Tarak makinesi sadece topak ( lif kümesi ) halindeki pamuğun band haline geldiği kesişme noktasındaki bir makine olmakla kalmayıp hazırlama işleminin merkezinde bulunan,kalite ve prodüktiviteyi büyük oranda belirleyen bir makinedir.
Temizliği ve düzgün yapısı iyi bir tarak bandının belirgin özellikleridir.Tarama sonucu paralelleştirilmiş çok sayıdaki lifler tarak bandını meydana getirir.
Tarak bandının kalitesi diğer bütün basamaklardaki çalışma şartlarını büyük oranda etkiler.Kusursuz düzgünlükte,ölü elyaf,neps ve yabancı maddelerden temizlenmiş tarak bandları kopuşsuz ve duruşsuz bir işletmenin temel şartlarındandır.Böylece iplik,örme ve dokuma dairelerindeki ekonomiklik artmış olur.
Bir iplikhanenin kalite güvencesinde tarak makinesinin rolü gün geçtikçe artmaktadır.70’li yılların düşük devir ve az üretimli tarakların ardından 80'li ve özellikle 90’lı yıllarda yüksek tambur devirleri ve kalite kavramı ön plana çıkmıştır.Bir iplikhanede nihai ipliğin kalitesi tarakta oluşturulur.Üstün bir kalite standardına ulaşabilmenin başlıca koşulu yüksek verimli tarakları doğru seçilmiş garnitürlerle donatmaktır.
Pamuklar hakkında fikir yürütebilmek için en önemli kriterlerden bir tanesi balyalardaki yabancı madde miktarıdır.Hedef,mümkün olduğu kadar temiz pamuk sevk etmektir.Bu hedefe çırçırlama işlemi sırasında liflere uygulanan mekanik kuvvetler sonucu ulaşılır.Bu arada tohum çekirdekleri de kırılarak çok küçük parçalara ayrılır.Bu parçaların üzerine yapışarak kalmış lifler bulunmakla beraber en önemli mesele çekirdek ve kabuk parçalarıdır.
Bu çekirdek parçalarının üzerinde çok küçük ve çok sayıda lif bulunduğu için bunlar,tekstil teknolojisindeki temizleme işlemlerinde kısa ve ölü liflerde olduğu gibi rahatsız edici bir durum teşkil ederler.
Çepel parçacıkları işletmede pamuğun içindeki yabancı maddeleri ayırmada kullanılan savurma kuvveti ile uzaklaştırılamazlar.Çünkü bu parçacıkların özgül ağırlıkları son derece düşüktür.Bu sebepten bütün çabalar küçük çekirdek ve kabuk parçacıklarının taraklarda ayıklanması üstünde yoğunlaşmaktadır.Pozitif bir sonuca ulaşabilmek için garnitür,tambur devdi,üretim hızı ve tarak ayarlarının birbirine tamamen uyumlu olması gerekmektedir.
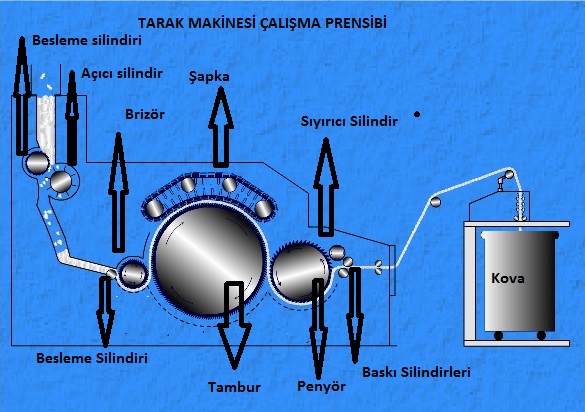
Günümüzde harman hallaç hattının kapasitesi taraklara oranla 10-15 misli fazladır.Bu yüksek kapasiteden dolayı harman hallaç makinelerinden önemli bir temizleme etkinliği beklememek gerekir.Yapılan deneyler sonucunda harman hallaç hattındaki pamuğun çıkışında,içinde bulundurduğu yabancı maddeler göz önünde bulundurularak ekseriyetle % 40-60 oranında temizlenebildiği ortaya çıkmaktadır.Pamuğun içinde kalan yabancı maddelerin temizlenebilmesi ise tarağa düşmektedir.Böylece tarağa bir hayli yüklü temizleme işi kalmaktadır. Küçük çepel parçalarının ayıklanabilmesi için tarak makinesi geriye kalan yegane şanstır.Diğer yandan makine değişik temizleme prensiplerini de bünyesinde bulundurmaktadır.Tarakta,öncelikle brizör bıçağı vasıtasıyla büyük parçaların ayrılması gerçekleşir.Daha sonra ızgaralar veya sıyırıcı bıçaklar vasıtasıyla geriye kalan parçalar liflerden uzaklaştırılır.Önemli ölçüde temizleme işleminin gerçekleştirildiği yer tambur ve şapka arasındaki tarama alanıdır.Kısa lif ve atık maddeler şapka tarafından tutularak çıkartılır.Bıçaklı sabit şapkaların da kısa lif ve çekirdek kırıntılarını temizleme şansı mevcuttur.
Yüksek istihsal hızlarında tambur üzerinde materyal pratik olarak tek,tek lifler halinde bulunur.Liflerin bir çalışma organından diğer çalışma organına geçişi hemen gerçekleşmez.Genellikle lifler alıcı silindirler tarafından alınmadan önce tamburla birkaç defa beraberce dönerler.Elyaf naklinin gerçekleştiği tambur-penyör bölgesinde temizleme elemanlarının çalışma prensibi ancak bu şekilde izah edilebilir.
Taraklar sayesinde varılmak istenen ana hedef numara varyasyonunun minimize edildiği,içinde en az neps bulunduran ,yabancı maddelerden en iyi şekilde temizlenmiş ve liflerin paralel olarak düzenlendiği bir tarak bandı elde etmektir.
Ekonomik bir tarama işlemi aşağıdaki faktörler tarafından etkilenir:
1-Lif topaklarının açılması ve temizlenmesi sonucu liflerin optimal işlenebilmesi.
2-Materyal besleme,teleflerin,emiş sistemleri ve üretim miktarı itibariyle modern bir tarak makinesi dizaynı
3-Çalışarak materyale ve üretim miktarına göre dizayn edilmiş optimal granür telleri
TARAK MAKİNESİNİN GÖREVLERİ
1-Kabuk ve çekirdek parçacıklarını,toz ve kırıntıları,ölü ve kısa lifleri ayırmak.
2-Topak halindeki lif kümesini lifler tek tek hale gelinceye kadar açmak.
3-Açılan lifleri paralelleştirmek.
4-Tülbent teşkil etmek.
5-Lifleri karıştırmak ve az da olsa çekim uygulamak.
6-Numara varyasyonu olmayan,düzgün bir tarak bandı teşkil etmek.
7-Teşkil edilen bandı muntazam bir şekilde kovaya yerleştirerek cer pasajına hazırlamak.