- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 106966
 Derstekstil
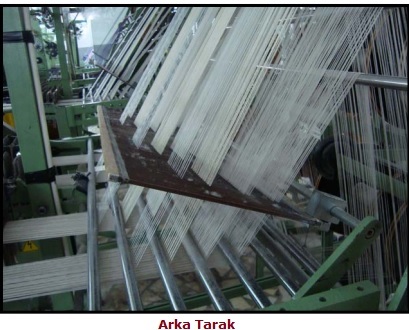
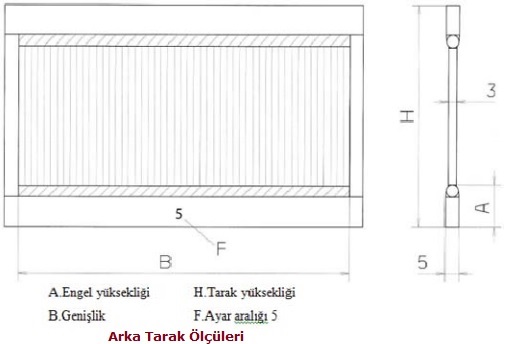
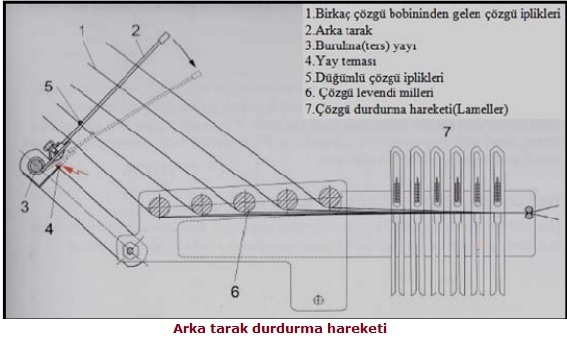
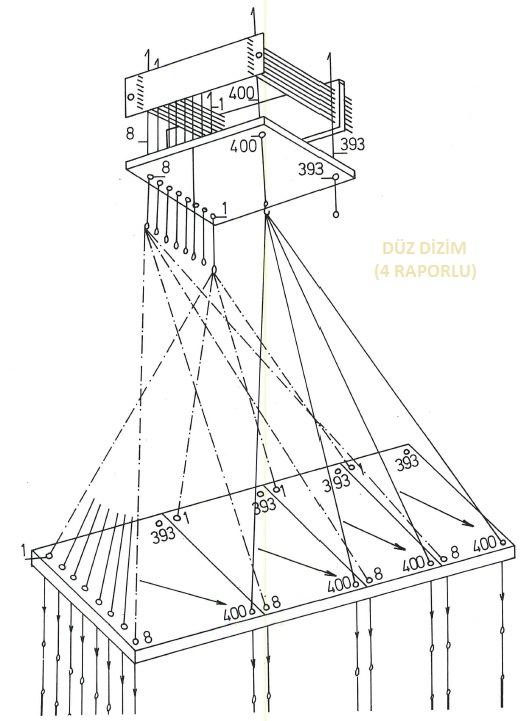
Derstekstil | Dar Dokumada Arka Tarak |
|---|
|






Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )