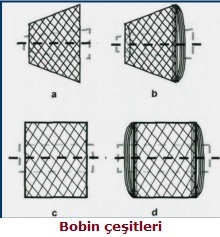
Bobin çeşitleri
- · Normal konik bobin (a)
- · Bombeli konik bobin (b)
- · Normal silindirik bobin (c)
- · Bombeli silindirik bobin (d)
Çapraz sarım
Bir bobin masurası üzerine ipliklerin belli bir açı oluşturacak şekilde sarılmasıdır. Genellikle eğrilmiş ipliklerin bobinlemesi için tercih edilen bir sarım biçimidir.
İplik frenlemesi
İplikteki zayıf yerlerin giderilmesini sağlar. Hem üretim kalitesini bozmaması hem de çok daha ekonomik olması nedeniyle zayıf yerlerin bobinlemede koparılarak giderilmesi gerekir. Bunun için en uygun olan ipliğin kopma mukavemetinin %15-20’lik kuvvetle frenlenerek bobinlenmesidir.
Kopuk Bağlama
Dokunduktan sonra kumaşın hatalı görünmesine neden olacak, iplik üzerinde bulunan hatalar, sağlam olmayan iplikteki kopacak kısımlar frenlemeyle, kalın yerlerde temizleyicilerde (bıçak) iplik koparılır veya kesilir. Koparılan, kesilen iplik uçları veya biten yeni bağlanan bobinlerdeki iplik uçları el veya düğümleyici ile düğümlenir.
Kopuk bağlamanın önemi
İplik aktarma makinesinde iplik uçları, ipliğin çeşidi (fantezi, penye, kamgarn, openend vb.) kullanım yerine göre(giysi, ev tekstili vb.) düğümlenir. İpliğin kullanım alanı, iplik uçlarının düğümlenmesinde gösterilecek hassasiyeti de belirler, buna göre de düğüm çeşidi seçimi yapılır.
Kopuk bağlama yöntem ve çeşitleri İplik uçlarının birleştirilmesinde temel olarak el ile düğümleme ve spleicer kullanılır. İplik uçlarının iyi bağlanması çok önemlidir. Düğümlerin sıkı, uçları kısa ve doğru atılması gerekir. Aksi halde düğümler kendiliğinden açılabilir. Aksi halde iplik kopuşları yüzünden örme ve dokumacılar zorluk çeker.
İplik Temizlenmesi
Üzerinde kalınlık oluşturan hataları sıyırarak veya kopararak giderirler. Koparma halinde iplik bağlanırken uçlarından bir miktar koparılıp atılarak hata giderilmiş olur. İpliğin temizlenmesi mekanik veya elektronik temizleyicilerle yapılır. İpliğin temizlenme derecesi üretilecek kumaşa bağlı olarak artırılıp azaltılabilir. Şönil fantezi iplik makinelerinde üretilen bütün iplikler, aktarma makinelerindeki optiklerden geçirilerek kellik, düğüm gibi bütün hatalardan temizlenir.
Düğümleyici (splayzer)
İplik aktarma makinesinde, kopan veya biten ipliklerin düğümlenmesi iki yöntemle yapılır. Bir tanesi el ile diğeri ise makinenin bir ucundan diğer ucuna kadar olan kısmına monte edilmiş bir rayın üzerinde makine boyunca hareket edebilen düğümleyici (spleicer) ile yapılır.
Kopan ya da biten ipliklerin ucu tutularak bir kısmı sağılarak alınır ve koparılır. İki uç düğümleyiciye (spleicer) çapraz olarak verilir. Düğümleyicinin (spleicer) bıçakları fazla olan ip keser ve uçları hava sirkülasyonu olan hazneye çeker. Bundan sonra oluşan işlemler sırasıyla;
Büküm açma
Kesilmiş olan ipliklerin ucu, açıcı borunun içine emilerek açılır, sağ yönlendirici kol biraz geri alarak açıcı borunun içine girecek ipi açmak için yeterli uzunluğu sağlar.
İp düğümleme
Sağ yönlendirici kolu tekrar iterek açıcı borunun içindeki iplikleri çıkartır. Sonra iplik basma kolu ile ipe basar ve prizma içine hava göndererek ipliklerin birbirine sarılmasını sağlayarak düğümleme yapar.
İkaz Lambaları
Aktarılacak ipliğe göre, makinenin çalıştırılması için gerekli teknik bilgilerin ve makinenin çalışması esnasında olabilecek olumsuzlukları anında gösterir uyarı elemanları sayesinde verimli bir çalışma gerçekleşir.
Hata Çeşitleri Aktarma makinasında oluşabilecek hatalar
1-Bobinlerde iplik kaymaları veya bobinlerin alın kısımlarında kayan iplikler
2-Yumuşak bobinler veya alın bölgelerinde şişkinlikler
3-Yumuşak bobin alınları
4-Fazla veya az sayıda kesik
5-Üçlü düğüm
6-Kısa ve kullanılamayan iplik rezervi
7-Boyama bobinlerinde farklı bobin sertlikleri
8-Kuşak oluşumu
9-Hatalı veya yanlış aktarılacak bobin yerleştirmek
10-Arıza giderilmeden kafayı çalıştırmak
11-Makineyi çalışma esnasında hava ile temizlemek
12-Açılan düğümler
13-Yumuşak ve küçük alana doğru sıkışmış katlı iplik bobini
14-Hatalı, ince ve kalın ip geçmesi.
15-Bozuk görünümlü bobinler
16-Fazla büyük bobinler
17-İplikte ilmekler
18-Açılan düğümler
19-Koniğin yatağına tam oturmaması
20-Yanlış numarada bobin takılması
21-Bobin aktarılırken geçtiği yollardan geçirilmemişse
22-Kopan, biten ipliklerin zamanında bağlanmaması
23-Kopan iplik uçlarını atmamış makine üzerinde bırakmışsa
24-İplik hatalarının ipliğin üzerinde kalması sonucu Hatalı bobin oluşması
25-Kirli bobin
26-Makinede toz birikmesi
27-Dolan bobinler zamanında çıkarılmamışsa
28-Makineden oluşan bobinlerin istif yerine numara ve cinslerine göre konulmaması Ø Bobin yüzey bozukluğu
29-Bobinlerin kirlenmesi
30-İplik temizleyicide rastlanan hataların giderilememesi
31-İplik hatalarının kesilmeden geçmesi
32-Hatalı kirli bobin oluşması
33-İpliğin çok parafinlenmesi
34-İpliğin yeterince parafinlenmemesi
35-İpliğin yüzey düzgünlüğünün bozulması, ipliğin dağılması
36-İpliğin kılavuzlardan doğru geçirilmemesi
37-Bobinde bir yere yığılma şeklinde sarım
38-Bobine yanlış iplik sarılması
İplik aktarma makinesinde çalışan personelin uyması ve dikkat etmesi gereken kurallar
1-İşlem sırasında ve hazırlık aşamalarında kişisel koruyucu donanım ve malzemeleri kullanır.
2-Doğal kaynakları tasarruflu ve verimli bir şekilde kullanır.
3-Tehlikeli ve zararlı atıkları verilen talimatlar doğrultusunda diğer malzemelerden ayrıştırır ve gerekli önlemleri alarak geçici depolamasını yapar.
4-Her bir parti için makinede yapılan işin niteliğini belirten, imalat durum levhasını kontrol eder.
5-Günlük ve parti değişimlerinde makinenin içinin, dışının ve çevresinin temizliğini yapar.
6-Vardiya başlangıcında/bitiminde bir önceki vardiyadan ürün ve makine ile ilgili bilgi almak/ bir sonraki vardiyaya ürün, makine ile ilgili bilgi verir.
7-Makineyi çalıştırma talimatına uygun çalıştırır.
8-Boşalan bobinlerin yerine dolu bobinleri koymak, boş bobin masuralarını almak, sepete yerleştirir. Dolu aktarılmış bobinleri alır, yerine boş masuraları koyar.
9-İş emri doğrultusunda her parti üründe, aktarılacak bobinlerin aynı masura renginde olmasına dikkat eder.
10-Aktarılmış bobinin masura renginin de aynı olmasına dikkat eder. Parti renklerini, iplikleri karıştırmaz.
11-Makinelerde günlük olarak bobinlerin kenarlarını, makinenin altını, üstüne ip ile temas edebilecek yerleri temizler.
12-Sarıkları temizler.
13-Çıkan yolukları, sarıkları boşaltır, poşetler, niteliklerini belirterek belirlenen yere koyar.
14-Bobinler hatalı (çapı farklı, formu bozuk, kirli, etiketsiz vs.) ise ayrı arabalara aktarır. Gerektiğinde çıkan ürünlerin kilosunu tartar.
15-Bobinleri arabalara doldurup, istif alanına götürüp refakat kartını üzerlerine koyar.
16-Bobinlerin istenen kalitede çıkması için arabaya yüklenmesine kadar olan süreçteki, gerekli olan kontrolleri sürekli yapar.
17-Ürünün kalitesine dikkat eder, istenilen standardın dışında üretilen ürünü tespit edip gerekeni yapar.
18-Dönüştürülebilen malzemelerin geri kazanımı için gerekli ayırmayı ve sınıflandırmayı yapar.
19-Makine duruşlarını saat, dakika nedenini de belirterek kaydeder.
20-Makinelerin işleyişi esnasında makinede/üründe ortaya çıkabilecek sorunları, arızaları ilgililere bildirir.
21-Kopukları standartlar doğrultusunda dikkatlice bağlar.
22-Dolan bobinleri etiketler.