
İplik (59)
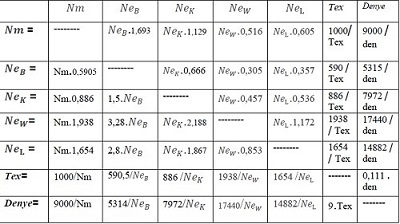
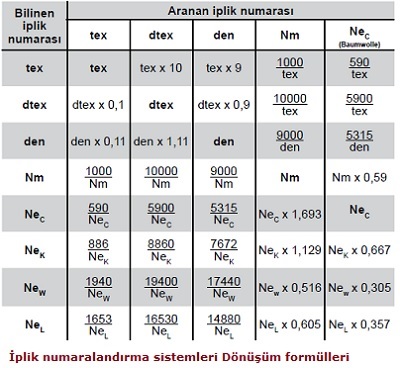
İplik numaralarının birbirlerine dönüştürülmesi kumaş analiz ve kumaş tasarım hesapları açından önemli bir konudur. Çünkü hesaplamalarda iplik numarasının Numara Metrik cinsinden olması gereklidir. Yani; kullanacağınız iplik numarası 40 Ne, 60 Nd,40 Nike,40 Ntex veya değişik numara, cins ve birimlerinde olabilir.
Uzunluk Numaralama sisteminde numaralanan iplikler
1000 metresi 1000 gram gelen iplik 1 Numara Metriktir. ( Nm )
1000 Metresi 500 gram gelen iplik 1 Numara Fransız’dır. ( Nf )
512 metresi 453,6 Gram gelen iplik 1 Numara İngiliz Kamgarn’dır. ( Nik)
234 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Ştrayhgarn ’dır. ( Nişt )
768 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Pamuk'tur. ( Nip)
274 Metresi,453,6 Gram gelen iplik Numara İngiliz Keten’dir.( Nike )
Bu sistemde uzunluk değişken ağırlık sabit olduğundan örneğin 20.1000 metresi 1000 gram gelen ipliğin numarası 20 Nm ( Numara Metrik ) tir.
Yukarıdaki bilgilere göre ;
20 Nm ipliğin Nip olarak numarası bulmak için şu orantıyı yaparız.
20.1000 metresi 1000 gram gelen iplik 20 Nm’tir.
X.768 metresi 453,6 gram gelen iplik kaç Nip’tir.
Buna göre;
20.1000 metresi 1000 gram
x. 768 metresi 453,6 gram
---------------------------------
X = 20.1000.453,6 / 768.1000 = 11,8 Nip
20 Nm = 11,8 Nip eder.
Veya
iplik numara dönüşüm formülünü kullanarak 20 Nm ipliğin kaç Nip olduğunu hesaplarız.
Nip = Nm.0,905 = 20.0,5905 = 11,8 Nm
Ağırlık Numaralama sisteminde numaralanan iplikler
9000 Metresi 1 Gram gelen iplik 1 Numara Denye’dir. (Nd )
1000 Metresi 1 Gram gelen iplik 1 Numara Tex’tir. ( Ntex)
Bu sistemde Uzunluk sabit ağırlık değişken olduğundan örneğin 9000 metresi 20 gram gelen ipliğin numarası 20 Nd ( Numara Denye ) dir.
Yukarıdaki bilgilere göre;
40 Nd ipliğin Nm olarak numarası bulmak için şu orantıyı yaparız.
9000 metresi 40 gram gelen iplik 40 Nd’dir.
x.1000 metresi 1000 gram gelen iplik kaç Nm’tir.
X= 9000,1000 / 1000,40 = 225 Nm
40 Nd = 225 Nm eder.
Veya
iplik numara dönüşüm formülünü kullanarak 40 Nd ipliğin kaç Nm olduğunu hesaplarız.
Nm = 9000 / Nd = 9000 / 40 = 225 Nm

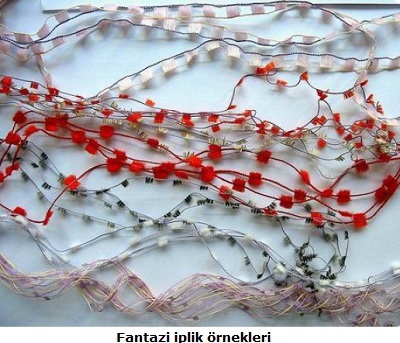
Fantezi iplikler ve fantezi ipliklerle dokunan kumaşlar günümüzde tekstil alanında özel bir yere sahiptirler. Fantezi iplikler karakteristik özellikleri bakımından normal ipliklerden farklı yapıdadırlar. Bu nedenle üretim teknikleri de farklılık göstermektedir. Bu ipliklerle dokunan kumaşlar da tasarlanan kumaşa kattığı estetik değer, kullanılan örgüler, teknik hesapları ve üretim teknikleri açısından diğerlerinden farklıdır.
Geçmişi tarih öncesi zamana uzanan dokumacılıkta, eğirme işleminden önce hayvan ve bitkilerden ilkel yöntemlerle elde edilen lifler kullanılmıştır. Sonrasında çıkrık ve iğ gibi aletleri geliştirerek büküm yapmışlardır. İnsanoğlunun dokuma ihtiyaçlarını karşılayabilmek için yaptıkları her çalışmada, dokumanın ham maddesi olan ipliğe de ihtiyaçları olmuştur. Bu nedenle tarih içinde dokumacılık ve iplik paralel gelişim göstermiştir. Dokumada artan talebi karşılamak için bükümhaneler kurulmuş ve hatta hapishanede bulunan insanlardan da iş gücü desteği alınmıştır. Fakat bu çalışmalar iplik ihtiyacını karşılayamamıştır. Uzun yıllar kadınların ve çocukların el becerisiyle yaptıkları iplik eğirme işlemi sanayi devrimine kadar pek değişiklik göstermemiştir. Sanayi devrimi ile başlayan teknolojik gelişmelerden tekstil alanı da oldukça etkilenmiştir. Geleneksel yöntemlerle yapılan üretim teknikleri yöresel alanlarda kalmış, sanayileşme tüm dünyada hızla ilerlemiştir. Sanayi devrimi ile birçok alanda olduğu gibi tekstil alanında da yenilikler olmuş ve iplik büküm makineleri geliştirilmiştir. İplik büküm makineleri ile seri üretime geçilmiş ve doğal elyaflar bu seri üretimdeki elyaf ihtiyacını karşılayamamıştır. İhtiyaç ve talepler insanları araştırmaya yöneltmiş, bu sayede rejenere elyaflar geliştirilmiştir. Rejenere elyaflar iplik üretiminde mukavemeti sağlamış ve üretim hızını da arttırmıştır. Seri üretimin artması, üretimde çeşitli nedenlerle meydana gelen iplik hatalarını ortaya çıkarmıştır.

Dokumada, dolayısıyla iplikte olan hızlı üretim ve hızlı tüketim tasarımın önemini arttırmış, insanların bakış açısını değiştirmiştir. İplik üretiminde hata olarak adlandırılan düzgünsüzlükler farklı bir gözle görülerek iplik alanında önemli bir tasarım aracı oluşturmuştur. Bu sayede iplik sektöründe yeni bir dönem açılmış ve fantezi iplik olgusu sektörde yerini almıştır.
Tasarımcılar fantezi kumaşları sektöre kabullendirmekte başlangıçta zorlanmalarına rağmen, yeniliğe açık olan yatırımcılar bu sektördeki gelişmeyi sezerek fantezi iplik üretimine yatırım yapmışlardır. Fantezi iplikle paralel olarak fantezi dokumalarda gelişim göstermiştir. Fantezi iplik ve fantezi kumaş standart olmayan bir üretim biçimi olduğundan, üretildikleri makineler de farklıdır. Günümüzde de bu alanda sürekli gelişim olmakta, makineler teknolojik olarak yenilenmektedir. Piyasada profesyonel fantezi üretimi yapan firmalar makine parkurunu devamlı yenilemektedirler.
İplik düzgünsüzlüğü İpliğin her noktasında çapının eşit olmaması” olarak ifade edilmektedir. Bu fantezi olmayan ipliklerde istenmeyen bir durumdur. Kontrolsüz olarak yüzeyde oluşan iplik düzensizlikleri hata olarak adlandırılmaktadır. Bu hataların oluşumu İpliklerde ham madde, işçilik, makine, teçhizat ve çalışma metodu dolayısıyla meydana gelen hatalar vardır. Bunlar üretilen mamulde görünüşü gözle görülür şekilde bozan kısımlardır. Aslında iplikte oluşan hataların genel olarak nedeni harmanda ve taramada yapılan yanlışlıklardır. İstenmeyen iplik düzgünsüzlüklerine;
- Nope hatası
- Hav hatası
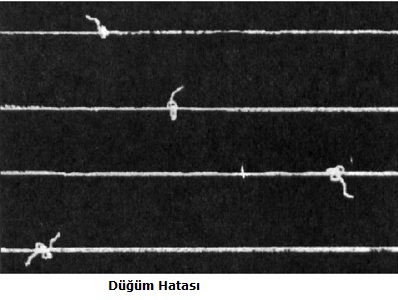
- Düğüm hatası
- Balık hatası
- İnce yer hatası
- Kalın yer hatası
- Uçuntu hatası
Denilmektedir.
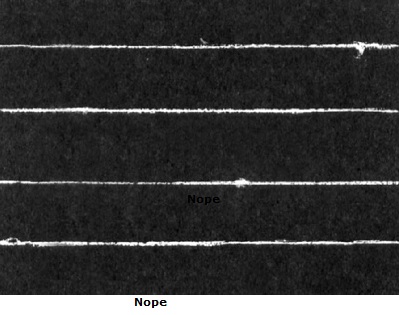
Nope (Neps) Hatası
Tarama işleminin elyafa yeterli düzeyde yapılmaması sonucunda büküm yapılan ipliğin yüzeyinde oluşan kısa elyafların topaklanmasına nope (neps) denir. Farklı nedenlerle de nope olabilmesine rağmen genel olarak tarama işleminden kaynaklandığı görülmektedir. Bunun haricinde iplik büküm makinesi üzerinde kopça adı verilen parçanın aşınmasından da iplik yüzeyinde nope oluşabilmektedir. Büküm esnasında ipliğin dönmesini sağlayan kopçaya iplik hep aynı yerden temas etmesi nedeni ile aşınma meydana gelmektedir. Bu durumda nopelerin önüne geçebilmek için kopçaların belli aralıklarla değiştirilmesi gerekmektedir.
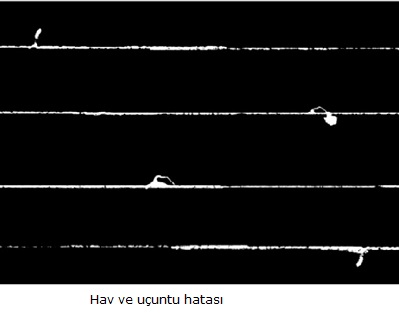
Hav ve Uçuntu Hatası
Özellikle pamuklu ipliklerin üretiminde sıklıkla hav ve uçuntu hatası ile karşılaşılmaktadır. Hav hatası tarama aşamasında yeterli işlemden geçmemiş elyafın bükümünden kaynaklanabileceği gibi genellikle iplik büküm esnasında ipliğin dönme hareketi ile uçuşan havların iplik gövdesine sıkışıp yüzeyde düzgünsüzlük oluşturmasından da kaynaklanmaktadır. Bunun önüne geçebilmek için özellikle üretim yapılan tesiste sabit ya da gezici vakum sistemi (emme sistemi)’nin bulundurulması ve ortamın temiz olması gerekmektedir. Ayrıca havalandırma sistemi ile ortamın nemli olması sağlanarak elyaf tozlarının uçuşması minimum düzeye indirilmelidir. Uçuntu hatası da hav hatası ile aynı nedenden kaynaklanmaktadır. İplik yüzeyinde daha kısa havlardan oluşan düzgünsüzlüklere uçuntu hatası denir.
Düğüm Hatası
Düğüm hatası iplik bükümü esnasında ipliğin çeşitli nedenlerle kopması ile açık kalan iki iplik ucunun birbirine bağlanması sonucunda ekleme noktasında oluşan bağlantıdır. Örneğin iplik çapının istenilenden ince veya kalın olan yüzeyinde bu noktaların iptali ile yapılan düğümden kaynaklanabilmektedir. Bu ve buna benzer bir durum itibariyle iplik uçlarının düğümlenmesi yapılırken yüzeyde oluşan düğüm hatasının minimuma indirmek için dokumacı düğümü ya da makine düğümü yapılmaktadır. Makine düğümü, makineye bağlı bir parça ya da işçilerin manuel olarak kullanabileceği düğüm makinesi ile yapılabilmektedir. Düğüm makinesini kullanan işçiler iplik uçlarını bir arada makinenin ağzına yerleştirdikten sonra makineyi sıkıştırması ile düğüm yapılmaktadır. Bu düğüm teknikleri kullanılmadığında düğüm uçları uzun kalacağından ve düğüm ortası kaba olacağından üründe hatalı yüzey oluşmaktadır.
Balık Hatası
Balık görünümüne benzetilmesinden dolayı iplik yüzeyinde oluşan şişkinliklere balık hatası denir. Genel olarak balık hatası büküm esnasında eksik büküm yapılmasından ya da harman esnasında elyafın iyi taranmamasından kaynaklanmaktadır. Büküm yapılırken iğlerinin altındaki kaytanların zamanla gevşemesinden dolayı makinede dur kalk denilen olay meydana gelmekte ve eksik büküm oluşmasına neden olmaktadır.
Balık hatası ayrıca makas ayarlarının zamanla bozulması gibi diğer makine ayarlarından da kaynaklanabilmektedir. Büküm yapılacak elyafın iyi taranması, gevşeyen kaytanların uygun gerginliğe getirilmesi ve bobin aktarma makinesindeki makas ayarlarının yapılması ile balık hatasını en az düzeye indirilmek mümkündür.

İnce Yer Hatası
Diğer iplik hatalarında olduğu gibi elyaf taramasının yeterli düzeyde olmamasından kaynaklanabileceği gibi, tekrar büküm ya da fazla bükümden dolayı ince yer hatası oluşmaktadır. Tekrar büküm ve fazla büküm, tezgâhın çeşitli nedenlerle durdurulmasından sonra tekrar çalıştırıldığında büküm uygulanan kısımda oluşmaktadır. İnce yer hatası genellikle elyaf taramasında zayıf kalan bir bölgenin bükümle açığa çıkması ile oluşmaktadır.

Kalın Yer Hatası
Balık hatasında elyaf taramasından kaynaklanan iplik yüzeyindeki şişikler aynı zamanda kalın yer hatasıdır. Bunun dışında eksik büküm nedeni ile elyaf yüzeyinde yeteri kadar baskı olmamasından da kalın yer hatası oluşmaktadır.
