- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 106974
 Derstekstil
Derstekstil
ÇERÇEVELERİN AYRI MOTORLAR TARAFINDAN TAHRİK EDİLDİĞİ ELEKTRONİK SİSTEMLER
Tsudakoma ve Tokyoda firmaları tarafından tekstil piyasasına sunulan diğer bir ağızlık açma mekanizması tipi ise her bir çerçevenin ayrı bir servomotor tarafından tahrik edildiği sistemlerdir.
Aşağıdaki şekilde Tsudokoma firmasına ait elektronik ağızlık açma sistemi görülmektedir. Bu sistemde her çerçeve için kullanılan motor miline sabitlenmiş diske, merkezinden belirli bir mesafede döner mafsal ile bağlanmış bir kol ve bunu izleyen kol mekanizmaları ile motorun dönme hareketi, çerçevelerin yukarı-aşağı hareketine dönüştürülür.
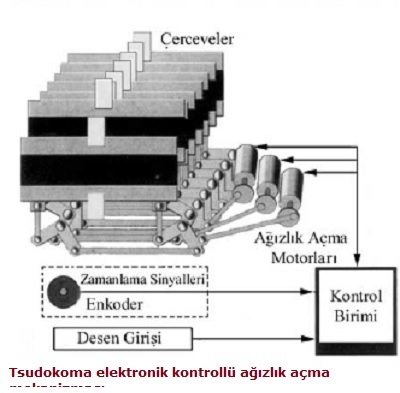
Makinenin ana mili ile çerçeveleri tahrik eden motorlar arasında ki zamanlama elektronik olarak gerçekleştirilir.Bu amaçla makinenin ana milinin dönüş açısını ölçen enkoderden alman pozisyon bilgisine göre motorların hareketleri kontrol edilir.
Armür ve kamlı ağızlık açma mekanizmalarından farklı olarak bu sistemde çerçevelerin hareket ve bekleme açıları (zamanları) dokunacak olan kumaş tipine bağlı olarak bilgisayardan girilip istenen değerlere ayarlanabilir.
Ayrıca ağızlık kapanma açısı da bilgisayara değer girerek elektronik olarak ayarlanabilir. Bu sistemde her çerçevenin harekete başlama ve bitiş zamanları bağımsız alarak ayarlanabildiği için aralarında zamanlama farkı meydana getirilerek aynı anda tüm çerçevelerin orta konuma gelmesi engellenebilir. Bu ayar özellikle bezayağı örgü ile yüksek çözgü sıklığına sahip kumaşların dokunması durumunda çözgü iplikleri arasındaki sürtünmeyi azaltarak çözgü kopuşlarını ve tutuşmalarını engellemek açısından önemlidir. Şekildeki sistemde motorlar aynı yönde dönmekte olup motorun yarım devrinde çerçeve bir konumdan diğerine hareket ederken motorun diğer yarım devrinde çerçeve geri hareket ederek başlangıç konumuna döner.
Motorun yarım devirlik hareketi dokuma makinesi ana milinin çerçeve hareketi için ayrılan kısmında gerçekleşir. Yani ana milinin dönüşünün 240º kısmında çerçeve hareket edip 120º kısmında bekleme yapacaksa, motorlar yarım devirlik hareketini ana mil devrinin 240º kısmında yapar. Geri kalan 120º kısmında bekler. Örgüye göre çerçevenin alt veya üst ağızlık konumlarında belirli sayıda atkı atımı esnasında bekleme yapması gerekiyorsa motorlarında bu konumda bekleme yapması gerekir.
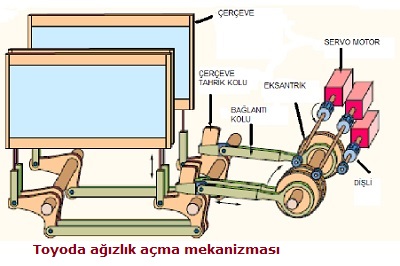
Aşağıdaki şekil’de ise Toyoda firmasına ait ağızlık açma mekanizmasının şekli verilmektedir.
Her çerçevenin tahriki;
Oluşmaktadır.

Servomotorlarının dönme hareketi motor mili ucundaki küçük dişliden makine gövdesine sabit olarak takılmış mil üzerine dönebilecek şekilde takılmış büyük dişliye iletilir. Bağlantı kolunun çerçeve tahrik koluna bağlantı noktası yükselterek çerçevenin daha fazla kalkış yapması sağlanır. Bu ayar temiz ağızlık oluşturmak için, arka çerçevelerin daha fazla kaldırılması için gereklidir. Çerçeve tahrik kolunun salınım hareketi kol mekanizmaları ile iki ucundan çerçeveye iletilir. Tsudakoma elektronik ağızlık açma sistemi için açıklanan özellikler bu sistem içinde geçerlidir. Her bir çerçevenin ayrı bir servomotorlar tarafından tahrik edildiği bu elektronik ağızlık açma sistemlerinde armürlerde mevcut olan yavaş çalışma ileri geri hareketin kısıtlandığı bölgeler bulunmaktadır.

Toyoda firması tarafından geliştirilen elektronik ağızlık açma sisteminde 16 çerçeveye kadar çıkılabilmektedir. Bu değer çerçevelerin ayrı motorlar tarafından tahrik edildiği armürlerde ulaşılabilen en yüksek çerçeve sayısıdır.






Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )