Dokuma makinesinde kumaş tarafından bakıldığında boyuna yönde olan ipliklere çözgü denir.Kumuş topunun boyundaki iplikler çözgü iplikleridir. Dokuma, çözgü ve atkı ipliklerinin birbirleriyle dik açıyla bağlantı yapmasıdır. Dokuma makinesinde kumaş dokunabilmesi için gerekli olan çözgü iplikleri dokuma hazırlık dairesinde bobin ( diğer adı çözgü levendidir) adı verilen silindir şeklindeki parçalar üzerinden direkt olarak kullanılamaz. Dokuma makinesine uygun levent adı verilen büyük makaralara aktarılması gerekir. İpliklerinin dokunacak kumaşın özelliklere göre ( çözgü tel sayısı, çözgü renk raporu, çözgü uzunluğu) birbirine paralel ve aynı gerginlikte uygun bir şekilde dokuma levendi üzerinde sarılması işlemine çözgü hazırlama denir.
Dokuma hazırlık kısımlarından biri olan çözgü hazırlama işlemi; müşteri istekleri doğrultusunda, dokuma planlama dairesinden gelen iş emrine göre ipliklerinin levent üzerine aktarılmasıdır. Levent denilen büyük makaralar her dokuma makinesi üreticisi tarafından ayrı olarak tasarlanmış metal aksamlı parçalardır. Çözgü ipliklerini, istenilen özelliklere göre, levent denilen büyük makaralara aktarılması işleminde kullanılan dokuma hazırlık makinelerine çözgü makineleri denir.
Bu makineler konik çözgü ve düz ( seri ) çözgü makineleri olmak üzere ikiye ayrılırlar. Konik ve seri çözgü makineleri arasındaki en belirgin fark makine donanımı olarak seri çözgü makinelerinde çözgü iplikleri direkt olarak levent üzerine sarılır. Konik çözgü makinelerinde ise iplikler önce tambur (silindir) üzerine kalba denilen çözgü grupları hâlinde sarılır, daha sonra levent üzerine aktarılır.Cağlık, çözgü makinelerinde bobinlerin üzerine dizildiği metal sehpadır. Cağlık, bobinlerden gelen iplik uçlarının eşit gerginlikte, birbirine paralel ve düzgün bir şekilde levent üzerine aktarılmasını sağlayan en önemli elemandır. Günümüzde kullanılan cağlıklarda konik bobinler kullanılmaktadır.
Bu da hem daha fazla iplik üzerinde bulundurmasına hem de sağımının kolay olmasına sebep olur. Çözgü makinesinde üretim planlamadan alınan iş emrine göre çözgü dairesini ilgilendiren bilgiler doğrultusunda bobinler ilk olarak cağlığa dizilecektir. Bu dizim işlemi cağlığın alt ve üst köşelerinden başlayarak üstten başlandıysa aşağıya doğru, alttan bağlandıysa üste doğru yapılmalıdır. Dizim sırasında yapılacak bir hata, hatalı kumaş çıkmasına sebep olacaktır. Çözgü makinesinin sorunsuz olarak çalışması için kontrol sistemlerinin hatasız çalışması gerekmektedir. Hazırlanacak olan çözgü ipliklerinin aynı gerginlikte ve kopuşlarda anında müdahâle edilerek levent üzerine hatasız olarak sarılması gerekmektedir.
Düzgün bir cağlıkta bulunması gereken özellikler;
1-Çözgü ipliğinin kopuşlarında ve bobin boşalmalarında makine durdurulmalı.
2-İplik frenleyicilerde eşit miktarda ağılı bulunmalı,
3-İpliğin geçtiği yerler, sürtünmesi az ve pürüzsüz malzemeden yapılmalı,
4-Cağlık kısmının temizliği robot temizleyicilerle sürekli yapılmalı,
5-Kontrol sistemi ve sistemin uyarı sinyalleri üst seviyede olmalı
6-Bobinlerin dizimi sırasında kolaylık sağlayacak Şekilde imal edilmelidir.
Çözgü ipliklerinin üzerine bobinler hâlinde takıldığı metal sehpalar yani cağlıklar yapı olarak „V‟ ve paralel olarak sınıflandırılırlar.
Cağlıkta aynı çözgü ipliğinin devam edeceği makinelerde bobinler yedekli olarak hazırlanabilir. Yedek bobinin alt ucu diğer bobinin üst ucuna düğümlenir,böylece birinci bobinin üzerindeki çözgü ipliği bittiğinde makine durdurulmadan diğer bobinin devreye girmesiyle işlem devam eder. Bobinlerin üzerine takıldığı iğler hareketli olduğu için biten bobin iği çevrilerek yerine bobin takılabilir.
Cağlığa takılacak bobinlerde şu özelliklere dikkat edilirse çalışma kolaylığı sağlanır.
1-Bobinlerin boyutları iyi seçilmelidir. Büyük olurlarsa yanındaki bobinlere teması sırasında kopmalara sebep olabilir.
2-Bobinler için kullanılan patronlar bozuk olmamalıdır.
3-Bobin sarımı iyi yapılmış olmalıdır.
Cağlık üzerinde, çözgü ipliklerinin düzgün bir şekilde sevk edilebilmesini sağlayan 3 bölüm vardır. Bunlar:
1-Fren tertibatı
Çözgü ipliklerinin sabit gerilim altında bobinlerden sağılmasını sağlar. Bunun için kullanılan mekanizmalar iplik makinelerindeki germe tertibatlarına benzeyen sistemlerdir. Çözgü ipliklerinin eşit gerginlikte bobinlerden sağılmasını ve makinenin duruşu sırasında ipliklerin gerginliğinin sabit kalmasını sağlayan bölümdür. Her bobinden alınan iplik uçları frenlerden geçirilir. Çözgü ipliklerinin aynı gerginlikte levent üzerine sarılması dokunacak kumaşın kalitesini direkt olarak etkilemektedir. Cağlık üzerinde fren tertibatının ayarı sürekli kontrol altında olmalıdır.
2-İplik yoklayıcı
Fren tertibatından geçirilen çözgü iplikleri sırası ile seramik tutuculardan ve iplik yoklayıcılardan geçirilir. İplik tutucuları ipliklerin düzgün bir şekilde sevk edilmesini sağlar.Çözgü ipliklerinde kopma olduğunda iplik yoklayıcı düşer ve makine durdurulur. Makinenin duruşu için zaman kaybı olmamalıdır. Levent üzerinde eksik çözgü olması dokunacak kumaşın hatalı ürün hâline gelmesine neden olur.Bu da zaman ve ekonomik kayba yol açar. İplik yoklayıcıları çözgü ipliği koptuğu zaman veya bobin üzerinde iplik bittiği zaman makineyi otomatik olarak durdurur.Makine iplik kopmasından dolayı durduğunda, yoklayıcıların bulunduğu bölümündeki lamba yanar ve ipliğin üzerinden geçtiği kanca yukarı kalkarak kopan ipliğin yeri belirlenir.
3-İğler
Cağlıkta bobinlerin üzerine dizildiği parçalardır. Bobinlerin üzerinden ipliklerin düzgün bir şekilde sağılması için bobinleri sabit tutmaya yarar.
Cağlığın bakımı aşağıdaki gibi yapılır
1-Metal aksamlar kontrol edilerek kırılan ve deforme olan kısıklar düzeltilir.
2-Frenleme, iplik yoklayıcı ve iplik tutucuları kontrol edilerek arızalı olanlar değiştirilir ve ayarları yapılır.
3-Arzıalanmış kontrol lambaları ve kablo sistemleri elden geçrilir.
Cağlığın, istenen çözgünün hazırlanabilmesi için gerekli bütün ayarların yapılması gerekmektedir. Cağlığın bakımı sırasında şunlara dikkat edilmelidir;
1-İğnelerin kırık veya çatlak olup olmadığı kontrol edilmelidir.
2-İplik frenleyicilerinin aynı ağırlık miktarında olup olmadığı kontrol edilmelidir.
3-İplik yoklayıcıları hassasiyetleri kontrol edilmelidir.
4-Kıavuzlarda kırık, çatlak ve pürüzlü kısımlar kontrol edilmelidir.
Çözgü cağlığı, veriminin artması ve sorunsuz bir şekilde çalışması için sürekli olarak kontrol edilmesi gerekmektedir.
Konik çözgü makinesinde cağlıktan gelen çözgü ipliklerinin belirlenen genişlikte kalbalar (bantlar) hâlinde üzerinde konik plakalar bulunan tambur üzerine istenen sayıda ve uzunlukta sarılması, daha sonra dokuma levendi üzerine aktarılması işlemidir. Konik çözgü denmesinin nedeni tambur (dolap) kenarında konik bölümün bulunmasındandır. Konik çözgü makinesinde çözgü hazırlamak için yapılacak işlemler şu şekilde sıralanabilir;
1-Çözgü bobinlerinin cağlığa dizilmesi,
2-İpliğin fren tertibatı, iplik yoklayıcı ve kılavuzlardan geçirilmesi,
3-Çözgü ipliklerinin çapraz ve toplama tarağından geçirilmesi,
4-Koniklik ayarının yapılması,
5-Hazırlanacak çözgünün kaç metre hazırlanacağı,
4-Çözgünün sayısına göre kalba sayısının tespiti,
5-Kalba hâlindeki çözgünün tambura bağlanması,
6-Kalbanın çapraza alınması,
7-Levendin makineye takılması,
8-Çözgü ipliklerinin levent üzerine hatasız bir şekilde sarılmasıdır.
KONİK ÇÖZGÜ MAKİNESİ PARÇALARI VE GÖREVLERİ
1-Cağlık
2-Çapraz tarağı
3-Sport
4-Toplama tarağı
5-Konik tambur
6-Levende alma kısmı
1-CAĞLIK
Konik çözgü makinesinde bobinlerin üzerine dizildiği metal sehpadır. Cağlık, bobinlerden gelen iplik uçlarının aynı gerginlikte, birbirine paralel ve düzgün bir şekilde tambur üzerine aktarılmasını sağlayan en önemli elemandır. Tambur üzerinden sonra levent üzerine aktarım gerçekleşir.
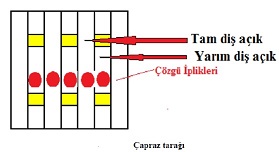
2-ÇAPRAZ TARAĞI
Çözgü ipliklerinin karışmaması için çapraz tarağında, çapraza alma yöntemiyle çapraza alınmasıdır. Çapraz tarağı bir dişi boydan boya açık, diğer dişi ise ortada kısa mesafede açıklığı olan taraktır. Çapraz tarağının görevi çözgü ipliklerini çapraz hâle getirerek birbirinden ayırmaktır. Çapraz tarağı özel olarak imal edilmiş bir taraktır. Çapraza alma için çapraz tarağının her dişinden bir iplik geçirilir. Her kalba( çile veya bant da denilmektedir) başlangıcında, çapraz tarağı yukarı kaldırılarak birinci çapraz ipliği ağızlıktan geçirilir, daha sonra aşağı indirilerek ikinci çapraz ipliği geçirilir.
3-SUPPORT
Konik çözgü makinesinde üzerinde çapraz tarağı, toplama tarağı (V-tarak), kumpas, kızak sabitleştirme ve kaydırma aparatı, çapraza alma kolu, toplama tarağının konikliğine göre ayarlanabilen aparatı ve cetveli gibi aksamları taşır. Support çözgü ipliklerinin kalbalar hâlinde tambur üzerine sarılırken kalbanın konik kısma doğru kaydırılmasını sağlayan kısımdır.Konik çözgü makinesinde toplama tarağı genişliğinin açılır kapanır bir sistemle ayarlanabilir özelliği olan elemandır. Çapraz tarağından gelen çözgü ipliklerinin kalba enini ve cm‟deki sıklığını belirleyerek tambur üzerine sarılmasını sağlar. Toplama tarağının numarası, dokuma tarağı sıklığı kadardır.
5-SUPPORT KIZAĞI
Konik çözgü makinelerinde kızağın görevi tambur üzerine kalba sarımı yapılırken support tertibatını tamburun konik kısmına doğru kaydırmaktır. Kızak üzerinde toplama tarağı her kalba bitişinde kalba eni kadar kaydırılır. Kalba eni ise kalba da ki çözgü tel sayısının tarak numarasına bölünmesiyle bulunur.
6-KONİK TAMBUR
Konik çözgü makinelerinde üzerinde konik plakalar veya konik kısmın bulunduğu, çözgü ipliklerinin kalbalar hâlinde üzerine sarıldığı 4-5metre uzunluğu olan içi boş silindire konik tambur denir. Tamburun üzerinde kalba uçlarının sarılmasını sağlayan çiviler ve çapraz iplerin bağlanacağı parça vardır.
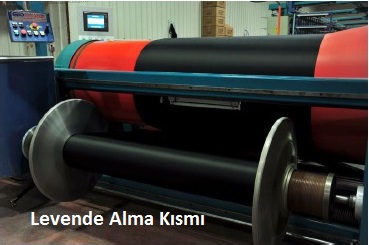
7-LEVENDE ALMA KISMI
Tambur üzerinde istenen toplam çözgü tel sayısı tamamlandıktan sonra bütün çözgüler aynı gerginlikte tamburun arkasına takılan çözgü levendi üzerine aktarılır.
Konik çözgü makinesi support, tambur ve levende alma kısımlarının bakımından oluşur. Bakımda belirli zaman aralıklarında makinenin dişli, zincir ve dönen aksamlarının uygun yağ seçimi ve oranı ile yağlanması gerekmektedir. Metal kısımların işlevlerini yerine getirmeme durumlarında değişimleri söz konusudur. Ayrıca elektrik bağlantı sistemlerinin genel kontrolü şarttır.
Temizlik olarak konik çözgü makinelerinde genel olarak basınçlı hava kullanılır. Modern makineler için otomatik gezici temizlik robotları özellikle cağlık kısmının temizliğinde kullanılır Ayrıca makinenin kapladığı bölgenin zemin temizliği gereklidir.
Konik çözgü makinesinin ayarları hazırlanacak çözgü ipliği ile ilgilidir. Çözgü hazırlanması sırasında konik çözgü makinesinin özellikle tambur kısmında oluşturulacak kalbalar için yapılan ayarlar büyük önem taşımaktadır. Levent üzerine sarılacak olan çözgü ipliği cağlıktan alınarak support ve metraj ayarı yapılır, daha sonra sırası ile kalba olarak tambur üzerine sarılması sırasında koniklik ayarı yapılır ve son olarak da levende alma sırasındaki ayarı yapılır. Bu ayarların yapılmasıyla konik çözgü makinesinin gerekli kısımlarının ayarları tamamlanmış olmaktadır.
Konik çözgü makinesinin bakım ve ayarları yapılırken bütün makineler için vazgeçilmez olan makine üretici firmalarının talimatlarına uymaktır. Makine üzerinde çözgü ipliği varsa ipliğin zarar görmemesi için önlemlerin alınması Şarttır. Yapılan bakım sadece ilgili kısmı kapsamalıdır.
Yapılacak yağlama işleminde kullanılacak olan ince, gres ve hidrolik yağların uygun olması ve gerekli oranda kullanılmasına dikkat edilmeli, ayrıca makinenin sadece ilgili yerinde kullanılmalı, çevreye yani daire içerisinde zemine ve makinenin herhangi yağlanmaması gereken kısımlarından uzak tutulmalıdır.
KONİK MAKİNESİNDE HESAPLAMALAR
Konik çözgü makinesinde istenen sarımın yapılabilmesi için tambura sarılacak kalba adedinin, bant eninin, toplama tarağında diŞten geçen tel sayısının, cağlıktaki rapor sayısının aşağıda verilen formüllerle hesaplanması gerekir.
Konik çözgü makinesinde yapılacak olan hatasız bir sarım işleminin gerçekleştirilebilmesi için aşağıdaki formüllerden faydalanılır.
Cağlıktaki rapor sayısı
Konik çözgü makinesinde cağlıktaki rapor sayısının tespitinde kullanılan formüldür .
Cağlıktaki rapor sayısı = cağlığa dizilen bobin sayısı / Bir rapordaki tel sayısı
Cağlıktaki bobin sayısı
Kalbadaki rapor tekrarının, rapor tel sayısı ile çarpılması sonucu bulunur.
Cağlıktaki bobin sayısı = Kalbadaki rapor tekrarı x Rapor tel sayısı
Bant adedi
Konik çözgü makinesinde sarım için gerekli olan bant adedinin bulunmasında kullanılan formüldür.
Bant adedi = Toplam çözgü tel sayısı / Cağlığa dizilen bobin sayısı
Bant eni
Cağlığa dizili bobin iplik sayısının çapraz tarağıyla belirtilen cm cinsinden kapladığı alandır. Bu işlem için aşağıdaki iki formülde kullanılır.
Bant eni = Leventteki çözgü eni x Bant tel sayısı / Toplam çözgü tel sayısı veya Bant eni = Bant tel sayısı / Tarak numarası
Toplama tarağında dişten geçen tel sayısı
Konik çözgü makinesinde toplama tarağından her bir dişinden geçirilecek olan iplik sayısının hesaplandığı formüldür.
Toplama tarağındaki dişten geçen tel sayısı = Bant tel sayısı / Bant eni x Toplama tarağının 1 santimetresindeki diş sayısı
CAĞLIĞA BOBİN DİZİMİNDE DİKKAT EDİLMESİ GEREKENLER
Konik çözgü makinesinde cağlığın kullanımı sırasında yeni bir işe hazırlamak için ilk olarak cağlığın temizliğinin yapılması yani üzerinde herhangi bir bobinin (önceki işten) kalmaması gerekir.
Cağlığın kontrolünün yapılması şarttır. Cağlık üzerinde bulunan metal aksamın, iğlerin, fren tertibatının, germe tertibatının, elektronik kontrol tertibatının, elektrik aksamları gibi gerekli tüm kısımların kontrolü yapılmalıdır.
Cağlığa bobin diziminde çözgü ipliklerinin sürtünmesiz ya da en az sürtünmeyle bobin üzerine sarımı gerçekleştirilmelidir. Ayrıca aynı işin devam edeceği çözgü makinelerinde bobinler yedekli olarak hazırlanmalıdır. Böylece bobin değişimi için makinenin durdurulması gerekmeyecektir.
Konik çözgü makinesinde hazırlanacak çözgünün belirli bir yükseklik kazandırılarak tambura sarılması gerekir. Bu yükseklik tamburun kanatlarının ayarı ile mümkün olmaktadır. Makinenin koniklik açısı ayarı Hazırlanacak çözgünün iplik numarası, cinsi gibi özellikleri ile tespit edilir.
Cağlıktan alınan çözgü iplikleri toplama tarağından geçirilerek düğümlenir ve konik tabur üzerindeki çengellere (çivilere) takılır.Hazırlanacak olan çözgü ipliğinin uzunluğunun makineye veri olarak girilmesi gerekmektedir. Levent üzerine sarılacak çözgünün uzunluk değeri makine tipine göre el ile mekanik sayaca girilir ya da elektronik donanıma sahip makinelerde dijital ortamda girilerek istenen çözgü uzunluğuna gelindiğinde makinenin otomatik olarak durdurulması sağlanır. Support ise çözgü kalınlığına göre tamburun kaydırma işlemi ayarı yapılır.
Konik çözgü ile yapılan çözgü çözme işleminde çapraza almanın amacı özellikle renkli çözgü raporuna sahip dokumalarda renk raporunun korunmasını, ayrıca kopan çözgü ipliğinin kolayca bulunmasını ve ayrılmasını sağlamaktır. Çapraza alma işlemi çözgü yapmada ve dokuma hazırlık işlemi ile dokuma sırasında çözgü ipliklerinin düzgün bir sırada kalmasını sağlayan çözgü ipliklerini biçimlendirme işlemidir. Çapraz tarağında birinci ağızlık açılarak bu ağızlık tambura kadar gidilerek arasına çapraz ipi geçirilerek bağlanır. İkinci ağızlık açılır, çapraz alınır. Aynı işlem bu ağızlık içinde yapılır. Böylelikle çapraza alma işlemi tamamlanır.
Konik çözgü makinesinde çözgü ipliklerinin kalbalar hâlinde tambura sarılma işlemi sırasında iplik gerginliklerinin kontrol altında tutulması gerekir. Tamburun üzerinde bir tarafının konik olmasının nedeni çözgü tabakasında kayma oluşmasını önlemek amacıyladır. Tamburdaki ilk bölümdeki ipliklerin sarma işlemi bölümün belirgin bir hızla yanlamasına hareket ettirilmesi suretiyle sağlanır. Birinci kalba sarma işlemi bitirilince toplama tarağı kumpasla ikinci kalba sarım noktasına kadar çekilerek çapraza alınarak bağlanır ve bu işlem her kalba için tekrarlanarak tambura sarma işlemi tamamlanır.Tambur üzerine sarılacak olan çözgü ipliklerinin durumlarını iki noktada aynı tutması gerekmektedir. Bunlar gerginliğin eşit olması ve aynı uzunluktaki çözgü kalbalarının oluşturulmasıdır.
Tambur üzerinde toplam çözgü tel sayısı tamamlandıktan sonra dokuma makinesi levendi yuvasına yerleştirilir. Tamburdan alınan uçlar küçük kalbalar hâlinde düğümlenerek leventte bulunan deliklere takılır. Levent üzerine çözgüler tambur üzerinden eşit gerginlikte aktarılır. Dokuma levendinin genişliği, sarılan çözgünün genişliğine göre kampanalardan ayarlanmalıdır. Aksi takdirde levent üzerinde sarım hataları meydana gelecektir.
Konik çözgü makinelerinde tambura sarılı çözgü ipliklerinin dokuma levendi üzerine aktarılması işlemidir. Çözgü iplikleri tamburdan levent üzerine sarılırken levendin iç çapı büyür. Buna karşın ipliklerin aynı gerilimle sarılmasını ayarlamak için levent çevresel hızı sabit kalır. Böylece ipliklerin tamburdan dokuma levendine sarılması için geçen zaman, levent sarma hızı sabit olduğundan çözgü uzunluğu ile doğru orantılı olmaktadır. Çözgü iplikleri levendin döndürülmesiyle bütün olarak çekilir ve sarım gerçekleştirilir. Tamburun dönüş hızı uygun gerginlik altında tutulur.









 Derstekstil
Derstekstil 