İplik hataları düzgün ve standart olması istenen ipliklerde istenmeyen bir durumdur. Bunun için bu hatalar mümkün olduğunca giderilerek dokunacak kumaşın hammaddesi olan ipliğin kalitesi sağlanır.
İşte bu hatalar giderilmeden iplik elde edilmesi fantezi ipliğin üretimini Sağlar. Yani iplik üretiminde hata denilen unsurlar fantezi iplik üretimi için bir özelliktir. Fantazi iplikler dokuma kumaş üretiminde atkı ipliği olarak kullanılır. Çözgü ipliği olarak kullanılması ise dokuma makinesinde sık sık kopuklara sebebiyet verir ve makinenin randımanını düşürür. Bu da istenmeyen bir durumdur.
1980’li yıllarda kot pantolonlarının hatasız olması istenirdi. Moda öyleydi. Şimdi ise kot pantolonları özellikle bazı yerlerinden yırtılarak satışa sunulmaktadır. İnsanlar bu kot pantolonları giymektedir. Nedeni ise yine moda ’dır.
Yani zamanında hatalı olan ürünler istenmez iken şimdi özellikle hatalı ürünler üretilerek satılmaktadır. Hem de fiatı da aynı kaliteli tekstil ürünü gibi.
![]()
İplik Hatalarının Giderilmesi
Üretimde iplik hatalarının tespit edilebilmesi için bükülen iplik bobin aktarmada bıçak adı verilen bir aradan geçmektedir. Bıçağın iplikle beslendiği bölüm geniş olup huniye benzer bir formda daralmaktadır. Dar olan bölümden geçerken iplik çapında kalınlık varsa belli bir orana kadar iplik yüzeyi bıçakla tıraşlanarak düzgünsüzlüğün önüne geçilmektedir. İplikteki kalınlık bıçağın tıraşlayamadığı kadar fazla ise bıçak ipliği kesmekte ve ipliğin kopması ile tezgâh otomatik olarak durmaktadır. Bu durumda tezgâh sorumlusu olan işçi, kalın kısmını iptal ederek ipliğin uçlarını bağlamakta ve tezgâhı çalıştırmaktadır.
Bıçaktan geçen iplik sonrasında ağırlık pulları denilen dairesel ve belli bir ağırlığa sahip iki çelik parçanın arasından geçmektedir. Tezgâh üzerinde bulunan iplik pullarının sayısı iplik kalınlığına göre ayarlanmaktadır. Ağırlık pullarından geçen iplikte istenilen kalınlıktan ince olan bir bölüm olduğunda ağırlık sayesinde iplik kopmakta ve tezgâhın durmasını sağlamaktadır. Bu durumda da tezgâh sorumlusu olan işçi, ince kısmını iptal ederek ipliğin uçlarını bağlamakta ve tezgâhı çalıştırmaktadır.
Üretimde bobin aktarma makinesinde hata giderilmesinin haricinde iki kat iplik yapılacağı zaman iki ipliğin bükümü sayesinde de düzgünsüzlükler kamufle edilebilmektedir.

Fantezi İpliklerde Tasarım
Tasarım; zihinde canlandırılan biçimin ürüne dönüştürülme sürecinin bütünüdür. Canlandırılan biçim; renk, doku, çizgi, şekil, malzeme ile görsel bir ürüne dönüştürülmektedir. Bu aşamada tasarımın işlevsel olması esastır. Tasarım ürünü işlevselliği ararken muhakkak estetik ve güzellik kavramlarını barındırmalıdır.
Tekstil alanında geleneksel üretim tekniklerinden teknolojik üretime geçilirken üretimin hız kazanması, tüketimde de artışa neden olmuştur. Tekstil sektöründeki pazar payında yerini almak isteyen üreticiler, ürününü tasarım ile ön plana çıkarmaktadır. İşlevsel ve estetik kaygılarla oluşan bir tasarım ürünü alıcının ihtiyaçlarına yanıt verirken farklılığıyla dikkat çekebilmektedir. Standart üretim teknikleri ve ürünlerin dışında kalan fantezi ürünler farklılığı ile sektörde önemli bir yere sahiptir. Fantezi tekstil ürününün hammaddesi fantezi kumaş, fantezi kumaşında önemli bir ham maddesi fantezi ipliktir. Günümüzde yaygın olarak kullanım alanı olan fantezi iplikler kontrollü oluşturulan düzgünsüzlüklerdir.
Fantezi iplikler cer, tarak, dref eğirme, rotor eğirme, büküm ve tekstüre vb. teknolojileriyle oluşturulmuş farklı çap, düzensizlik ve/veya farklı renkler gibi düzensiz görsel karakteristiğe sahip ipliklerdir. Bu özellikler, fantezi iplikleri normal konvansiyonel eğrilmiş veya bükülmüş ipliklerden açıkça farklı kılar. Fantezi iplikler; günlük ve moda giyimi, perde, halı, döşemelik, duvar kâğıdı ve bunlar gibi birçok dokuma kumaş ve örme materyallerinin uygulama alanlarında kendine yer bulur.

Fantezi iplikler iki farklı renkte ipliğin bükümüyle, elyaf halinde farklı renkte elyaf karışımıyla, aynı renkte farklı elyaf karışımlarıyla veya sadece büküm esnasında yapılacak büküm farklılıklarıyla yapılabilmektedir. Tasarım açısından sonsuz üretme imkân sağlayan ve ticari olarak katma değeri yüksek fantezi ipliklerinin incelenmesinde asıl temel olan yapısal olarak fantezi iplik üretimidir.
Yapısal olarak fantezi iplik;
Bir direk
Bir efekt
Bir kilit
İplikten elde edilmektedir.
Direk iplik adından da anlaşılacağı gibi efekt iplikle kilit ipliğin tutunduğu temeli oluşturmaktadır. Yüzeyde görsel etki efekt iplikle sağlanmaktadır.
Kilit iplik ise efekt ipliğini direk ipliğe kilitleyen yani büküm ile bağlayan ipliktir.
Bu üç iplik fantezi ipliği oluşturduktan sonra görsel bir etki katacak tek işlem ipliğe yapılan şardon işlemidir. Bunun dışında herhangi bir işlemden geçirilmemektedir. Bu nedenle fantezi iplik tasarımında yüzeyde etkili olan iplikler renk ve doku bakımından değerlendirilmektedir. Kilit ipliği yüzeyde çok az bir etkiye sahiptir ve görevi efekt ipliğini bağlamaktır. Fantezi ipliklerde renk ve doku tasarımında asıl etki efekt ipliğinde sağlanmaktadır.
Tasarım öğeleri göz önünde bulundurulduğunda renk faktörü çok önemli bir yere sahiptir. İplik tasarımında da renk etkisi kullanılarak çok zengin fantezi iplikler üretilmektedir. Bu nedenle fantezi ipliklerde renklendirme ve renk efektleri sıkça kullanılmaktadır. Fantezi ipliklerde degrade boyama ile renklendirme etkili olarak yapılmaktadır. Efekt ipliğine degrade boyama elyaf halinde ya da bobin halinde yapılmaktadır. Boyanan elyaf ya da iplik sonrasında direk ve kilit ipliği ile büküm işleminden geçirilerek fantezi ipliği oluşturulmaktadır.
![]()
Fantezi iplik üretim makinelerinde efekt ipliği farklı hızda beslenerek kilit ipliği tarafından bağlanmasıyla çeşitli yüzeyler oluşturulabilmektedir.
![]()
Mevcut olan farklı fantezi ipliklerin bazıları;
Marl İpliği
Fantezi iplikler arasında en basit olanıdır ve iki farklı renkteki ipliğin katlama işlemi ile bükülmesi ile yapılır. Doku anlamında normal çift iplikten farklıdır.
Yukarıdaki şekilde gösterilen iplik yapısı, marl ipliğinin birincil etkisi olan renklerin değişimini ve aynı zamanda sıradan bir katlanmış ipliğin düz yapısını ortaya koymaktadır.

Bu iplikler, erkek kıyafetleri için gizli ince şeritlerde veya nispeten basit bir kumaş yapısına sahip ince ve düzensiz desenli bir örme kumaş üretmek için iyi bir etki yapmak için kullanılır. Aynı zamanda, güçlü bir desteğe sahip bir Lurex veya başka bir metalik iplik sağlamak için kullanılırken, aynı zamanda daha ince bir etki yaratırlar.
Spiral veya Tirbuşon iplik
Spiral veya tirbuşon iplik, bir bileşenin diğerinin etrafında karakteristik bir düzgün spiralleşmesini gösteren katlı bir ipliktir. Aşağıdaki şekilde bir marl ipliğinin yapısına çok benzeyen, dahil olan iki ipliğin farklı uzunlukları dışında, basit olan temel yapıyı göstermektedir.
![]()
Gimp İplik
Bir gimp ipliği, yüzeyinde dalgalı çıkıntılar oluşturmak için etrafına sarılmış bir efekt ipliği ile bükülmüş bir özden oluşan bir bileşik ipliktir.
Yapının stabilitesini sağlamak için bağlayıcı bir ipliğe ihtiyaç duyulduğundan, iplik iki aşamada üretilir. Çok çeşitli numaralarda iki iplik birbirine katlanır, ince çevresinde kalın ve sonra ters bağlanır. Ters bağlama, efekt ipliklerini tamamlanmış ipliğin gerçek uzunluğundan daha uzun hale getirdiği için dalgalı profiller oluşturan bükümleri ortadan kaldırır. Bir zımbanın doku özellikleri, farklı olmanın yanı sıra, spiral ipliğinkinden açıkça daha iyidir. İki gimpten daha ince olanı, etkinin daha az düzenli olduğunu ve hatta belki de daha az iyi tanımlandığını gösterir.
![]()
Elmas İplik
Bir elmas iplik, kaba tek bir ipliğin katlanması veya S-büküm kullanılarak zıt renkte ince bir iplik veya filament ile fitil ve Z-büküm kullanılarak benzer bir ince iplik ile kablolanmasıyla üretilir. Çok katlı veya 'kablolu' iplikler, bu tekniği genişleterek ve çeşitlendirerek, geniş bir etki yelpazesi yaratmak için yapılabilir. Açıkça, gerçek bir elmas iplik, ince ipliklerden kalın iplik üzerinde bir miktar sıkıştırma etkisi gösterecektir.
Bu, özellikle nispeten basit kumaş yapılarında, renk ve doku üzerinde ince efektler yaratmak isteyen tasarımcılar için çok yararlı olabilecek bir ipliktir.
![]()
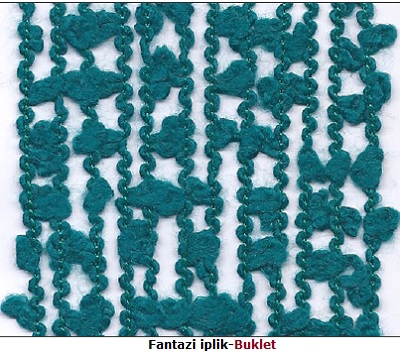
Buklet ipliği
Bu tür iplikler, aşağıda görüldüğü gibi, neredeyse düzenli aralıklarla iplik gövdesinden çıkıntı yapan sıkı ilmeklerle karakterize edilir. Bu ipliklerden bazıları hava jetli tekstüre ile yapılır, ancak çoğu üç katlı yapıdadır. İpliğin üç bileşeni çekirdek, efekt ve bağ veya bağlayıcıdır. Efekt ipliği, bir öz veya temel ipliğin etrafına sarılmış ilmeklere sahiptir ve daha sonra üçüncü kat veya bağlayıcı, ilmekleri yerinde tutmak için efekt katının üzerine sarılır. Tek tek katlar filament veya eğrilmiş iplikler olabilir. Bu ipliklerin özellikleri nihai tasarım etkisini belirler.
![]()
Döngü İpliği
Bir ilmek ipliği, yüzeyinde neredeyse dairesel bir çıkıntı oluşturmak için etrafına sarılmış ve fazla beslenmiş bir efekt ipliğine sahip öze sahiptir. Aşağıda, özü iki düz çubuk olarak göstererek bu durumda biraz basitleştirilmiş bir ilmek ipliğinin yapısını görülmektedir.
Gerçekte, bir ilmek ipliği için her zaman birlikte bükülmüş iki iplikten oluşan çekirdek, efekt ipliğini yakalayabilir.
![]()
Genel bir kural olarak, konstrüksiyona dört iplik dahil edilir ve bunlardan ikisi öz veya zemin ipliğini oluşturur. Efekt ipliği veya iplikleri, yaklaşık %200 veya daha fazla aşırı beslenmeyle oluşturulur. Bunların doğru tipte ve iyi kalitede olması önemlidir: eşit, düşük bükümlü, elastik ve esnek iplik gereklidir. Efekt ipliği, zemin iplikleri tarafından tamamen yakalanmaz ve bu nedenle bir bağlayıcıya ihtiyaç vardır. İlmeklerin boyutu, aşırı besleme seviyesinden, çekim silindirlerindeki oluk boşluğundan, eğirme geriliminden veya efekt ipliğinin bükülme seviyesinden etkilenebilir. Efekt için ipliklerin yerine şeritlerle ilmek iplikleri de yapılabilir.
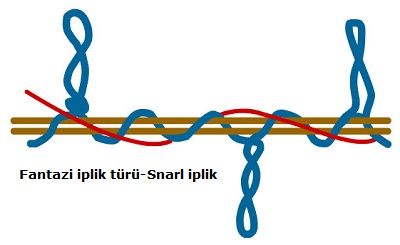
Snarl İplik
Döngü ipliği gibi, kıvrık ipliğin özü bükülmüş olsa da yine basitlik adına, çekirdek aşağıdaki şekilde iki paralel çubuk olarak gösterilmiştir. Bir kıvrılma ipliği, çekirdekten çıkıntı yapan 'kıvrımlar' veya 'bükülmeler' gösteren olandır. İlmek ipliğine benzer bir yöntemle üretilir, ancak canlı, yüksek bükümlü bir iplik ve efekt ipliği olarak biraz daha yüksek derecede fazla besleme kullanır. Kıvrımların gerekli boyutu ve sıklığı, aşırı besleme ve eğirme geriliminin ayrıntılarının dikkatli bir şekilde kontrol edilmesiyle ve efekt ipliğindeki büküm seviyesiyle elde edilebilir.
Knop İplik
Bir düğüm ipliği, uzunluğu boyunca düzenli veya düzensiz aralıklarla düzenlenmiş, bir veya daha fazla bileşen ipliğinin belirgin demetlerini içeren iptir.
Normalde, her biri bağımsız olarak çalıştırılabilen iki çift silindire sahip bir aparat kullanılarak üretilir. Bu, etkiyi yaratan kıvrımlı iplikler sürekli olarak iletilirken, baz ipliklerin aralıklı olarak iletilmesini mümkün kılar. Kıvrımlı iplikler, düğümleme çubuklarının altındaki temel dişlerini birleştirir. Bükümün yerleştirilmesi, düğümlenen iplikleri bir demet veya düğüm halinde toplar. Kıvrımlı ipliklerin dikey hareketi, bir demet veya düğüm oluşumuna neden olur. Büküm çubuklarının dikey hareketi, ipliğin küçük ve kompakt mı yoksa ipliğin bir uzunluğu boyunca yayılmış mı olduğuna karar verir.
![]()
Şantuk İplik
Şantuk ipliği, istenen süreksizlik türü etkiyi yaratmak için şantukların kasıtlı olarak yaratıldığı iptir. Şantuklar iplikte kalın yerlerdir. İpliğin en kalın noktasında sadece hafif bir kalınlaşma ile çok kademeli bir değişim şeklini alabilirler. Alternatif olarak, şantuk, temel ipliğin kalınlığının üç veya dört katı olabilir ve kalınlıktaki artış kısa bir iplik uzunluğu içinde elde edilebilir.

Fasciated (Taçlı) İplik
Bağlanmış bir iplik, sarıcı liflerle birbirine bağlanmış paralel liflerin bir özünden oluşan bir kesikli lif ipliktir. Airjet eğirme yöntemi ile yapılan iplikler bu yapıdadır. İçi boş iğ yöntemi altında üretilen iplikler, bağlayıcı esas itibarıyla bükülmeyen paralel lifler çekirdeğine uygulandığı için sık sık büyülenmiş olarak tanımlanır.
![]()
Aşağıda görülen fasciated edilmiş iplik, içi boş iğ işlemi kullanılarak üretilir. İplik yapımında besleme stoğu olarak kullanılan iki şeritten biri ile zıtlık oluşturan koyu renkli bağlama ipliği ile kaçan lifleri görmek mümkündür.
Bant İpliği
Bant iplikleri çeşitli işlemler kullanılarak üretilebilir; örgü, çözgülü örme ve atkı örme bunlar arasındadır. Son yıllarda bu malzemeler özellikle moda trikolarda daha iyi bilinir hale geldi. Aynı şekilde dar dokuma şeritleri veya dokuma olmayan malzemeden dar şeritleri veya yarık filmleri kullanmak da mümkündür.
![]()
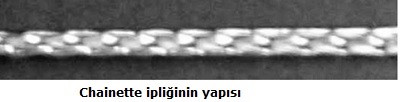
Chainette İplik
Zincirli iplik, genellikle bir filament ipliği ve 6 ila 20 iğneden oluşan bir halka kullanılarak minyatür dairesel atkı örme işleminde üretilir. Uzun yıllardır küçük miktarlarda görülmüşler ve moda trikolarda yaygın olarak kullanılmaktadırlar.
Şönil İpliği
Gerçek şönil iplikler, iplik görevi görmek üzere dar, çözgü şeklinde şeritlere bölünmüş dokuma bir leno kumaş yapısından üretilir. Hav iplikleridir; hav uzunluğu, ipliğin uzunluğu boyunca muntazam olabilir veya düzensiz boyutlarda bir iplik üretmek için uzunluğu değişebilir. Mobilya ve giyimde kullanılırlar.
Şönil iplikler, bir çekirdeğe bağlı yumuşak, havlı kesilmiş bir havlara sahiptir. Bu iplikler eğrilebilir ancak gereken makine çok özeldir. Bu nedenle bu iplikler genellikle bir tezgâh üzerinde dokunur. Efekt ipliği, bir atkı ipliği ile bağlanan çözgüyü oluşturur. Atkı ipliği, gerekli küme uzunluğunun iki katı mesafede aralıklıdır. Çözgü daha sonra her atkı ipliği arasında yarı yolda kesilir.
![]()
Örnekler
İplik Yapısının Kumaş Performansı Üzerindeki Etkileri
Tekstillerin performansını lif özelliklerinin yanısıra iplik yapısı, kumaş konstrüksiyonu ve özel apreler belirlemektedir. Kumaş yapısını oluşturan iplik tipi kumaşların dayanıklılığı, görünümü ve konfor özelliklerini etkileyen en önemli etmenlerden biridir.
İplik tipinin dayanıklılık, görünüm ve konfor özellikleri üzerindeki etkileri:
Dayanıklılık
İplik mukavemeti kumaş mukavemetini etkileyen en önemli faktördür. İplik mukavemeti yalnızca ipliği oluşturan liflerin mukavemetine bağlı değildir, aynı zamanda iplik yapısına da bağlıdır. Kesikli liflerden üretilen iplikleri büküm bir arada tutar. Liflerin kopması ve büküm kuvvetinin yenilmesi sonucu iplik kopar. Büküm arttıkça liflerin kaymasını engelleyen sürtünme kuvveti de arttığından bir yere kadar iplik mukavemeti artar. Çok fazla büküm verildiğinde ise mukavemet düşer. Kalın iplikler ince ipliklere göre kumaş mukavemetine daha fazla katkıda bulunur.
Kumaşların esnemesi ve sonra ilk haline dönmesi kullanım ve performans açısından istenen özelliklerdendir. İpliklerde uzama özelliğini iyileştirmek için spandex gibi %500 oranında uzayıp ilk haline geri dönebilen elastik lifler kullanılmaktadır.
Kumaşın dayanıklılığını etkileyen bir başka faktör aşınma dayanımıdır. Aşınma malzemenin ne kadar enerji absorbladığı ile ilgili bir faktördür. İplik yapısı kumaşların aşınma dayanımını etkileyen en belirleyici unsurların başında gelmektedir. Düşük bükümlü iplikler yüksek bükümlü ipliklere kıyasla kolaylıkla aşınırlar. Büküm az olduğunda liflerin kumaş yüzeyinden uzaklaşmaları kolaylaşmaktadır.
Görünüm
Dökümlülük, tuşe, kırışma dayanımı ve boyut sabitliği gibi faktörlerin hepsi tekstil ürünlerinin performansına katkıda bulunmaktadır. Dökümlülük, kumaşın serbest halde kendi ağırlığı altında katlar oluşturmasıdır. Kumaş içinde eğilip bükülmeye ve hareketliliğe izin veren iplik yapılarında dökümlülük daha iyidir. Büküm faktörü de ipliklerin eğilmesini etkiler. Yüksek bükümlü iplik yapılarında lifler iplik boyunca belli bir açı ile oryente olmuş durumda olduklarından bu tip iplikler rahatça eğilirler ve dökümlülük özelliği iyidir.
Tuşe, “kumaşlara dokunulduğunda, sıkıştırıldığında, sürtünüldüğünde veya herhangi bir şekilde dokunulduğunda ortaya çıkan dokunsal duyular ve etkilerdir.” Tuşe değerlendirilirken önemli olan faktörlerden biri malzemenin düzgünlüğüdür. Filament ve ince - taranmış liflerden oluşan ipliklerin tuşesi yumuşaktır. Kolaylıkla sıkıştırılabilen ve ilk haline dönebilen kumaşlar ile esnek lifler ve yüksek hacimli iplikler tuşeyi olumlu yönde etkilemektedir.
Kırışma dayanımı iplik yapısıyla ilgili bir başka faktördür. Kumaşta kırışıklık meydana geldiğinde iplikler eğilip bükülürler. İplik içinde dış taraftaki lifler uzarken iç taraftakiler sıkışırlar. İpliğin eğilme direnci (sertlik) büküm ve incelikle ilgilidir. Düşük bükümlü gevşek iplik yapılarında lifler eğilme kuvvetlerini azaltmak üzere serbestçe hareket edebilirler, dolayısıyla kolaylıkla eğilirler. Yüksek bükümlü sıkı kumaş yapılarında ise durum tam tersidir, iplikler orijinal hallerini korumaya meylederek kırışmaya karşı direnç gösterirler. Bununla birlikte aşırı bükümlü iplikler de kolayca kırışırlar. Kalın ve katlı iplikler kırışmaya karşı ince ipliklerden daha çok direnç gösterirler.
Konfor
Isı transferi tekstil mamulleri için başlıca konfor özelliklerinden biridir. İplik yapısı kumaşın ısıl özellikleri açısından belirleyici faktördür. Kesikli liflerden oluşan bir iplik havayı daha çok tutar, bu sebeple ısı geçişine karşı dayanıklıdır. Diğer yandan yüksek bükümlü iplikler daha az hava tutmaktadır.
Hava geçirgenliği diğer faktörler gibi iplik yapısından etkilenmektedir. İplikler veya lifler arasındaki boşluklar arttıkça kumaşın hava geçirgenliği artmaktadır. Kompakt yapılı iplikler kullanıldıkça ve sıklık arttıkça hava geçirgenliği azalır.
Bunların dışında iplikler kumaşın yumuşaklığına katkı sağlamaktadır. Düşük bükümlü iplikler pürüzlü yüzeye sahip olduklarından kumaşın düzgünlüğünü olumsuz yönde etkilemektedir.
Günümüzde pamuk gibi kısa lifleri eğirmek için üç büyük teknoloji kullanılmaktadır. Bunlar ring iplik eğirme sistemi, open-end rotor iplik eğirme sistemi ve Murata vortex iplik eğirme sistemidir. Bu teknolojilerle üretilen ipliklerin yapıları büyük farklılıklar göstermektedir. Ring iplikçilik en eski ve en yaygın kullanılan sistemdir. Ring sisteminin üretimdeki bazı dezavantajlarını minimuma indirmek amacıyla 1997 yılında Murata firması tarafından vortex sistemi geliştirilmiştir. Son dönemde iplik teknolojisindeki yenilikler ayrı bir sistem gerektirmeden ring iplik makinesine bir aparat ilavesiyle çift katlı ipliğe benzer şekilde üretilebilen sirospun iplikler ile devam etmektedir.
İplik Eğirme
Ring iplik makinesi makineleriyle ring iplik büküm makinelerinin performansları büyük ölçüde bileziklerin ve kopçaların maksimum dayanım sınırlarıyla tanımlanmıştır. Bilezik kopça alanındaki yoğun araştırma ve geliştirme çalışmaları sayesinde bilezik-kopça sisteminin dayanım sınırları büyük ölçüde artırılabilmiştir. Kopça aşınmasının yalnızca malzemeden kaynaklanmadığı, bu süreçte çok karmaşık tribolojik yasaların rol oynadığı bilinmektedir. Ayrıca kopça ve bilezik arasında oluşan ısı uzaklaştırılmalıdır. Bu işlem o kadar hızlı gerçekleşmelidir ki, noktasal ısınmaların, kopçanın aşınma bölgelerinde 300 derece üzerindeki sıcaklıklara ulaşması önlenmelidir.
Bilezik-kopça sistemi üzerine etkiyen yüklerin olabildiğince düşük seviyede tutulması için;
- Bileziğin iğe göre kusursuz bir şekilde merkezlenmiş olması,
- İplik kılavuz gözünün iğe göre iyi bir şekilde merkezlenmiş olması,
- Balon kontrol bileziğinin (BE bileziği) iğe göre kusursuz bir şekilde merkezlenmiş olması, iğin, iğ titreşimi olmayacak şekilde yataklanmış olması,
- Masura çapı, masura uzunluğu ve iğ taksimatının bilezik çapına orantısının doğru olması, Bileziğe uygun çapta balon kontrol bileziklerinin (BE bilezikleri) mevcut olması,
- Kopçayı elyaf uçuntusundan koruyan, doğru ayarlanmış olan uygun kopça temizleyicilerinin kullanılıyor olması,
- İplik işletmesi ikliminin (sıcaklık ve bağıl nem) ilgili iplik için uygun olması,
- İplik işletmesi havasının, kopça hareketini olumsuz etkileyen toz ve elyaf uçuntusundan olabildiğince arındırılmış olması,
- Bilezik tablasının iğe göre mutlak terazisinde olması sağlanmalıdır.
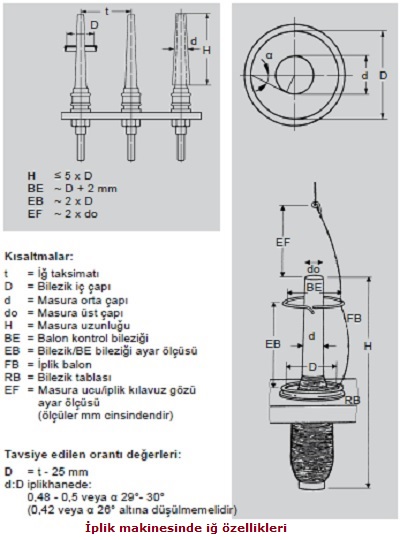
İyi bir eğirme sonucu için aşağıdaki şekilde tavsiye edilen geometrik orantı değerlerine olabildiğince kesin olarak uyulmalıdır:
- d:D: d:D değeri çok küçük olduğunda, kopça üzerine etkiyen yük yüksek olur. Kopça aşınması ve iplik kopuşu artar.
- d:D değeri çok büyük olduğunda, kops üzerindeki iplik miktarı azdır, ancak çalışma koşulları olumsuz yönde etkilenmez.
- H: Fazla uzun bir masura veya iğ seçilirse (örn. H = 5,5 x D), iplik balonu masura ucuna değer. Yüksek oranda iplik kopuşlarının yanı sıra iplik kalitesinin de kötüleştiği görülür.
- D und t: Bilezik çapı (D) seçilirken iğ taksimatı (t) göz önünde bulundurulmalıdır. Maksimum bilezik çapı, iğ taksimatına kıyasla, bundan en fazla 25 mm daha küçük olabilir. Bu durumda kopça ve iplik balonu gerekli hareket serbestliğine sahip olur. Kopça takma, iplik kopuşunun giderilmesi ve kops değişimi daha sorunsuz gerçekleşir.
- BE: Balon kontrol bileziği, bilezik çapından 2- 3 mm büyük olmalıdır. Balon kontrol bileziği çok büyük olursa iplik balonuna etkiyen yük karşılanamaz.
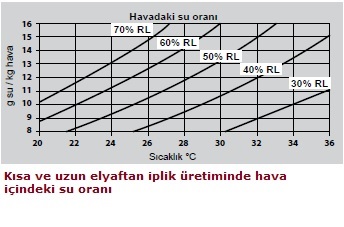
İyi bir eğirme sonucu elde etmek için doğru iklim koşulları (nem oranı, sıcaklık) ve temiz bir ortam havası büyük önem taşır. Kirlenmeden kaynaklanan rahatsız edici etkilerden kaçınmak için, klima sistemleri saatte en az 30 hava değişimi olacak şekilde boyutlandırılmalıdır. Bağıl nem oranı için tavsiyeler aşağıdaki görülmektedir.
![]()
Kısa elyaf iplikhanesindeki hava içindeki su oranı yaklaşık 11-12 g/kg hava, uzun elyaf iplikhanesinde ise yaklaşık. 13-14 g/kg hava kadar olmalıdır. Aşağıdaki grafikte, bu değere ulaşmak için gereken kesin bağıl nem oranı, hâkim olan her sıcaklık için ayrı ayrı görülmektedir.
- Pamuğun yapışma eğilimi ve vatka oluşma eğilimi varsa, daha kuru bir eğirme iklimi seçilmelidir.
- Suni elyafta statik yüklenme varsa, daha nemli bir eğirme iklimi seçilmelidir.
- Sıcak, kuru iklim çekim tutumunu olumlu yönde etkiler. Düşük sıcaklıklar çekim bozukluklarına yol açabilir.
- İyi bir çalışma tutumu ve kusurların az olması için havanın temizliği büyük önem taşır.
- Havadaki toz ve elyaf oranının yüksek olması özellikle ince ipliklerin eğrilmesinde iplik kopuşlarının ve iplik hatalarının artmasına yol açar (klima sisteminin hava değişim oranı).
- Örneğin inşaat önlemleri sırasında olduğu gibi, havanın mineral tozlarla kirlenmesi eğirme bilezikleri ve kopçalar için son derece saldırgan sonuçlar doğurabilir ve çok hızlı bir aşınmaya yol açabilir.
- Havanın nemlendirilmesi için kullanılan su tuz içermemelidir, aksi halde bileziklerde ve kopçalarda yüksek oranda korozyon oluşabilir.
Kompakt iplikler
Kompakt iplikler, iplik tüylülüğü son derece düşük olan iplik tipleridir. Bunlardaki sürtünme koşulları sorunludur, çünkü yağlama için gereksinim duyulan elyaf uçları büyük ölçüde mevcut değildir. Bu nedenle kompakt ipliklerin eğrilmesinde özel koşullara dikkat edilmelidir.
Elyaf yağlama filminin yetersiz olmasından dolayı, kompakt iplik eğrilmesinde bilezik-kopça sürtünmesi geleneksel ipliklerdekinden yüksektir. Bu nedenle kompakt iplik eğirmede daha hafif kopçalar (1-1 numara daha hafif) kullanılır. Yağlama için yararlanılacak az sayıdaki elyafı bilezik ve kopça arasındaki temas bölgesine yaklaştırmak için ayrıca daha alçak ve daha dar kopçaların kullanılması önerilir.
Kompakt ipliklerin eğrilmesinde iklim koşulları geleneksel ipliklere göre daha kuru ve daha sıcak olacak şekilde seçilmelidir.
Core iplikler
Core ipliklerin eğrilmesi pek çok durumda, özellikle de sert core ipliklerin eğrilmesinde çok sorunludur. Bunlarda kılıf elyafının göbek elyafına oranı çok küçüktür ve sıyrılma riski son derece yüksektir. Yumuşak core ipliklerde ve kılıf elyafının göbek elyafına oranı büyük olduğunda, koşullar o kadar kritik olmaz.
Sert core ipliklerde
sıklıkla BE bileziği olmadan çalışıldığından, bunlarda geleneksel ipliklere kıyasla çok daha ağır olan kopçalar kullanılmalıdır (3 numaraya kadar daha ağır). Uygun kopça numarası deneme yaparak bulunmalıdır. Core ipliklerin eğrilmesinde temel olarak normal profil kullanılması denemelere göre uygundur.
Kopçalar özellikle sert core ipliklerde koruyucu bir iplik geçişine sahip olmalıdırlar. Bu nedenle, iplik geçiş bölgesinde yuvarlak kesite sahip olan rf tel profili dememe sonucuna göre önerilir.
Fantezi iplikler
Fantezi ipliklerde özelliklerinden dolayı, farklı iplik uzunlarına dağılmış olan çok büyük ölçü dalgalanmaları olur. Bu nedenle kopça ağırlığının seçimi her zaman ödün vermeyi gerektirir. Kopça ağırlığının seçiminde temel olarak ortalama iplik numarası esas alınır. Kalın yerlerde iplik balonunun çok fazla göbek yapmaması için, bu tavsiyenin aksine, kopça ağırlığı sıklıkla daha ağır seçilmek zorunda kalınır. Bunun için belirleyici olan kalın yerin uzunluğudur. İplik balonunun uzunluğuna eşit veya ondan daha uzun olan kalın yerlerde kopça ağırlığı, kalın yerin olduğu kısımdaki iplik numarasına göre belirlenir. İnce yerlerin olduğu kısımlarda iplik kopuşları olmasından kaçınmak için iğ devir sayısı normal ipliğe kıyasla azaltılmalıdır. Optimum eğirme parametreleri deneme yoluyla saptanmalıdır.
İplik efektlerinin yoğunluğuna bağlı olarak normal kopçalar kullanılabilir. Güçlü efektlerde çok daha yüksek kopçalarla çalışılmalıdır.
Sentetikler ve karışımlar
Sentetik elyafların özellikleri birbirlerinden çok farklıdır. Bu nedenle bu elyafların eğrilmesinde daima elyaf üreticisinin tavsiyeleri dikkate alınmalıdır. Sentetikler çoğunlukla sürtünmeye karşı duyarlıdır. İplikte erime noktalarının ortaya çıkmasını önlemek için temel olarak daha yüksek kopça tipleri kullanılmalıdır. Bununla ipliğin bilezik tepesine temas etmesi önlenir. Çok hassas ipliklerde BE bileziklerinin kullanılmasından da vazgeçilmelidir. Bu durumda normal tavsiyeye kıyasla daima daha büyük kopça ağırlıkları kullanılmalıdır. Boyanmış ve matlaştırılmış elyaflar çoğunlukla çok saldırgan öğeler içerirler.
Elyaflar bilezik ve kopça arasındaki yağlama filmini oluşturduğundan, bu öğeler kopça ve bilezik üzerinde de aşındırıcı etkide bulunurlar, dolayısıyla böyle elyaflar kullanıldığında kopça ömrünün çok daha kısa olacağı hesaba katılmalıdır. Ek olarak iğ devir sayısı da azaltılmalıdır.
Bilezik ve kopçalarla iplik kalitesine etkisi
Ring iplik eğirme sürecinde iplik kalitesini etkileyen pek çok faktör vardır, bilezik ve kopçalar da bunlardandır. Ancak çekim ünitesinden gelen elyaf bandının kalitesi bilezik ve kopçayla iyileştirilemez. Eğirme sonucu, bilezik ve kopçanın doğru seçilmesiyle, özellikle iplik tüylülüğü bakımından olumlu yönde etkilenebilir.
Tüylülük
Özellikle tüylülük konusunda bilezik ve kopça aracılığıyla etki edilebilir. Bunda öncelikle bileziğin durumu ve merkezleme önemli bir rol oynar. Aşınmış bir bilezik yüzeyi ipliğin tüylülük değerlerinin daima yüksek olmasına yol açar.
Ayrıca bileziğin merkezlenmesi iplik tüylülüğünün düşük olması için son derece önemlidir, üstelik iğ devir sayısı ne kadar yüksek ve bilezik çapı ne kadar küçükse o derece önem kazanır. Henüz 0,3 mm eksantriklikte bile teorik kopça hızı büyük bir dalgalanma sergiler. Bunun sonucunda kopçada vızırdama ve bunun sonucunda iplik tüylülüğü daha yüksek olur. Bu, ölçüm teknikleriyle de kanıtlanmıştır.
İplik tüylülüğü konusunda iyi sonuçlar elde etmek için kopça ağırlığının doğru seçilmesi de önemlidir. Kopça ağırlığı çok azsa balon çok fazla göbek yapabilir, bu da BE bileziğinde ve iplik kılavuzunda yüksek oranda sürtünmeye ve dolayısıyla yüksek iplik tüylülüğüne yol açar. Eğirme bilezikleri aşınmış olduğunda, zarar görmüş olan bilezik yüzeyinden dolayı bilezik kopça sürtünmesi azalır. Bu durumda kopça ağırlığının artırılması geçici olarak bir iyileşme sağlayabilir. Ama bu durumda bilezikler temelde en kısa zamanda değiştirilmelidir.
Kopça biçiminin ve kopçanın tel kesitinin uygun seçilmesiyle en iyi iplik tüylülük değerleri elde edilir.
Nepsler
Nepsler, çoğunlukla fitilden kaynaklanan, aşırı kısa kütle dalgalanmalarıdır. Bazı durumlarda, kopçada oluşabilen sıyrılmalar neps sayısının yüksek olmasına yol açabilir. Bunun nedeni kopçanın uygun olmaması veya aşırı derecede aşınmış olması olabilir. Bunda uygun bir kopça biçimi veya kopça değiştirme periyodunun kısaltılması iyileştirme sağlayabilir. Sıyrılmalardan kaynaklanan aşırı yüksek neps sayılarında CV değeri de yükselebilir.
İplik düzgünsüzlüğü (CV%)
Bu, iplikteki kütle dalgalanmalarını ifade eden bir ölçüdür. Bilezik ve kopça kütle dalgalanmalarını neredeyse hiç etkilemez. Ancak yüksek neps sayıları da CV değerinin artmasına yol açabilir.
İnce yerler ve kalın yerler
Bu kusurlar, iplikte, santimetre aralığındaki kütle dalgalanmalarını ifade ederler ancak bilezik ve kopça tarafından çok az etkilenebilirler.
İplik mukavemeti ve esneme
İplik bükümü, iplik parametreleri (büküm) ve hammaddeden başka, eğirme sürecindeki iplik geriliminden ve bununla birlikte iğ devir sayısından etkilenir. Mukavemet için her şeyden önce elyafın iplik bünyesi içindeki yönelimi önemlidir. Bu esas olarak çekim ünitesinde ve eğirme üçgeninde oluşur.
Eğirmedeki iplik kopuşları
İyi bir makine randımanı için iplik kopuş sayısının düşük olması büyük önem taşır. İplik kopuşları, mevcut gerilimin eğirme üçgeni tarafından karşılanamadığı durumlarda ortaya çıkarlar. İyi bir iplik homojenliği ve sabit iplik gerilimi daima olumlu yönde etki ederler, çünkü kalın ve ince yerler çoğaldıkça bu olayların olasılığı artar.
Kopça ağırlığı daima, iplik gerilimi bir yandan iplik kopuşları az olacak ve diğer yandan da çok büyük (göbekli) balon nedeniyle çalışma aksamaları olmayacak kadar düşük olmalıdır.
Takım değiştirmedeki iplik kopuşları
Kalkış sırasındaki iplik kopuş oranının düşük olmasının önkoşulu, rezerv sarımının (masura sarımı) kusursuz bir şekilde uygulanmasıdır. Takım değiştirme sırasında ipliğin çıkması ve gerçek iplik kopuşu ayırt edilir.
Normalde iplik kılavuzunda iplik artığı kalmaz. Bazı durumlarda, harekete geçme sırasında kopça kasıntı yapabilir. Bu durumda dıştaki kopça ayakçığı bileziğin dış tarafında asılı kalır. Böyle olduğunda, harekete geçme sırasındaki iplik gerilimi çok büyük olur ve iplik kopar. Makine durdurulurken iğlerin daha güçlü şekilde frenlenmesi (bu sayede iplik harekete geçme sırasında daha gevşek olur) veya uygun kopça seçimi bir çözüm olabilir.
Ayrıca, takım değiştirme sırasında iplik kopuş oranının düşük olması için, iplik balonunun olabildiğince hızlı şekilde istikrar kazanması son derece önemlidir.
Takım değiştirme sırasında ipliğin çıkması
İpliğin çıktığı çoğunlukla, iplik kılavuzu etrafında kıvrımlı iplik artıklarının sarılı olmasından net bir şekilde anlaşılır. Bu, ipliğin çıktıktan sonra yalnızca büküm almasıyla ve en sonunda aşırı bükümden dolayı kopmasıyla gerçekleşir. Bu sorun öncelikle iplik çekme başlangıcının iyileştirilmesiyle giderilebilir.
Bilezik tablası aşağı hareket etmeye başladıktan hemen sonra iğlerin harekete geçmesi
Çekim ünitesinin, gereği halinde iğlerden daha geç harekete geçirilmesi Ayrıca uygun kopça seçimiyle ipliğin çıkması azaltılabilir.
Bilezik-kopça sisteminin performansı
Kopça, 150 km/h (42 m/s) bir hızda, yaklaşık 14 günlük ömrü içinde dünyanın çevresinden daha fazla olan bir mesafe kat eder. Hatta CeraDur kopçalar, aşırı yüksek kopça ömürleri sayesinde dünyadan aya kadar olan mesafeye (365.000 km) denk bir mesafe kat ederler. Bu sırada, 500 grama kadar olan bir ağırlığa denk olan merkezkaç kuvvetiyle bilezik flanşına doğru bastırılır. Bu sistem yalnızca eğirme materyalinin öğütülmüş elyaflarından oluşan bir yağlama filmiyle yağlanır. Eğirme bileziği bu yüke birkaç yıllık ömrü boyunca dayanır.
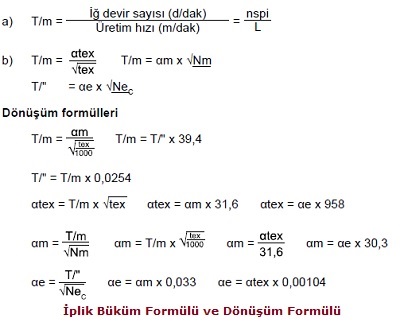
İplik Büküm Hesabı
Bir ipliğin bükümünü öncelikle kullanım amacı belirler. Ayrıca her elyaf türünün, elyaf kalitesine, elyaf yapısına, elyaf inceliğine ve elyaf boyuna bağlı olan, kendine özel büküm değerleri vardır. Pratikte kullanılan başlıca büküm hesabı, Köchlin tarafından geliştirilen
T/m = αm x √Nm
Formülüne göre yapılır.
Burada;
T = Büküm
α = Büküm katsayısı
Demektir.
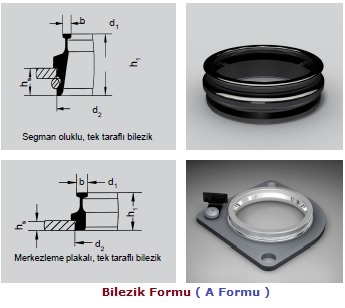
Bilezik formları
1-BEF formu

2-A Formu
Bilezik tipleri
Merkezlenebilir iğ sistemi için A varyantı
Segmanla tespit edilmek üzere alüminyum adaptör içine presli yüksek performanslı bilezik.

Merkezlenebilir bilezikli sistemler için model varyantı
a) Alüminyum adaptör içine preslenen yüksek performanslı bilezik
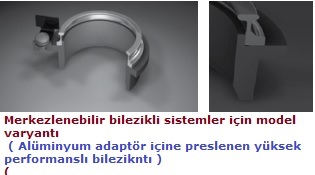
b) R+F merkezleme plakasına preslenen yüksek performanslı bilezik

Flanş kopçaları
Kopçaların çalışma tutumu esas olarak elyaf yağlama filminin oluşması ve bununla birlikte eğirme bileziği ile kopça arasındaki kayma tutumu tarafından belirlenir. Bilezik ile ya da iplik kalitesi ile tam uyumlu bir yay biçiminin yanı sıra, ek bir yüzey işlem de büyük önem taşır. Bunlar en iyi şekilde seçilmiş olduklarında, istenen iyi çalışma sonuçlarına ve kopça ömürlerine ulaşılabilir.
Farklı uygulama durumları için aşağıdaki çeşitler kullanılabilir
SuperPolish
SuperPolish, R+F’in üniversal olarak kullanılabilen temel çelik kopçasıdır. Özel seçilmiş çelik alaşımı, son derece hassas oluşturulmuş biçimi ve en iyi şekilde ayarlanmış polisaj derecesi sayesinde iplik kalitesinin her iğde hep iyi olması garantisini verir. SuperPolish kopça tüm hammaddeler, iplik kaliteleri ve iplik numaraları için üniversal olarak kullanılabilir.
BlackSpeed
BlackSpeed kopçalar tercihen standart kalite bileziklerde – R+F Champion bilezik gibi –kullanılırlar. BlackSpeed kopça, özel bir kemotermik yöntemle, parlak siyah bir oksit tabakasıyla kaplanır. Bu yüzey, elyaf yağlama filminin çok iyi bir şekilde tutunmasını ve sonuç olarak iyileştirilmiş bir aşınma koruması sağlar. Siyah oksit tabakası sayesinde, aynı zamanda kopçanın ısı yayımı da büyük ölçüde iyileştirilir ve korozyona karşı çok daha yüksek direnç elde edilir. Bu tabaka ayrıca elyaf içindeki saldırgan maddeler, avivaj ve eriyik gibi zararlı etkilere ve salon ikliminin olumsuz etkilerine karşı büyük ölçüde duyarsızdır. BlackSpeed kopça büyük baskı ve kuvvetlere dayanıklı ve uzun ömürlüdür.
Avus
Avus kopça, özel yüksek alaşımlı ve dolayısıyla baskı ve kuvvetlere dayanıklı bir temel malzemeden üretilmiştir. R+F bunun için bu temel malzemeye uyumlu bir termik yöntem uygular, bu sayede temel malzeme aşınmayı önleyen unsurlar bakımından zenginleşir.
Bu sırada ortaya çıkan düz kopça yüzeyi, bilezik ile geniş ve optimum temas yüzeyinin son derece hızlı bir şekilde oluşturulmasını sağlar. Bu olay mükemmel bir ısı transferi sağlar. Aynı zamanda, oluşan yağlama filminin çok iyi tutunması sağlanır. Bu sırada, kopça malzemesinin aşınma önleyici unsurları malzemenin doğal aşınmasını geciktirir, bunun sonucunda da Avus kopça çok uzun kullanım ömrüne ulaşır. Avus kopça öncelikle, elyaf yağlama filmi oluşması için neredeyse hiç elyaf vermeyen veya çok az elyaf veren pamuk ve pamuk benzeri elyaf malzemenin eğrilmesinde avantajlar sağlar. Avus kopça özellikle yüksek ve çok yüksek iğ hızlarında, kompakt ipliklerde ve yüksek bükümlü, ince ve süper ince ipliklerde son derece iyi sonuçlar verir.
SuperSpeed
R+F’nin SuperSpeed kopçası ek olarak, özel geliştirilmiş nikel kaplamasıyla galvanik olarak ıslah edilir. Bu tabaka en düşük pürüzlük değerleriyle öne çıkar ve son derece koruyucu bir iplik geçişini garanti eder. İplik geçiş direnci uygun tel profilinde daima sabit kalır ve bu sayede sabit iplik kalitesini garanti eder. Bu özel nikel kaplama aynı zamanda aşınmaya dayanıklıdır ve kaplamasız kopçalara kıyasla yüksek hızlarda daha uzun kullanım ömrü sağlar. R+F’nin SuperSpeed kopçası böylece değişmeyen yüksek iplik kalitesi, yüksek üretkenlik ve uzun kopça ömrüyle her bakımdan yetenekli bir kopça olarak üstünlüğünü gösterir.
Vector
Vector kopça, aşırı koşullarda kopçanın zorlu çalışma özelliklerini garanti eden teflon katkılı özel bir kaplamaya sahiptir. Yağlama filminin oluşması dış etkiler nedeniyle kısa süreliğine kesildiğinde, bilezik bu destek kaplaması sayesinde gerekli oranda yağlama maddesi almaya devam eder. Bunun sonucunda yalnızca iplik kopuşları önlenmez, aynı zamanda bilezik yüzeyi de zarar görmez. Vector kaplamasının düşük sürtünme değeri sayesinde, normal iplik eğirme koşullarında çok daha uzun kopça ömrü elde edilir. Vector kopça tüm materyallerin işlenmesi için uygundur. Uygulama türüne göre, ister işlenmesi zor materyaller için olsun isterse de uzun kullanım ömrü için, Vector kopça orta kalınlıktaki Ne 20 ipliklerden ince Ne 80 ipliklere kadar olan aralıkta başarıyla kullanılır.
DiaDur
DiaDur kopçanın kaplaması, son derece korumalı bir iplik geçişi sağlayan olağan üstü pürüzsüzlükle öne çıkar. DiaDur kaplamanın artırılmış yüzey sertliği sayesinde kopçaların uzun ömürlü olması sağlanır. Kopça rodajı tamamlandıktan sonra, DiaDur kopça yüksek hızlarda bile iplik parametrelerinin uzun süre sabit kalmasını sağlar ve iplik kopuşlarını en düşük düzeyde tutar. DiaDur kaplama, artırılmış yüzey sertliğine rağmen bilezik yüzeyine zarar vermez. DiaDur kopça kaplaması çok hassas ipliklerin eğrilmesi için özel olarak geliştirilmiştir.
CeraDur
R+F’nin CeraDur kaplamalı kopçası olağanüstü uzun ömürlüdür. R+F, CeraDur bileziği ve CeraDur kopçayı, aşınma araştırmaları alanında uzman olan partner şirketler ve enstitülerle ortaklaşa geliştirmiştir. Buradaki ortak hedef, bilezik ve kopça sistemi için optimize edilmiş, aşınma oranı son derece düşük bir yüzey elde etmek olmuştur. CeraDur kaplamasının difüzyon yöntemi sayesinde kopçanın özellikleri büyük ölçüde iyileştirilmiştir. Bu yöntemle kopça 1.100 HV üzerinde olağanüstü bir yüzey sertliğine ve aynı zamanda en düşük sürtünme katsayısına ulaşır. CeraDur bilezik ve CeraDur kopça kombinasyonuyla, uygun eğirme koşullarında, iplikhanede mümkün olan en yüksek randımana ulaşılmaktadır. Pratikte 20 haftaya kadar kopça ömrüne ulaşılabilmektedir. CeraDur kopçalar, iyi bir yağlama filmi sağlanması kaydıyla, Turbo bilezikler üzerinde de kullanılabilirler. CeraDur kopça, orta kalınlıktaki Ne 20 ipliklerden ince Ne 80 ipliklere kadar olan aralıkta kullanılır.
Kopça tipleri
Kopça kutusu üzerindeki etiket kopça hakkındaki tüm önemli bilgileri gösterir. Kopça tipine, dolum miktarına ve R+F ürün numarasına dair bilgilerin yanı sıra, geri takip edilebilirliği sağlamak için parti kontrol numaraları da burada gösterilmektedir.
- Flanş numarası ve profil Normal ve K2 profil için C1
- Tel profili Yarım yuvarlak için hr
- Kopça formu EMT
- Kopça numarası R+F numarası 2/0 için 2/0
- ISO 45 Ağırlık 45 mg
- Yüzey işlem SuperSpeed
- Ambalaj Magazinli kopçalar için CLIP
- Ürün numarası 33017
- Kontrol numaraları Alt alta sıralı 3’e kadar numara
- Dolum miktarı 1000 adet
Kopça hızları
Kopça hızlarının sınırlandırılmasında çeşitli faktörler rol oynar:
Kalın iplik aralığında, ağır kopçalar kullanıldığında, kopçanın merkezkaç kuvvetlerinin çok yüksek olması nedeniyle sürtünme gücü çok artmaktadır. Araştırmalar, büyük merkezkaç kuvvetlerde elyaf yağlama filminin homojen şekilde oluşturulmasının artık sağlanamadığını göstermiştir. Bu nedenle kopça hızları bu alanda azaltılmalıdır. Çok yüksek hızlarda kopça aşınmasının bariz olarak artacağı ve duruma göre bilezik aşınmasının daha erken olacağı beklenmektedir. Orta ila ince ipliklerde her şeyden önce eğirme teknolojisindeki sınırlar rol oynar. Ortalama eğirme gerilimi ortalama iplik mukavemetinin %20 üzerindeyse, ortaya çıkan mukavemet dalgalanmaları ve eğirme gerilimindeki farklar nedeniyle iplik kopuşları çoğalır, üstelik bir iplik gerilimi piki iplikteki zayıf bir noktayla her karşılaştığında olur.
İplik gerilimi, kopsun başlangıcında balonun büyük olmasından ve kops çapının küçük olmasından dolayı en yüksek düzeydeyken, iğ devir sayısının kops başlangıcında azaltıldığı bir eğirme programının uygulanması tavsiye edilir. Bunun sonucunda ring iplik eğirme makinesinin üretkenliği belirgin şekilde artırılabilir.
J bilezikleri
Çelikten J bilezikleri
Çelikten J bilezikleri, uygun ısıl işlem sonucunda yüksek aşınma mukavemeti kazanan, özel seçilmiş, üstün nitelikli çeliklerden üretilirler. Özel yüzey işlemleri, kısa rodaj süresinin mümkün olabilmesi için bileziğe kopça temas yüzeylerinde optimum pürüzsüzlük ve düzgünlük verir. Özellikle kamgarn iplikhaneleri için, pratiği uygun tüm tiplerde, yağla yağlanan konik J bilezikler üretilmektedir. Bunlar burada, kusursuz iplik çıkışıyla en iyi performansları garanti ederler.
Konik J bilezikler,
kamgarn iplikhanelerindeki çok farklı uygulama koşullarına en iyi şekilde uyum sağlarlar. Bunlar pek çok bilezik yüksekliğinde (9,1 mm veya 11,1 mm ya da fantezi iplikler için 17,4 mm) istenen tüm çaplarla istenen sabitleme tipiyle üretilirler.
Çelik bileziklerde kopça temas yüzeylerine birden çok ilmekli fitille ve üstten yağlama noktalarıyla yağ verilir. Yağlama noktalarının sayısı bilezik çapına veya optimum bilezik yağlaması için gerekli yağ miktarına göre belirlenir.
Sinter çelikten J bilezikler
Sinter malzemenin hassasiyetinin daha yüksek olması ve bakım külfetinin çok daha fazla olması nedeniyle günümüzde sinter çelikten J bilezikler neredeyse hiç kullanılmamaktadır. Sinter bilezikler aşağıdaki durumlarda avantajlıdırlar.
İpliğin homojenliği ve temizliğine ilişkin kalite standartları yüksek olduğunda (açık renk, kirlenmeye yatkın ipliklerin işlenmesinde) veya Naylon kopçalar kullanıldığında ağır kopça numaralarında, sinter çelik bileziğin aşırı baskıdan dolayı zarar görmemesi için kullanım kısıtlamasına dikkat edilmelidir.
RENK EFEKTLİ FANTAZİ İPLİKLER
Melanj İplik:
Farklı renklerde liflerin karıştırılması ile oluşan renkli ipliğe denir. Karıştırma işlemi ya harman bölümünde ya da eğirme sırasında olur. Kullanılan yerler sweatshirt, tshirt ve eşofmanlardır. Bunların dışında erkek ve bayan dış giyiminde yünlü melanj ürünler kullanılmaktadır.
Vigoruex(vigure) İplik:
Liflerin şerit halinde boyanması ve farklı renklere sahip şeritlerin iplik makinesine beslenmesi sonucu elde edilen ipliklere denir. Melanja benzer bir renk efekti olan baskılı tülbentten üretilmiş kamgarn bir ipliktir.
Muline İplik:
Farklı renkte ipliklerin birbirine bükülmesi ile oluşan renk efektli ipliğe denir. 6 katlı ve çift bükümlü bir ipliktir. Muline iplik kullanılarak üretilen dokumalı öreme kumaşlar dayanıklı yapıları nedeniyle aşınmaya ve sürtünmeye maruz dış giyimde ağırlıklı kullanılırlar. Dokuma kumaşlardan, takım elbise, ceket, etek gibi öreme kumaşlardan ise kazak, hırka gibi ürünler üretilir.
Marl İplik:
Farklı renkte veya parlaklıkta iki ayrı fitilden eğrilmiş iki tek kat ipliğin bükülmesi ile elde edilen kamgarn iplik çeşidine denir. Tek Marl ipliklerinin katlı bükülmesi sonucu çift marl ipliği elde edilir. Değişik renkli veya farklı boyama özellikli iki tek kat kontinü flamentin katlanması ile marl efektli filament iplik üretilir.
Jaspe İplik:
İnce eğirme sırasında çeşitli renkteki ön ipliklerin birleştirilmesi ile oluşmuş melanj iplikten daha belirgin kırçıllı bir efekti olan bir ipliktir.
YAPISAL EFEKTLİ FANTAZİ İPLİKLER
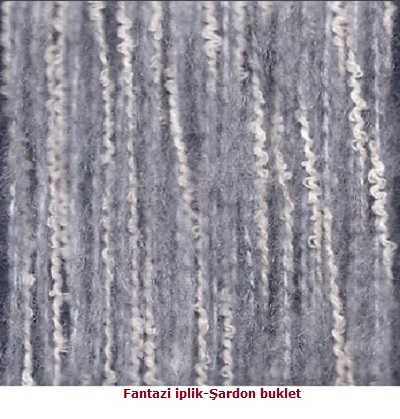
Bukle iplik:
Üç katlı iplikten oluşur. Küçük sıkı halkalar geniş aralıklarla iplik gövdesinden dışarıya doğru çıkar.
Tüylendirilmiş İplik:
Ştapel lifli iplikte yüzeydeki iplerin fırçalanmış yumuşak ve kabarık bir efekt verilmiş halidir.
Şönil İplik:
Kadifemsi ve tüylü yüzey kazanılması için çekirdek iplik üzerine katı lif yerleştirilmiş ipliktir.
Türbişon İplik:
Gevşek bükümlü ve çok bükümlü ipliğin bir arada bükülmesinden elde edilir. Değişik numaralı iplikler beraberce bükülürken ince numaralı iplik kalın numaralı ipliğin etrafına sarılır.
Flok İplik:
Katlı iplikte düzgün aralıklarla yuvarlak gövdede ana iplik bükümü ile tutulmaktadır. · Buket İplik: Az bükümlü iplik, düzgünsüz olarak ince ve kıvrak iplikle yapılan halkalarla ana ipliğe bağlantılıdır.
Nope İplik:
İplik üzerindeki rastgele aralıklarla yuvarlak lif demetleri kumaş üzere uygulanır. Nope ya da yapay lif ile bükülür.
Kabarık İplik:
Çok katlı iplikte ipliğin birisi diğeri üzerine sarılırken bazı yerlerde sarım fazla olur ve kabarıklık meydana gelir. Ana iplikte düğüm efektli ortaya çıkar.
Ratin İplik:
Çekirdek iplik pürüzlü yüzeyle ve bu ipliğe kısa aralıklı küçük halkalı ikinci ipliğin bağlantısıdır.
Çekirdek İplik:
İnce yuvarlak veya oval kabarık şekiller ana ipliğin üzerine periyodik aralıklar ile bükülmüş veya kurulmuş şekildedir.
Şantuk İplik:
Rastgele mesafelerden ince ve kalın ipliğin farklı bükümlerde yapılmasıdır.
Spiral İplik:
İki katlı iplikten bir tanesi az bükümlü yumuşak, diğer kalın iplikdir. Kalın iplik ince ipliğin etrafına spiral olarak sarılır.
Splask İplik:
Düzgün ana iplik üzerine düzenli aralıklar ile büyütülmüş veya kabartılmış ipliğin sarılmasıdır. Bu olay büküm sayesinde olur.
İnce ve Kalın İplik:
Uzun periyotlu ince ve kalın kısımlardan meydana gelen ipliklerdir.
Kaplama İplik:
Elastan iplik, çekirdek olarak ortada kalıp diğer herhangi bir liften üretilmiş iplik elastan ipliğin üzerine sarılır. İpliğin elastikiyeti ile ilave kaplama ipliğin uzama ile savlıdır. Özellikle dokumacılıkta önemli olan elastikiyet ipliğin kaplam anında uzamasını sağlar.
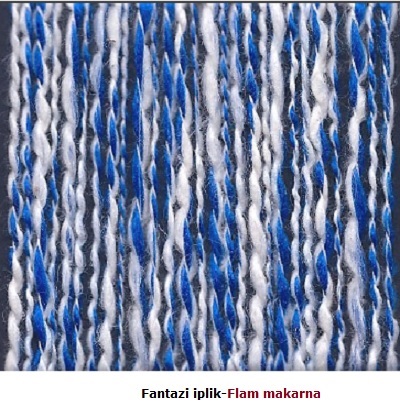
Makarna İplik:
Temel iplik üzerine şerit beslenerek oluşturulmuş dalgalı görünüme sahip ipliktir.
Sakallı Fantezi İplik:
Elyaf uçlar dışarıya çıkmış şekilde tüylü bir yapıya sahip olan fantezi ipliktir.
Zincirli Bükümlü Fantezi İplik:
İki farklı renkte bükümlü ipliklerin birlikte katlanarak bükülmesi ile oluşturulmuş fantezi ipliktir.
Alev Büküm İplik:
Büküm işlemi sırasında yumuşak fantezi iplikler düzenli aralıklar gerilmekte ve kalınlaşmakta böylece alev biçimi elde edilen fantezi bükümlü ipliklerdir.
Halkalı Büküm İplik:
Büküm işlemi sırasında fantezi ipliğin temel ipliğin etrafında halkalar oluşturması ile elde edilen ipliktir.
FARKLI İPLİKLERLE OLUŞTURULAN FANTAZİ İPLİKLER
Buklet Bükümler:
İki basamaklı bükümlerdir. Üste sarılan yumuşak ve kalın iplik fanteziliği oluşturur. Tipik bukle karakteri, büküm yönünün tersine doğru yapılan büküm işlemiyle ortaya çıkar.
İlmek Havlı İplikler:
Bukle bükümlerin yapısına benzemektedir. Fanteziliği oluşturun iplik genellikle daha incedir. Bükümlü ipliğin kıvrımları daha incedir.
Boncuk Bükümlü İplik:
Farklı iplik bükümleriyle elde edilen fantezi bükümlere boncuk bükümler denir. Boncuk bükümler Z ve S yönünde bükülmüş ipliklerden meydana gelir.
Chenille Bükümlü İplik:
Dokuma ipliklerle elde edilen kabarık fantezi bükümlere chenille (şönil) ya da tırtıl bükümler denir.
TEKSTÜRİZASYON YOLUYLA ELDE EDİLEN FANTAZİ İPLİKLER
Yalancı Bükümlü İplik:
Filamentler ısıtılmış bir bölümden geçmekte ve hızla dönen bir döndürücü yardımıyla istenilen biçimde bükülmektedir. Bu büküm ısıtıcı yardımıyla fikse edilir. Döndürücü ile çekim silindiri arasında filamentler yeniden çözülmekte, fikse edilmiş kıvrım ise korunmaktadır. Yalancı büküm yöntemi, en ucuz ve bu nedenle de en yaygın olan yöntemdir.
Dişlilerle Kıvrımlı İplik:
Filamentler ısıtılmış bir kanalda dişliler yardımıyla bükülmektedir. Boy yönünden preslenen ipliklere sürekli bir kıvrım kazandırılır.
Örme-Sökme İplik:
Filamentler örülür, örgü yüzeyi ısıyla fikse edilir ve yeniden sökülür.
GİPE İPLİK
Normal ipliklere yüksek elastomerik özellikler (esneme-geri toplama) kazandırmak amacıyla, ipliğin elastan ile birleştirilmesiyle elde edilen ipliğe gipe ipliği denir. Gipe iplikleri kuvvet altında uzayabilir ve kuvvet ortadan kaldırıldığında kendi boyuna geri döner.
Basınçlı hava yardımıyla tekstüre ipliklerin, elastanla birleştirilmesi sonucunda (gipe makinelerinde) elde edilebileceği gibi tekstüre işlemi esnasında (Kombi tekstüre makinelerinde) elastanın doğrudan beslenmesiyle de elde edilebilir. Ayrıca gipe ipliği üretiminde büküm giderek yaygınlaşmaktadır. Filament iplikler hem de doğal elyaflar elastan ile tek ve çift katlı olmak üzere bükülebilmekte; bu sayede elastanın, elyafın tam olarak içerisine hapsolması ve kumaş yüzeyinde görünmeyen bir yapıya kavuşması sağlanmaktadır.
DİKİŞ İPLİKLERİ
Giysilerde kullanılan yardımcı malzemeler içinde önemli bir yer tutan dikiş iplikleri bir veya daha fazla işlemle en az veya daha fazla tek katlı ya da kablolaştırılmış ipliklerin birbiriyle bükülmesi suretiyle elde edilen ve dikiş işleminde kullanılan özel türde katlı bükümlü ipliklerdir.
Dikiş iplikleri, dikiş sırasında makine parçalarından geçerken Z (saat dönüş yönü) büküm alacak şekilde etkilenmektedir. Bu nedenle bir dikiş ipliğinin Z büküm yönünde olması zorunludur. Son aşamasındaki büküm yönü de S (saat dönüş yönünün tersi) olan bir ipliğin çok kısa dikiş mesafelerinde bile bükümünün açıldığı, tek katının aşındığı ve koptuğu görülmektedir. Dikiş ipliğinin son aşamasındaki büküm yönü Z olması gerektiği gibi, tek katının büküm yönü de S olmalıdır. Aksi halde iplik katları birbiriyle birleşemez ve düzgün bir yapı oluşturulamaz.
Dikiş iplikleri genel olarak, üç adet basit iplikten ya da katlı bükülmüş bir iplikten oluşmaktadır, yani üç katlıdır. Üç katlı iplik yumuşaktır, kapalı bir yüzeye sahiptir, iyi bir dikiş görünümü verir ve kesinti meydana getirmeden işlenmeye uygundur. Dikiş ipliklerinin çeşitleri iki katlı ve çok basamaklı çift kat iplikleri de kapsar; bunlar makine tekniği ile ilgili noktaların ve dikiş pozisyonların dikkate alınması ile çoğu zaman çok özel işlemler için kullanılır. Kesiksiz dikiş iplikleri; denye sistemine göre, eğirilmiş çok katlı iplik olarak satışa sunulmaktadır.
Örneğin;
Nm 100/3, Nm 100’e ait kaç tane ipliğin eğrilerek birleştirildiğini belirtir. Numaradaki taksimin arkasındaki 3 sayısı kat hakkında bilgi verilir. Katlı bükülmüş bu ipliğin 100 metresi 3 gram ya da 33,3 metresi 1 gram ağırlığındadır. Pamuklu ve ketenden oluşan mamullerde daha çok İngiliz numaralandırma sistemi kullanılır.
Dikiş ipliklerinde doğal veya sentetik elyaflar ya da doğal ve sentetik elyafların karışımları kullanılır. Doğal elyaftan yapılan dikiş iplikleri genellikle pamuk, sentetik elyaftan yapılan dikiş iplikleri ise polyester ve naylondur. Sentetik dikiş ipliği kesilmiş ştapel ya da kesiksiz elyaftan yapılabilir. Karılım dikiş iplikleri genellikle pamuk / polyester karılım ile yapılır.
Dikiş iplikler üç şekilde oluşturulur: Monofil iplik, çok katlı iplik ve nüveli (ilikli) ipliklerdir;
Monofil İplikler:
Genellikle poliamid hammaddesinden üretilen sonsuz uzunlukta saydam, tek kalın dikiş iplikleridir. Monofil dikiş iplikleri sağlam ve esnektir, dikildiği kumaşa renk açısından uyum sağlar, ancak sürtünmesi fazla olduğundan iğne ısınması çok yüksektir.
Çok Katlı İplikler:
İki veya daha fazla ipliğin bir arada bükülmesi ile oluşurlar.
Nüveli (Core spun) İplikler:
Filament olarak sentetikten yapılan ipliğin çevresine pamuktan veya sentetikten ştapel elyaftan bir kılıf geçirilerek oluşturulan ipliklerdir. İpliğin gövdesi sentetikten olduğu için ipliğin sürtünmesi azdır.
Yeni teknolojilerin gelişmesiyle birlikte tekstil materyalleri de çeşitlik kazanmaktadır. Ayrıca kullanıcıların ürünlerden beklediği yüksek performans ve özelliklerin sağlanabilmesi için ipliklerde de yeni özellikler aranmaya başlamıştır.
Teknik tekstiller sektörü çok hızla büyüyen ve artık günümüzde artan önemi ile global bir pazar ürünü haline dönüşmektedir. Diğer bilim alanlarındaki gelişmeler ile teknik ipliklerdeki gelişmeler de hızlanmıştır ve bu hızlanma bir zorunluluktur.
Son yıllarda öne çıkan özel iplikler, üründen istenen teknik fonksiyonu karşılamak üzere üretilen ipliklerdir. Teknik iplikler, malzeme bilimi, nano teknoloji ve gelişen diğer bilim dallarının da katkısı ile çok farklı özelliklere sahip olabilmektedir. Bu çeşit iplikler her geçen gün çeşitlenmektedir. Teknik iplikler, tekstil sektörünün yanı sıra diğer sektörlerde (otomotiv, inşaat, jeotekstil vb.) yeni uygulama alanları sağlayabilmesi sebebiyle tercih edilmektedir.
Yansıtıcı İplikler
Yansıtıcı malzemelerin kullanım alanları çeşitlilik göstermektedir. Kullanım alanlarına örnek olarak tenis ayakkabıları, bisiklet tekerlekleri, eşofmanlar vb. pek çok spor malzemeleri örnek olarak verilebilir.
Bunun dışında trafikte kullanılan levhalar, reklam işaretleri gibi daha pek çok kullanım alanları bulunmaktadır. Böylece gece görmenin mümkün olması sağlanabilmektedir. Bu yansıtıcı malzemeler farklı renklerde (kırmızı, sarı, mavi, yeşil, turuncu vb.) olabilir. Güvenli ve kolay bir şekilde seyahat edebilmek için olanak sağlar.
Güvenlik amaçlı olarak aktif giyim, spor giyim ve çocuk giyiminde yansıtıcı malzemeler olarak geliştirilmiştir. Farklı özelliklere sahip yansıtıcı ipliklerin kullanımı ile ürünlerde çeşitlilik sağlanmıştır. Yansıtıcı malzemeler araç ve gereçlerde aksesuar olarak veya giysilere dikerek ya da yapıştırılarak kullanılmaktadır. Ayrıca bu malzemelerin pek çoğunun yıkama ve ütüleme bakımları kolaydır. Yansıtıcı iplik üretim alanlarındaki gelişmeler sayesinde ipliklere hem farklı özellikler hem de kullanımları kolay yeni ürünler kazandırılmıştır.
Yansıtıcı iplik çeşitlerinin bazıları aşağıda görülmektedir;
- Işıldayan (luminescent) iplikler,
- Fosforlu (phosphorescent) iplikler,
- Prizmatik (prizmatico) iplikler,
- Işığı geri yansıtan (retroreflective) ya da foto ışıldayan iplikler,
- Elektrikle ışıldayan (electroluminescent) iplikler
Bu iplik çeşitlerini üreten farklı firmalar bulunmaktadır. Geliştirilen ürünleri için de patentler alınmaktadır. Bazı üreticiler yansıtıcı iplikler ile yumuşak ve konforlu kumaşlar dokumaktadır. Böylece kayak giysileri, bisikletçi giysileri ve diğer iş giysilerinde (polis üniforması vb.) ideal giysi yapımı mümkün olabilmektedir.
Işıldayan İplikler
Bu iplik tipleri de floresan ve parlayan olarak ikiye ayrılabilir.
Floresan grubundaki iplikler yoğun floresan renkleriyle karakterize edilirler. Dış bir kaynaktan radyasyona maruz kalmaları durumunda ışık yayarlar.
Diğer yandan, parlayan tip iplikler gece kendi kendilerine ışık yayarlar. Bu iki tip iplik ayrı ayrı ya da beraberce dokuma ya da örme mamulün (çorap, eldiven vb.) bölümlerinde kullanılır. Böylece bu ürünler, hem ışıldama ile görsel bir güzellik hem de gece uyarı işareti olarak hizmet ederler. Bu ipliklerin üretiminde sentetik reçine, partikül büyüklüğü 1-5 μm arasında değişen ağırlıkça % 0, 2-3 floresan malzemeler kullanılır. Sentetik reçine poliamid, poliester, akrilik, polivinil asetat, polivinil alkol, polietilen ve polivinil kloritten seçilir.
Floresan elastik iplikler de içlerinde floresan ajan bulunan spin finish yağı ile yapılabilirler. UV altında çıplak gözle görülebilirler. Bu özelliklere sahip bir ürün olan Scotchlite TM iplikler poliester film üzerine (1mm ya da 2mm kalınlıkta) tek ya da çift taraflı olarak “gümüş transfer film” laminasyonu ile elde edilir. Bu iplikler 1/23 inç, 1/32 inç, 1/69 inç vb. gibi genişliklerde kesilir. Farklı renklerde ışık yayabilen parlayan iplik hazırlamak mümkündür. 3M™ Scotchlite™ yansıtıcı malzeme, beyaz giysiden 1500 kez daha parlak yansıma yapmaktadır.
Fosforlu İplikler
Bu iplikler, güneşten ya da herhangi bir ışık kaynağından enerjiyi absorblayan ve saklayan ayrıca karanlıkta görülebilecek şekilde bu ışığı yayabilen karakteristiğe sahiplerdir. Absorblama, saklama ve yayma döngüsü pratik olarak sonsuzdur. Swicofil AG tarafından üretilen parıltılı iplikler güçlü ışık emme, saklama ve yayma özelliğine sahip malzemelerdir. 3 dakika güneş ışığı absorbe ettikten sonra yaklaşık 20 dakika ışıldama yapabilir. Bir saat güneş ışığı absorblaması halinde ise 3 saat kesintisiz ışık yayabilecek kabiliyete sahiptir. Işık absorblama prosesi belirsiz bir şekilde tekrarlayabilir. Başlıca kullanım alanları;
- Perdeler
- Tişörtler
- Mobilya döşemelikleri
- Masa örtüleri
- Paspaslar
- Yatak örtüleri
- Cibinlikler
Vb alanlarda kullanılmaktadır.
Bu ipliklerin üretimi ise farklı şekillerde yapılabilir;
- Termoplastik polimerin ışıldayan pigmentlerle karıştırılıp, eritilerek lif çekimi yapılması ile üretilenler.
- İki polimer film arasına ışıldayan tozun yerleştirilmesi ile çift katlı lamine iplik olarak üretilenler.
- Boyama esnasında doğal ya da suni stapel ipliklere, ışıldayan pigmentler ya da ışık geçiren doğal ya da sentetik bağlayıcılar ilave edilerek üretilenler.
Bu ipliklerin aşınma dayanımları oldukça iyidir.
- Işıldayan etki, ipliğin uygun aktive edilmiş metal tuz kristallerine batırılması ile sağlanabilir. Tuzlar, ZnS ya da Ca, Sr, Cd, Ba ya da Mg sülfitleri de olabilir. Kristaller tüm ipliğin üzerine yayılır. Bu iplikler halı, kilim ve çoraplarda istenen deseni üretmede kullanılabilir.
Prizmatik İplikler
Bu iplik, metalize edilmiş film üzerindeki lazer baskılı desenle verilmiş bir etkidir. Bu iplikler boyanmaz. Gümüş, Altın ve diğer renklerde üretilebilir. Ledal Spa tarafından üretilen bu iplikler, giyen kişiyi gündüz, gece ya da az ışık şartlarında yüksek görünürlük sağlamak amacıyla özellikle gece güvenliği daha da arttırmak için yapılmıştır. Spor aktiitesi yapan kişiler (atletizimciler, bisikietçiler gibi). Otoyol çalışanları bu tip ürünlerden yararlanan kesime örnek olarak verilebilir.
Işığı Geri Yansıtan İplikler
Bu ipliklerden yapılan ürünler; kullanan kişilere gündüz, gece ya da zayıf ışık şartlarında yüksek görünürlük sağlamaktadır. Dokunabilir, örülebilir işlenebilir ya da kumaşın estetik görünüşünü bozmadan kumaşa uygulanabilir. Sadece güvenlik amaçlı değil, aynı zamanda giysi, ayakkabı, çanta ve çeşitli ürünlerde dekoratif amaçlı ışığı geri yansıtan iplikler kullanılabilir. Gündüz güzel renkler belirirken, gece de gümüş beyaza dönerler. Işığı geri yansıtan iplikler 0,38 mm genişliğinde bölünmüş ve her iki yüzeyine suya dayanıklı esnek reçineler yardımıyla boncuk büyüklüğü 10-50 mm olan binlerce inci ya da mikro cam boncuk ile birleştirilmiş ince termal plastik film şeklinde üretilir.
Elektrikle Işıldayan (EL) İplikler
Işıldayan malzemelerin uyarılması için ışık kaynağı gerekirken elektrikle ışıldayan malzemelerde ise malzemenin yüksek frekans elektrik alımına maruz kalması esastır. EL iplikler bir pil tarafından desteklendiğinde ışık yayan ipliklerdir. Manchester Üniversitesinde yapılan araştırmalar sonucunda geliştirilmiş bu ipliklerin üzeri elektrikle ışıldayan mürekkep ve koruyucu bir transparan kapsülleme kaplı tabaka, içinden akım geçince ışık yayan iletken bir çekirdek ve bunun dışında iletken iplik bulunur. Bu iplikler ile örme ya da dokuma kumaş ürünler elde edilebilir.
Nem ve aşınmadan koruyabilmek için kaplanmış tabakanın üstü, transparan iletken olmayan esnek kapsülleme tabakası bulunur. İkinci elektrot, benzer bir elektrik iletken iplik ya da ince bakır tel içerir.
Metal İplikler
Metal iplikler, naylon ve rayon ipliklerden binlerce yıl önce yaratılmış ilk suni ipliklerdir. Günümüzde alüminyum ile kaplanmış plastik ve naylon iplikler, altın ve gümüşün yerini almaktadır. Metal iplikler transparan plastik film ile kaplanarak paslanma minimuma indirilebilmektedir. En yaygın film ise Lurex poliesterdir. Plastik tabakalar arasına sıkıştırılan metal flamentler daha güçlü ve daha sağlamdır. Tuşe daha yumuşaktır. Renklendirmek için pigmentler kullanılabilir. Bu tip metal iplikler tekstilde daha çok kullanılmaktadır. Metal iplikler insan cildine temas ettiğinde rahatsızlık verebilir. Bu durumda metal liflerin doğal ya da sentetik lifler ile karıştırılmasıyla elde edilen metal kompozit iplikler ya da özlü iplik, sarım iplik veya örgü ipliklerin kullanımıyla ile aşılmıştır. Metal kompozit ipliklerden yapılmış iplikler iletkenliğin yanı sıra iyi aşınma dayanımı, anti elektrik ve anti aşınma özelliklerine sahiptir. Bu iplikler %100 oranında kumaş yapımında kullanılabilir ama maliyeti azaltmak için normal ipliklerle beraber belli aralıklarla kumaş içine yerleştirilebilir. Elirex olarak adlandırılan Lurex iplikler, metaloplastik iplikle gipe edilmiş yuvarlak viskon, poliamid veya poliester bir çekirdek üzerine bükülmüş ipliklerdir. Elinox olarak isimlendirilen iplikler ise teknik kumaşlarda ya da moda amaçlı kullanılan paslanmaz çelik ipliklere örnek verilebilir. Ring eğirme ile pamuk ve gümüş kaplı bakır telden kor iplik üretilerek elektromanyetik kalkanlama özellikleri araştırılmıştır. Bu iplikten yapılan örme kumaş için yüksek frekanslarda daha geniş band genişliğinde düşük yansıma kaybı tespit edilmiştir. Elektronik tekstillere talep, sensörler, elektrostatik boşaltım, elektromanyetik interferans kalkan, tozsuz giysiler, askeri uygulamalar, giyside data transferi gibi endüstriyel uygulamalar için hızla büyümektedir. Metal ipliklerin yüksek elektriksel iletkenliği mükemmel elektromanyetik kalkan karakteristiklerine sahip olmasını sağlamaktadır.
Jeogrid’ler metal ve diğer sentetik ipliklerden yapılmış kompozit ipliklerdir.
Jeogridlerde özel olarak geliştirilmiş yüksek mukavemetli, yüksek yoğunluklu polietilen malzemeler kullanılır. Tenax geogridlerinin başlıca özellikleri;
- Esnek
- Yüksek dayanımlı
- Düşük sünmeli
- Kimyasal biyolojik
- V. etkilerine karşı korumalı ve yapım aşamasındaki olumsuz koşullardan minimum etkilenen
Bir yapı malzemesidir.
Jeogridler dayanıklı, uzun ömürlü güvenilir, düşük maliyetli, sismik ve dinamik yüklerle dayanımlıdır Statex tarafından üretilen SHIELDEX metalize lifler/ iplikler (%99 gümüş ile kaplanmış naylon) halılarda, dokuma, örme ve dokusuz yüzeylerde devamlı antistatik performans sağlarlar. Shieldex Ultra-Flex bantlar ise hem esnek hem de yırtılmaya karşı dayanıklıdır. Bakır ve kalay ile metalize edilmiş poliamid filament dokusuz yüzeyden üretilen Ultra-Flex bant korozyona karşı dayanıklı ve yüksek iletkenliğe sahiptir.
Antimikrobakriyal İplikler
Mikroorganizmalar gözle görülemeyecek kadar küçük organizmalardır. Bu kapsamda; bakteri, mantar, alg ve virüsler bulunmaktadır. Kullanım ve saklama esnasında mikroorganizmaların tekstil üzerinde çoğalması hem tekstil ürününü negatif yönde etkiler hem de giyen kişi için sağlık sorunlarına sebep olur. Mikrobik enfeksiyon, yaşayan ya da yaşamayan cisme tehlike oluşturabilir. Tekstilde istenmeyen etkileri lekeleme, renk bozulması, mukavemet ve diğer özelliklerin bozulması şeklindedir. Tıbbi amaçlı kullanılan antimikrobiyal ürünlerden etkin bir koruma sağlanması beklenir. Böylece çevrenin steril kalması temin edilir. Giyim ve ev tekstilindeki uygulamalar koku ve leke kontrolünü sağlamaktadır. Uygun antimikrobik sistemin seçilmesi önemlidir ve bazı kriterler göz önüne alınmalıdır. İlk önce istenen antimikrobik aktivitenin tipinin belirlenmesi gerekir. İkinci olarak hangi sitemle uygulanacak buna karar verilmesi gerekir. Body Fresh iplik nanogümüş işlem görmüş ipliklerdir.
Güç Tutuşur (Yanmaz) İplikler
Nomex (Meta-aramid), Twaron ( Para-aramid) ve Panox alev almaz ( Akrilik) liflerden üretilen iplikler, metal sıçramalara, elektrik arklarına karşı korunma, endüstriyel ve askeri uygulamalara yönelik kumaşta aranan farklı özelliklerin elde edilebilmesi için üretilen bütün özellikle alev almaz ( yanmaz) ipliklerdir.
Koruyucu İplikler
Liflerin üzerine aktarılan UV absorblayıcı maddeler yardımıyla liflerden geçen transmisyon değeri düşürülebilmektedir. Ayrıca UV absorblayıcılarının ipliklerin içinde uygulanması, bir giysinin UV korunma faktörünü büyük ölçüde geliştirmektedir.
Antistatik İplik
Bu iplik, antistatik tekstil ürünlerini üretmek için kullanılır. Bu ürünler kişinin cildinde biriken statik elektriği toplayarak yükü boşaltırlar. Ayrıca elektromanyetik radyasyona karşı bariyer gibi davranırlar. Antistatik tekstiller, yanabilir sıvı ve gazlar ile çalışılması esnasında elektrikli parçaların hasar görmesini, yangının ve patlamayı önlemede yararlanırlar. Özellikle yarı iletken ve elektronik endüstrisinde, statik elektrik eğer kontrol edilmezse, ürün hasarına ve makine duruşuna, kayıp işçi zamanına yani işgücü gibi bazı sonuçlara sebep olur.
Antistatik özellikler tekstillere farklı şekillerde kazandırılabilir;
- Doğal ya da sentetik liflerle iletken liflerin kombinasyonu ile antistatik ipliklerin kullanılması
- Karbon, polipirol, poplinlin vb. gibi iletken polimerler ya da metal ile kaplanarak elde edilen elektro-iletkenliğin kazandırılması
Antistatik iplikler PA, PP, PET, PAC ve diğer liflerin kombinasyonu ile üretilirler. Kalıcı antistatik yayıcı iplikler, yüzeylerde biriken statik elektriği dağıtmak için kullanılır. OE (Open-End) tekniği ile çekirdekte paslanmaz çelik tel, örtü lifi olarak ise paslanmaz çelik, kevlar ve viskon kesik elyafının (elyaf: lif kümesi demektir) kullanıldığı DREF III iplikler bu amaçla üretilmiştir. Yine kaplama metodu ile merkezde Bakır, sargı lifi olarak da paslanmaz çelik içeren kompozit ipliklerden yapılan kumaşlarda elektromanyetik radyasyona karşı koruyucu özellikte kompozit malzeme üretiminde güçlendirici eleman olarak kullanılmışlardır. OE friksiyon iplik eğirme tekniği ile de kompozit iplikler üretilmiştir. Bu ipliklerden elektromanyetik ekranlama ve elektrostatik deşarj özelliklerini sağlayan iletken dokuma kumaşlar üretilmiştir.
Antistres İplik
İplikte antistres özellikler, ipliğe elektromanyetik kalkan özelliği, ant-statik özellikler, UV kalkan özelliği, antimikrobakteriyal özellik vb. Çeşitli özeliklerin kazandırılması ile elde edilebilirler. Antistres değeri Polarity Test Terapi (PTT) cihazı ile ölçülebilirler. İletken lifler içeren antistatik iplik aynı zamanda antistres ipliktir. Elektromanyetik dalgalar, doğal serotoni ve melatonin hormonlarımızın azalmasına neden olur. Bu hormanlar bazı patonejik etkilere karşı koruma ve uyku düzenimize rehberlik etmeye yardımcı olan hormanlardır. Antistres ipliklerden yapılmış ürünler giyen kişiye PTT cihazına göre %29-30 rahatlama sağlamaktadır.
Antialerjik İplik
Antialerjik tekstiller, alerjinin sebep olduğu nefes darlığı problemini indirgeyerek daha iyi solunum yapılmasını sağlar. Dolayısı ile akciğer kapasitesini arttırır. Ayrıca B ve C vitaminlerin emilimini arttırır. Migren rahatlaması vb. olumlu etkiler Sağlar. Alerjen tutucu ürünler alerjik nesneler için önerilir. Toz maytlarına karşı alerjisi olan hastalar için yatak ve yastık kılıfları, saman nezlesi kişiler için polen maskeleri önerilir. Alerjilere sebep olan ana sebepler polen ve maytlardan serbest kalan alerjik proteinlerdir.son zamanlarda geliştirilen Ftalosiyanin (Pc) boyanmış iplikler alerjik proteinleri absorbe edebilir. Bu iplikler, atopik hastalar için çoraplar ve kumaşlar dahil olmak üzere, iç çamaşırları ve antialerjik maskelerin üretiminde yaygın potansiyele sahiptir. Antialerjik tekstiller aynı zamanda gümüş kaplı ipliklerden de yapılabilir.
