Örme kumaş üretiminde çeşitli tertibatlarla, örme tekniğiyle, renkli veya tek renk olarak kumaş yüzeyinin görünüşünü değiştirmek amacıyla farklı efektler ve motifler oluşturulmasına desenlendirme adı verilir.
Yuvarlak örme makinelerinde özellikle jakar tertibatı ile ve elektroniğin adaptasyonuyla sınırsız desenlendirme olanakları elde edilmiştir. Yuvarlak örme makinelerinde desenlendirmenin yapılabilmesi için makinenin bazı fonksiyonlarına istenilen şekilde kumanda edilmesi gerekmektedir.
Bu makine fonksiyonları şunlardır:
a) Örme iğnelerinin hareketleri,
b) İpliklerin hareketleri,
c) Doku çekim tertibatının hareketleri.
Yuvarlak örme makinelerinde desenlendirme yöntemleri, piyasada kumanda tertibatlarına, deseni oluşturan makine fonksiyonuna göre veya özel isimlerle tanımlanmaktadır.
Yuvarlak örme makinelerinde desenlendirmeler ;
1-İğne ve kilit (çelik-kafa) dizimleriyle desenlendirme,
2-İki veya ikiden fazla farklı iplikle yapılan desenlendirme,
a) Pelüş desenlendirme,
b) Vanize desenlendirme,
3-Enine çizgili desenlendirme, ringel tekniği,
4-Jakar donatımları ile desenlendirme,
5-Aktarmalı (transfer) desenlendirme.
1-İĞNE VE KİLİT ( ÇELİK-KAFA) DİZİMLERİYLE DESENLENDİRME
Yuvarlak örme makinelerinde iğne düzenlemeleri ve iğnelere kumanda eden kilit tertibatında yapılan düzenlemelerle gerçekleştirilen sınırlı şekilde desenlendirmeye olanak tanıyan desenlendirme tekniğidir.
İğne ve kilit düzenlemeleriyle iğnelerin ilmek, askı ve atlama hareketlerini belli bir düzen içinde yapmaları sağlanarak desenlendirme gerçekleştirilir. Genellikle tek renkli çalışmalarda uygulanmakla birlikte çok renkli çalışmalarda yapılabilir.
Yuvarlak örmede kilit tipleri;
1-Basit kilit, (yalnız ilmek yapar),
2-İlmek ve atlama yapan kilit,
3-İlmek ve askı yapan kilit,
3-Atlama, askı ve ilmek yapan üç yollu kilit.
Yuvarlak örmede iğne düzenlemeleri;
Yuvarlak örme makinelerinde iğne ve kilit düzenlemeleriyle yapılan desenlendirmede iğnelerin özellikleri de kilit özelliklerine uygun olmalıdır.
İğnelerde ilmek, askı ve atlama yapılmasını sağlayan özellikler şunlardır.
a) İğne boyları farklı olabilir,
b) İğne ayak boyları farklı olabilir,
c) İğne ayak sayıları farklı olabilir.
Bu teknik ile yapılan desenlendirmeye örnek olarak, tek ve çift plakalı yuvarlak ilmek askı kombinasyonu ile yapılan tek toplama lakost örgü verilebilir. Bu örgü ile kumaş yüzeyinde bal peteğine benzer efekt elde edilir.
2-İKİ VEYA DAHA FAZLA FARKLI İPLİKLE YAPILAN DESENLENDİRME :
Yuvarlak örme makinelerinde elyaf cinsi, renk, büküm, kalınlık v.b gibi özellikleri farklı olan iki veya daha fazla sayıda ipliğin aynı anda birlikte örülmesiyle yapılan desenlendirme yöntemidir.
Yuvarlak örme makinelerinde en az iki iplik ile yapılan desenlendirme teknikleri:
a) Pelüş desenlendirme,
b) Vanize desenlendirme.
a) PELÜŞ DESENLENDİRME:
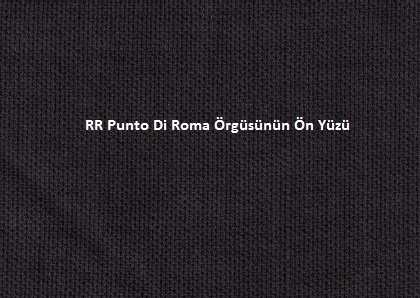
Tek plakalı (RL) ve çift plakalı (RR) yuvarlak örme makinelerinde uygulanabilen bir desenlendirme tekniğidir. Yuvarlak örmede uygulanan pelüş örgü zemin örgünün bir veya her iki yüzünde oluşan ilmek halkaları (pelüş askısı) ile karakterize olur. Yani pelüş örgünün oluşması için ilave bir iplik kullanılması şarttır. Bu ilave ipliğe pelüş ipliği adı verilir. Pelüş ipliği ile oluşturulan ilmek halkaları bütün yüzeyi kaplayacak şekilde veya örgü üzerinde kısım kısım da uygulanabilmektedir. Jakarlı pelüş kumaşlar ile yüksek hav dayanıklılığı ve elastikiyet sağlanabilmektedir.
Pelüş örgüsünün oluşumu;
Pelüş ipliği kancalı iğneye, zemin ipliğinin biraz üstünde bir mesafede verilir. Kancalı iğnelerin aşağıya doğru hareketi ve özel tutma düşürme platinlerinin (pelüş platini) öne doğru hareketi ile platinin boğazı içinde ilmek oluşturulur. Hav ilmeklerinin uzunluğu (pelüş ilmeği) platinin boyutları ile ilgilidir.
Çift plakalı RR makinelerinde pelüş örgü ayaklı pelüş çivileri tarafından oluşturulur. Bu çiviler kapak iğneleri yerine, kapak kasnağına yerleştirilir.
Özel bir iplik kılavuzu, pelüş ipliğini pelüş iğneleri üzerine, zemin ipliğini de pelüş iğneleri altına koyarak silindir iğnelerinin ilmek oluşturmasıyla tekrar iki RL örgü yapmasını sağlar. Pelüş ipliğinden oluşan pelüş örgüsünün platin ilmekleri pelüş ilmeklerini teşkil eder ve ilmek oluşumundan sonra pelüş çivilerinin geri çekilmesiyle serbest kalırlar.
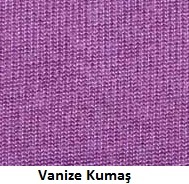
b) ÖRTME DESENLENDİRME,VANİZE DESENLENDİRME:
Özellikleri birbirinden farklı iki iplikten (renk, büküm, kalınlık, elyaf cinsi) birisi kumaşın ön yüzünde, diğeri ise ters yüzeyinde görülecek şekilde iğnelere beslenerek örülmeleri ile vanize yani örtmeli desenlendirme yapılır.
Vanize desenlendirmede iplikler belirli gerilim altında, iğnelere özel mekiklerle belirli aralıkta, ayrı ayrı gönderilirler. Fiyonk platinleri de buna uygun olarak arka arkaya iki ağızlı yapılmışlardır. Bu şekilde her iki iplik de aynı iğne üzerinde aynı anda fiyonk haline gelir.
İplikleri desene göre döndürmek, böylece örtme işlemiyle değişik motifler yapmak için ipliği döndüren özel platinler kullanılabildiği gibi özel iplik kılavuzları ile de dönüşüm sağlanabilir.
Vanize örgü de renkli efektler elde edilmesi farklı iplikler ve desen tertibatı ile uygulanır. Burada kancalı iğneler ve örtme ipliği kılavuzları koordine edilmiştir. Bu kılavuzlar iğnelerle birlikte hareket ederler ve her biri kendi renkli ipliğini kancalı iğneye verecek şekilde jakar tertibatı ile kumanda edilirler.
3-ENİNE ÇİZGİLİ DESENLENDİRME,RİNGEL TEKNİĞİ
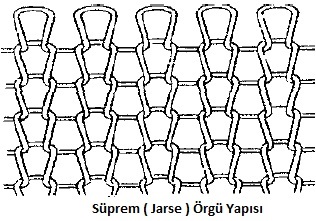
Yuvarlak örme makinelerinde özellikle süprem örme kumaşlarda renkli iplikler ve mekanik tekniklerle veya elektronik programlama yöntemleriyle enine çizgili desen oluşturma tekniğine piyasada ringel tekniği adı verilmektedir.
Ringel tekniği düz yüzeyli yuvarlak örme kumaşlarda uygulanan ve değişik renkteki ya da değişik cinsteki ipliklerin desene uygun olarak yatay sırada bir veya birkaç sıra arayla değiştiği enine çizgiler desenler elde etme yöntemidir.
Renkli, enine çizgili örme kumaşların üretimlerinde her bir örme sisteminde, beş renge kadar iplik taşıyabilen ringel aparatı kullanılır. İplik kılavuzlarının değişimi bir kumanda tertibatı tarafından desene göre açılıp kapatılarak yapılır. Ringel aparatı, bir sistem içinde makine çalışır durumda iken iplik değiştirebilmektedir. Böylece makinedeki hareket düzenine göre birçok renkli ilmek sıraları oluşur. İplik kılavuzları bir delikli bant veya benzeri bir tertibat ile mekanik veya elektrikli aktarma sistemi üzerinden devreye sokulur veya devreden çıkarılırlar. İplik kullanım öncesi tutulmak ve kullanım sonrası kesilmek zorunda olduğu için, burada birde tutma ve kesme tertibatı gerekmektedir. Nispeten ucuza imal edilen bir desenlendirmedir. Desen boyutu isteğe bağlıdır. Enine renk, çizgi veya bantların yapımı için bir halkalama donanımı da kullanılır. Bu isteğe göre negatif değişimde iplik kılavuzları, keserek kopartma ve yapıştırarak ekleme kısımlarından meydana gelmiştir
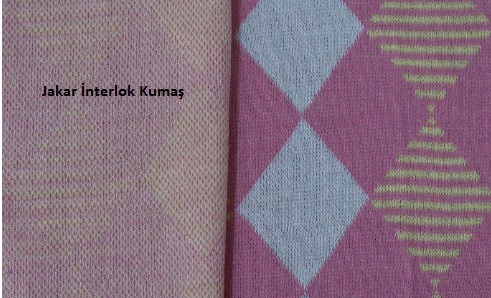
4-JAKAR DONATIMLARI İLE DESENLENDİRME
Yuvarlak örme makinelerinde en geniş desenlendirme olanağına sahip Desenlendirme donanımı jakar tertibatıdır. Jakar tertibatları ile hem iğneler tek tek kumanda edilir, hem de renkli iplikler sıralı olarak istenen şekilde seçilebilir.
Jakarlı makinelerde kapak iğneleri mutlaka uzun ve kısa iğneler olarak düzenli bir şekilde ayarlanır. Genellikle uzun-kısa olarak 1:1 düzen bulunur. Silindirde ise jakara göre istenen iğne seçilir. Bu iğnelerin hepsi birden çalışır kabul edilir.
Jakarlı örmelerde, her sistem için desene bağlı olarak tek tek iğne seçimi söz konusudur. Bunun için gerekli olan desen tertibatları belli bir takım iğneleri mekanik veya elektronik olarak yakalama veya örme pozisyonuna getirilebilecek durumda olması gerekmektedir. Bu görev;
- Desen platinleri,
- Desen çarkları (Diskleri veya dişlileri),
- Çivili desen tamburları,
- Programlanabilir desen dişlileri,
- Kumanda manyetikleri
tarafından yerine getirilmektedir.
Bütün desen tertibatları silindir iğnelerine kumanda ederler. Kapak iğneleri ile de kumaşın arka yüzü meydana getirilir.
Yukarıda sıralanan jakar tertibatları ile iğnelere üç şekilde kumanda edilmektedir.
- Direkt iğnelerin seçimi,
- İndirekt olarak iğnelerin seçimi,
- Elektronik olarak iğnelerin seçimi,
5-DELİKLİ DESENLENDİRME ( AJUR,AKTARMA )
Yan yana veya karşılıklı iğnelerin birbirleri üzerindeki ilmeklerin yarım, tam, dağıtma ve benzeri ilmek şeklinde aktarılması ile yapılır. Delikli, gözenekli düzenli desenler elde edilir. Yuvarlak örme makinelerinde aktarmalı desenlendirme iki şekilde yapılır.
a) Bir iğne üzerindeki ilmeğin yanındaki iğneye aktarılması,
b) Bir iğne üzerindeki ilmeğin karşısındaki iğneye aktarılması.
a)Yandaki İğneye İlmek Aktarma:
Her iki iğnede bir ilmek bacağı, bir iğne aktarma teşkilatı yardımıyla komşu iğneye aktarılır. Birinci iğne üzerinde kalan diğer bacak, kullanılan bire-bir baskı çark yardımıyla düşürülür. Böylece birinci iğnedeki ilmek tamamen yandaki iğneye aktarılmış olur.
b)Karşıdaki İğneye İlmek Aktarma:
Aktarma tertibatı olarak, silindir iğnelerindeki ilmekleri, kapak iğnelerine aktaran desen tertibatları ve özel aktarma iğneleri kullanılmaktadır.
Yuvarlak örme makinelerinde iğneler sürekli kavrama halinde olduğu için düz örme makinelerinde ki gibi iğne kanallarına yana doğru kayma hareketini yapması imkânsızdır.
Hem silindir, hem de kapak yatağında bulunabilen aktarma iğneleri ile kapak iğnesi ilmekleri silindir iğnelerinin üzerindeki ilmeklerin kapak iğneleri üzerine aktarılabilmektedir.