Tekstil ürünleri, üretim sürecinde çeşitli terbiye işlemlerine tabi tutulmakta ve bu işlemler sırasında bünyelerine alınan nem kurutma yoluyla uzaklaştırılmaktadır. Genel olarak tekstil ürünlerinin kurutulması, mekanik yöntemlerle ön kurutma yapılması ve ardından mamül üzerinde bulunması gereken higroskobik nemi kaybetmeden ısı transferiyle gerçekleşen esas kurutma şeklindedir. Ürünün kurutulması ve yapısına zarar verilmemesi açısından tekstil endüstrisinde en yaygın kullanılan kurutma makinaları; taşıma bantlı kurutucular, yüksek frekanslı kurutucular ve ramözlerdir. Ramözler gergili kurutma makinaları olup, kurutma, kondenzasyon ve termofiksaj işlemlerinde kullanılmakta, istenilen en ve boy ayarı ile kumaşta çekmezlik sağlanabilmektedir. Taşıma bantlı kurutucular ise gergisiz kurutma makinaları olup, kumaşa istenilen en ve boy ayarı verilememekte, ancak hassas yüzeyli kumaşların kurutulmasında tercih edilmektedir. Yüksek frekanslı kurutucular da bobin, çile, açık elyaf, iplik ve hazır giyim ürünlerinin (çorap vb.) kurutulmasında tercih edilen, kısa sürede homojen olarak düşük sıcaklıkta kurutma sağlayan kurutuculardır.
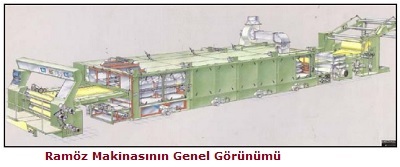
Ramöz (Gergili Kurutma Makinaları) Ramözler, kumaşların makine içerisinde enine bir şekilde iğne ya da paletler tarafından kenarlarından tutturulduğu, bir çift yürüyen zincirle kumaşın hareketinin sağlandığı ve bu esnada kumaşa sıcak havanın gönderildiği kurutma makinalarıdır.
Ramözlerin ilk yatırım ve işletme maliyetlerinin yüksek olmasına rağmen, tekstil ürünlerinin boyutsal formunun kontrol edilebilmesi ve kurutma, kondenzasyon ve termofiksaj işlemlerinde de kullanılabilmesi nedeniyle en çok tercih edilen kurutma makinalarıdır. Ramözlerde kumaşa istenilen en ve boy ayarı verilebilmekte, kumaştaki kırışıklıklar giderilebilmekte ve kumaş kenarındaki tutucular dışında hiçbir yere değmeden kumaş geçişi sağlanabilmektedir
Ramöz konveksiyon kurutma esasına göre çalışan bir kurutma makinasıdır.
Bu kurutma yönteminde;
Tekstil mamulü, yalnızca ısıtılmış hava veya kurutma gazı ile temas eder, kurutucu yüzeye temas yoktur. Bu yöntemle kurutmada, genelde ısıtılmış hava kullanılır. Tekstil mamulü bu ısıtılmış hava ile temas halindedir. Temas sırasında gazdan (ısıtılmış havadan) tekstil mamulüne ısı transferi tekstil mamulünden de gaza su buharı transferi gerçekleşir. Mamul sıcaklığı daha düşük olduğu için, havadan mamule doğru orantılı olarak bir ısı transferi oluşur.
Havadan mamule geçen ısının etkisiyle, mamul üzerindeki su buharlaşır. Su buharı havaya geçer.
- Isı transferi için gazın daha sıcak olması gerekir.
- Havanın yoğuşmadan, sis haline geçmeden, buhar olarak içerebileceği bir su miktarı vardır. Bu, sıcaklıkla ilgilidir. Düşük sıcaklıkta bu miktar çok azdır.
Konveksiyon kurutma, bugün tekstilde en fazla kullanılan kurutma yöntemidir. Günümüzde kullanılan makinaların birçoğu bu prensiple çalışır.
Bunun başlıca nedenleri;
- 1-Kumaşın kirlenme tehlikesinin az olması
- 2-Gerilimin kontrol altında tutulmasının kolay olması
- 3-Tüm kumaş çeşitleri için uygun olması
Tekstil mamulünde bulunan suyun tamamı yüzeyde bulunmayıp kumaşa zayıf fiziksel kuvvetlerle bağlı olduğundan, kurutma esnasındaki ısı ve kütle transferi işlem süresince aynı hız ve oranda gerçekleşmemektedir. Yüzeyde bulunan suyun kolayca uzaklaştırılması mümkün iken, liflerin içerisinde bulunan suyun kolayca uzaklaştırılması oldukça zordur.
1.Adım
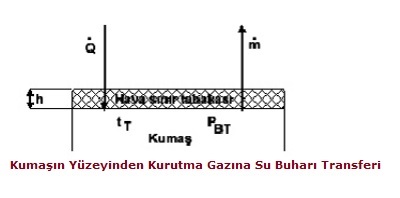
Kurutmanın başlangıcında, ipliklerin yüzeyinde yeterli miktarda su bulunduğundan, soğuma sınır sıcaklığını geçmemektedir. Bu sıcaklık kumaşta bulunan su miktarına bağlı olarak 50-80°C’yi geçmemektedir. Kumaşın yüzeyinden kurutma gazına su buharı transferi, kütle transferi kanunlarına uymaktadır.
Kurutmanın bu adımında kurutma hızı kurutucunun çalışma şartlarına
- Kurutma gazının sıcaklığı
- Kurutma hızı,
- Kurutma su buharı basıncı
- gibi
Bağlı olup kurutulacak mamulün özellikleri ile değişmemektedir. Isı ve kütle transferi için sadece yüzeydeki bir hava sınır tabakasının aşılması gerektiğinden, kurutma (suyun uzaklaşması) bu adımda en hızlıdır. Pamuklu bir kumaş için bu hızlı kurutma kumaş üzerinde %35-40 nem kalana kadar devam etmektedir.
2. Adım
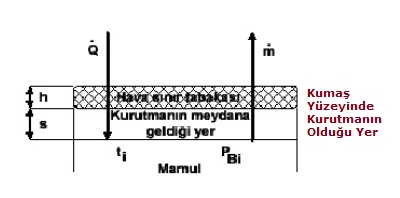
Kurutma ilerledikçe mamuldeki geniş ve kılcal borulardaki su emilerek yüzeye gelmekte ve yüzeyde buharlaşmaktadır. Zamanla kılcal borulardaki direnç arttığından, suyun yüzeye taşınması zorlaşmakta ve buharlaşma mamul içerisinde gerçekleşmeye başlamakta, su buharı difüzyon yolu ile yüzeye taşınmaktadır. Bu durumda suyun buharlaşarak sıcak havaya geçmesi için gerekli mesafe de büyüdüğünden kurutma yavaşlamakladır. Bu adımda;
- Gerek ısı
- Gerekse kütle transferi için
Sıcak havanın hem hava sınır tabakasını hem de mamulün kurumuş olan kısmını yani yüzey ile mamul içerisinde buharlaşmanın meydana geldiği nokta arasındaki mesafeyi de geçmesi gerekmektedir. Dolayısıyla ısı iletimi ve difüzyon için aşılması gereken yol, buharlaşmanın meydana geldiği nokta mamulün içerisine doğru ilerledikçe artmaktadır. Kütle ve ısı transferi eşitliklerinde, kütle ve ısı transferi katsayılarının yerini, ısı geçirgenliği ve buhar geçirgenliği katsayıları almaktadır.
Bu adımda ısı ve kütle transferi için gerekli yol uzadığından ve zorlaştığından kurutma hızı düşüktür. Kurutucunun çalışma şartları kadar, mamulün yapısı da kurutma hızı üzerinde etkilidir.
3. Adım
Kılcal su uzaklaştırıldıktan sonra şişme suyu ve higroskopik nem uzaklaştırılmaktadır. Bu adımda lifin içerisinde bulunan suyun önce lif yüzeyine, oradan da mamul yüzeyine difüzyonu söz konusudur ve bu nedenle kurutmanın en yavaş ve zor adımı budur. Ayrıca kumaştaki su miktarı da oldukça az olduğundan, kumaş sıcaklığı da kurutma havasının sıcaklığına yaklaşmaktadır. Hem kumaşın ısınması hem de suyun uzaklaşmasının yavaş olması nedeniyle, liflerde kalan bu son su kısmının (higroskopik nemin) uzaklaştırılması, yani aşırı kurutma, yalnız kaliteyi olumsuz yönde etkilememekte, aynı zamanda kurutma maliyetini de önemli ölçüde artırmaktadır. Gergefli kurutucu adıyla da bilinen ramöz makinası, tekstil terbiye işletmelerinde gerek konveksiyon kurutma gerekse diğer kurutma yöntemlerine göre çalışan makinalar arasında en önemli ve en çok kullanılan kurutma makinasıdır. Bu makina yalnız kurutma için değil her türlü bitim işlemi sonrasındaki kurutma ve kondenzasyon veya kumaşların termofiksajı amacıyla da kullanılmaktadır.
Birçok tekstil terbiye makinasında olduğu gibi, ramözlerin de standart bir tipi ve büyüklüğü yoktur. Her terbiyeci kendi işletme ve üretim şartlarına en uygun makinayı kendisi tayin etmek durumundadır.
Bir ramöz seçilirken şu ana unsurlar mutlaka dikkate alınmalıdır.
- Üretim miktarı (kamara sayısı)
- Çalışılacak maksimum ve minimum kumaş genişlikleri
- Üretim miktarı (kamara sayısı)
- Çalışılacak maksimum ve minimum kumaş genişlikleri
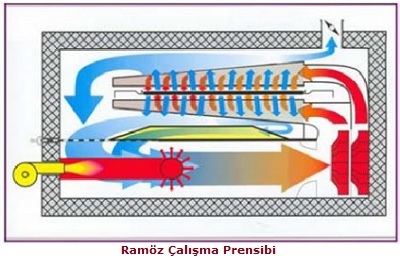
Konveksiyon kurutma makinalarında sıcak kurutma gazının kumaşa iletilmesi değişik şekillerde yapılabilmekledir. Ho-flue’da sıcak hava genellikle tekstil mamulüne paralel olarak, emme tamburun kurutucularda ise kumaş içerisinden geçirilerek kurutma sağlanmaktadır. Ramözde ise sıcak kurutma gazı (havası) düze denilen deliklerden ya da yarıklardan kumaş yüzeyine dikey doğrultuda püskürtülmektedir.
Ramöz kumaşta en-boy ayarının yapılabilmesi, bitim işlemleri sırasında kumaş üzerinde kimyasal madde olduğu halde kumaşın hiçbir yere temas etmeden iki kenarından tutularak kurutucu çıkışına kadar taşınması, etkili bir kurutma sağlanması, kurutma sırasında kumaşa çarptırılan sıcak havanın etkisiyle kumaş tutumu ve çekmezlik değerlerinin olumlu yönde etkilenmesi gibi pek çok avantaja sahiptir. Dokuma kumaşların terbiyesinde eskiden beri vazgeçilmez bir yere sahip olan ramöz, günümüzde örgü kumaşlarda da tüp halinden açık en çalışmaya doğru bir eğilimin ağırlık kazanması ile hem örgü hem de dokuma kumaşlar için çok önemli bir makina haline gelmiştir. Ramözlerde kumaşın makina içerisinde taşınması, ramözün iki tarafındaki büyük baklalardan oluşan sonsuz zincirler yardımıyla yapılmakladır. Zincirin baklaları üzerinde iğneler ve/veya mandallar bulunmaktadır. Kumaş iki yanından bu iğnelere takılarak veya mandallar tarafından tutularak zincirle birlikte hareket etmektedir. Zincirler arasındaki aralığı makinanın girişinden ilk kurutma bölmesine kadar olan kısımda fazlalaştırarak kumaşın enini artırmak mümkün olduğu gibi, bu aralığı gittikçe azaltarak kumaşın serbest şekilde enine çekmesini sağlamak da mümkündür. İğneli taşıyıcılı ramözlerde kumaşın boyunu da ayarlayabilmek mümkündür. Eğer makinaya kumaş, zincir hareket hızından daha yüksek bir hızla sevk edilirse (avans verilirse), zincirlere bol bir şekilde takılmakta ve kurutucudan geçerken çözgü yönünde çekerek boyu kısalmaktadır. Dolayısıyla bu kumaştan dikilmiş, ürünler kullanılırlarken yıkandıklarında fazla çekmemektedirler. Ramözler, tekstil terbiye işletmelerindeki ana ısıl enerji tüketicileridirler. Ramöz tekstil terbiye işletmelerinde gerek konveksiyon kurutma gerekse diğer kurutma yöntemlerine göre çalışan makinalar arasında en önemli ve en çok kullanılan kurutma makinasıdır. Tüm konveksiyon kurutma makinalarında olduğu gibi, ramözlerde de giren sıcak hava tekstil mamulü ile temas edip bir miktar ısı enerjisini mamule verip, mamulden de bir miktar su buharı aldıktan sonra dışarıya atılırsa alabileceğinden (yoğuşma tehlikesi olmadan taşınabileceğinden) çok daha az su buharı almış, yani kendisinden yeterince faydalanılamamış sıcak hava, içerdiği ısı enerjisi ile sürekli olarak gökyüzüne gönderilmiş olmaktadır. Bu durumu önlemek için, kurutucudan geçen havanın bir kısmı temiz hava ile karıştırılıp ısıtıldıktan sonra tekrar kullanılmaktadır. Kurutucudan geçen havanın ne kadarının dışarıya atılıp ne kadarının da yeniden kullanılacağı atık hava çıkışlarındaki klapeleri açıp kapayarak ayarlanabilmektedir. Kurutma makinaların çalıştırılması için tüketilen enerjinin önemli bir kısmını kurutmada kullanılan atık havanın ısıtılması oluşturmaktadır. Bu nedenle sıcak hava/buhar oranı kurutma işlemlerinin ekonomik verimliliğinin belirlenmesinde yardımcı bir faktördür ve enerji maliyetleri her geçen gün arttığından mutlaka göz önünde bulundurulmalıdır. Birim zamanda buharlaştırılan su miktarı, kumaş ağırlığı. Kumaşın girişteki ve kurutma sonundaki nemi, kumaş eni ve geçiş hızına bağlıdır, bu nedenle sabit bir baca akımından söz edilememektedir. Atık havanın nem içeriği devamlı ölçülmeli, kurutma şartlarına göre baca klapeleri ve fanlar düzenlenmeli ya da otomatik olarak ayarlanmalıdır.
 Derstekstil
Derstekstil 