Kesikli lif demetinden iplik elde edebilmek için bu liflere büküm vermek gerekir. Büküm, lifler arasındaki sürtünme kuvvetlerini arttırır ve meydana getirdiği radyal kuvvetler ile liflerin birbiri üzerinden kaymalarını engeller.
Temel olarak iki çeşit bükümden söz etmek mümkündür:
1-Gerçek büküm
2-Yalancı büküm.
Gerçek büküm,
bir ucundan tutulan bir lif demetinin diğer ucunun kendi ekseni etrafında döndürülmesiyle verilir. Sonuçta, lifler oluşan ipliğin eksenine göre helis bir yol izlerler.
Yalancı büküm ise,
iki ucundan tutulan bir lif demetinin, bu sabit noktalar arasında herhangi bir yerinden bükülmesi sonucunda verilir. Sonuçta, oluşan iplik üzerindeki net büküm sıfırdır. Çünkü büküm elemanının her iki yanında da birbirine ters yönde ve eşit sayıda büküm oluşmuştur. Yalancı büküm sürecinde öncelikle ipliğin merkezindeki lifler büküm alır, dış yüzeydeki lifler ise etkilenmezler. Ancak büküm elemanından sonra, merkezdeki bu lifler eski paralel hallerine dönerken dış yüzeydeki lifler ise tersi yönde iplik gövdesinin üzerine sarılırlar ve kemerli bir yapı oluştururlar.
Air-jet eğirme sistemi ile iplik üretimi, yalancı büküm prensibine dayanmaktadır. Sistem 1985 yılında Japon Murata firmasından Teiji Nakahara ve Toshifumi Morihashi tarafından geliştirilmiş ve patenti alınmıştır. Bu sistemin genel olarak avantajları, yüksek üretim hızı ve ring ipliğine göre daha az tüylü oluşudur. Dezavantajı ise mukavemetinin ring ipliği kadar yüksek olmayışıdır. Aşağıda air-jet iplik eğirme sistemi görülmektedir. Bu sistemde, bant formundaki lifler doğrudan makinenin çekim bölgesine beslenmektedir. Çıkış silindirinden sonra lif demeti ilk hava jetinde yalancı büküm alır. İkinci hava jetinde ise daha düşük ve ilk hava jetine göre ters yöndeki bir hava akımı etkisiyle dış yüzeyde kalan lifler merkezdeki liflerin üzerine bir kemer şeklinde sarılır.
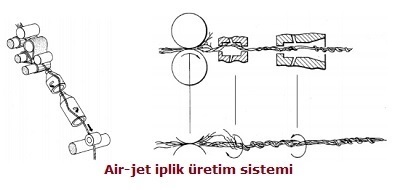
Günümüzde tekstil makinalarında üretim hızları devamlı artmaktadır. Dolayısıyla yüksek hızlı makinalarda çalışılacak ipliklerin kalitesinin de yüksek olması istenmektedir. Yüksek hız, ipliğin rutubet değerini sık sık minimum değere düşürmektedir. Rutubetdeki bu düşüş de ipliğin mukavemet özelliklerini olumsuz yönde etkilemektedir. Daha iyi nem düzeyi, ipliğin mukavemet özelliklerini arttırdığı için, iplik dokuma ve örmede daha verimli çalışmaktadır. Tekstil işletmelerinde her işlem lifte ve iplikte gerilime neden olmaktadır. İplikler gerilimlerden kurtulmak için kıvrımlanma, büklümlenme eğilimindedirler. Gerginlik ve kıvrımlanma takip eden proseslerde problemlere yol açmakta ve verimliliği düşürmektedir. Bu gibi sebeplerden dolayı ipliklerin üzerindeki nem miktarı arttırılmalı ve gerilimleri yok edilmelidir.
Dış faktörler, lifler ve bu liflerden yapılan iplikler üzerinde büyük bir etkiye sahiptir. Bu faktörlerin başında ortamın rutubet miktarı gelmektedir. İplikteki doğru bir yöntemle verilmiş uygun rutubet ipliğin fiziksel özelliklerini iyileştirdiği gibi ipliğin satışında üreticiye ticari bir kazanç da sağlamaktadır. Dolayısıyla ideal olan, arzu edilen nemin iplik üretiminden sonra çok kısa bir sürede ipliğe kazandırılması ve ipliğin kalitesinin kalıcı olarak yükseltilmesidir.
Özellikle pamuk iplik işletmelerinde yüksek hızlarda çalışan iplik makinelerinin ve çevre şartlarının da etkisiyle iplik üzerindeki rutubet miktarı % 5’lere kadar düşmektedir. Bu değer ise gerek ticari açıdan gerekse ipliğin sahip olması gereken mukavemet özellikleri açısından yeterli değildir. Dolayısıyla ipliğin sahip olduğu rutubet değeri arttırılmalıdır. Pamuk lifi higroskopik bir materyaldir ve buhardan su absorblama yeteneğine sahip olduğu için ortamın izafi rutubet miktarı arttıkça lif tarafından absorbe edilen nem miktarı artacaktır. Bu artış lifin enine kesitinde bir şişmeye neden olacak ve bükülmüş iplik yapısı içinde lif-lif sürtünmesini arttıracaktır. Bu değişiklik ise ipliğin mukavemet özelliklerinde iyileşme meydana getirecektir.
Bu nedenlerden ipliğin ticari rutubet değerine çıkarılması ve fiziksel özelliklerinin iyileştirilmesi için yapılan iplik rutubeti arttırılması işlemine kondisyonlama adı verilir. Kondisyonlama işleminin yapılabilmesi için günümüze kadar pek çok yöntem kullanılmıştır. Bunlar;
Kondisyonlama odalarında kondisyonlama
Sirkülasyon yolu ile kondisyonlama
Radyo frekans ile kondisyonlama
Vakumlu ortamda düşük sıcaklıkta kondisyonlama
Geleneksel kondisyonlama yöntemleri hem ekonomik hem de kalite sebeplerinden dolayı daha az kullanılır hale gelmiştir. Yirmi dört saate varan uzun zaman ihtiyacı, yüksek enerji tüketimi ve yüksek yatırım maliyeti ile daha fazla yer ihtiyacı ve iplik bobinlerinde kötü nem dağılımı bu yöntemlerin dezavantajlarıdır. İçlerinde en yaygın olarak kullanılan yöntem vakumlu ortamda düşük sıcaklıkta kondisyonlamadır.
Vakumlu ortamda düşük sıcaklıkta kondisyonlama, vakumlu buharlama işlemlerinden sadece bir tanesidir. İpliğe uygulanan vakumlu buharlama ipliğe verilmek istenen özelliklere göre faklılık göstermektedir. Bunlar; Kondisyonlama amacı ile yapılan işlem, ipliğin rahat hale gelmesi (relaxing) gerilimlerinin azalması için yapılan işlem, ipliğe verilen bükümün sabit hale gelmesi için yapılan işlem ve sıcaklıkla çekme özelliği gösteren sentetik liflere uygulanan ön çektirme işlemidir. Bu işlemler de uygulanan basınç ve sıcaklıklara göre iki çeşit makine dizayn edilmiştir.
Bu dizaynların ilkine genelde kondisyonlama makineleri adı verilir ve bu makinelerde en fazla sıcaklık 95 °C’dir ve uygulanacak basınç 0 ile -1 bar aralığındadır. Bu makinelerde kondisyonlama işlemi, relaksasyon işlemi, ön çektirme işlemi ve 95 °C kadar uygulanabilecek fikse işlemleri gerçekleştirilebilir. Diğer makinelerde ise sıcaklık 120 °C hatta 150 °C’ye kadar, basınç ise 4 bara kadar çıkabilir. Dolayısıyla bu makinelerde de yine materyalin cinsine bağlı olarak kondisyonlama, relaksasyon, ön çektirme ve fikse işlemleri gerçekleştirilebilir.
Buradaki tek fark daha yüksek sıcaklıklarda fikse olması gereken (sentetik gibi) materyallerde uygulamaların gerçekleştirilebilmesidir.
![]()
Yukarıda da görüldüğü gibi proses sıcaklığını belirlerken dikkat edilmesi gereken 2 faktör bulunmaktadır. Proses sıcaklığı, ipliğin hangi amaçla vakumlu buharlama yapılacağına ve ipliğin vakslı olup olmamasına göre değişmektedir. Buharlama işleminin uygulanacağı iplikte eğer vaks mevcut ise, buharlama sıcaklığının 65 °C üzerine çıkılmaması gerekir. Çünkü günümüzde kullanılan vaksların erime derecesi maksimum 65°C’dir. Buharlama işlemine maruz kalacak ipliğin, sahip olması istenilen nem düzeyi, ipliğin mukavemet özelliklerini etkilerken, vakum düzeyi de ipliğe uygulanan rutubetin homojenliğini etkilemektedir. Rutubetin homojenliği ise mukavemet özelliklerinin % CV değerlerini belirlemektedir. Buharlama işleminin bir parametresi olan vakum düzeyi ise arttıkça, nemin iplik tarafından emilmesi de o kadar düzgün olmaktadır. Uygulanan prosesin süresi de istenen nem miktarını belirlemede ve nemin homojen dağılımında önemli bir parametredir.
Vakum ile doymuş buhar kesin bir biçimde birbirine bağımlıdır. Basınç ne kadar yüksek olursa suyun kaynama noktası o kadar düşük olacaktır; böylece buhar ipliğe daha düzgün bir şekilde verilecektir. % 95 vakumda (ki, bu yüksek vakumdur) proses 32.9 °C derecede başlar ve sürekli bir şekilde, istenilen son sıcaklığa kadar yükselir. % 90 üzerinde vakum oranına sahip sistem, daha az vakuma sahip olana göre daha iyi sonuçlar sağlar. (% 85-65 düşük vakum, % 95-98 yüksek vakum). Vakumlu buharlama işleminin diğer bir parametresi de buhardır.
Üç çeşit buhar bulunmaktadır.
Islak buhar
Kızgın buhar
Doymuş buhar.
Islak buhar
Su damlaları içerir ve bu gözle görülür; bu da tekstil ürünlerine zarar veren ve yetersiz nüfusiyet sağlayan su lekeleri oluşturmaktadır.
Isıtılmış buhar (Kızgın Buhar)
Kurudur ve bu yüzden zayıf bir ısı ileticisidir. Onun nem eksikliği kızgın buharı tekstillerle muamele için uygun olmayan duruma getirir.
Doymuş buhar
Uygun değer nem içeriğine sahiptir ve çok iyi ısı iletimi sağlar. Dolayısıyla ipliklerin kondisyonlanması ve tekstillerin buharlanması için en uygun buhar doymuş buhardır.
Vakumlu buharlama ile yapılan işlemlerde pompalar ile oluşturulan vakum mevcut havayı emerek otoklav içerisindeki döngüyü başlatır. Otoklav içerisindeki havanın boşaltılması herhangi bir oksidasyonun meydana gelmesini de engeller. Yüksek vakum optimum nem kazanımı için doymuş buharın iplik içerisine yoğun bir şekilde nüfuz etmesi anlamına gelmektedir. Vakum basıncından dolayı buharın doyma noktası çok düşük kaynama seviyesine düşer. Bu da düşük sıcaklıklarda doymuş buhar elde edilmesinden dolayı ipliklerde meydana gelen sararmaların önüne geçilmesini sağlar. Nem penentrasyonunun en yüksek düzeyine ulaşabilmek için vakum performansı % 97,7’e varan oranlarda arttırılabilir (ultra vakum). İstenilen canlılık derecesine ve materyale bağlı olarak döngünün, vakum, zaman, sıcaklık parametreleri değişiklik gösterebilir. Tipik bir buharlama döngüsünde ön ısıtma, ilk vakum, buharlama, son vakum, basıncı dengeleme adımları vardır.
VAKUMLU BUHARLAMA İŞLEMLERİ VE UYGULAMA ALANLARI
Kondisyonlama eğirme işleminden sonra ipliğe nem kazandırmak için yapılan düşük sıcaklıktaki vakumlu buharlamadır. Nem arttıkça ağırlık da artmaktadır. Kondisyonlama ile iplik istenilen nem seviyesine ulaşır ancak ipliğe verilen bükümün fikse edilme oranı düşüktür.
Relaksasyon işlemi
ipliğin bobinden sağılması esnasında oluşan ilmeklenme, büklümlenme (ipliğin büküm nedeni ile kendi üzerine dolanması) davranışlarını gidermek, dolayısıyla iplik kopmalarını ve kalite kayıplarını önlemek amacı ile yapılan bir işlemdir.
Buharla relaksasyon işlemi büküm, dokuma, örme, sarım gibi bütün takip eden operasyonlarda bu problemleri ortadan kaldırarak verimliliği arttırır.
Fikse; yüksek bükümlü, çok katlı ve de sentetik filament ipliklerde bükümü stabilize etmek için yapılan yüksek sıcaklıktaki vakumlu buharlama işlemidir.
Ön çektirme
sıcaklıkla çekme özelliği gösteren sentetik liflere uygulanan bir işlemdir. İplik ilmeklerine termo fiksaj uygulanırken, örme kumaşlara, çorap ve çamaşırlık ürünlere ön çektirme işlemi uygulanır. Ön çektirme işlemi takip eden boyama işlemine yardımcı olurken çekme sonucu oluşan bobindeki deformasyonu ortadan kaldırır ve telef oranını düşürür.
Genel olarak vakumlu buharlama,
Yün ipliklerin ısıl fiksajında, tekstüre poliesterin fiksesinde
Poliester filament ipliklerin büküm fiksesinde
Core yarn (likralı) ipliklerin ısıl fiksajında, örme kumaşların fiksesinde
Yüksek bükümlü ipliklerin relaksasyonunda, ring ipliklerin relaksasyonunda
Kesikli liflerin stabilizasyonunda
Akriliğin hacimlendirilmesinde
Dikiş ipliklerin ısıl fiksajında
Poliamidin (iç çamaşırı, çorap için) çekmezliğinde
Sentetik liflerin stabilizasyonunda
Kondisyonlama ve nemlendirmede kullanılmaktadır.
Her materyal istenilen etkiyi sağlayabilmek için spesifik bir proses gerektirmektedir. Vakumlu buharlama işlemlerinde sıcaklık istenilen prosese göre 45 °C den maksimum 150 °C kadar değişir.
Bazı iplikler için buharlama sıcaklıkları şöyledir:
Kamgarn İplik: 82-85 °C
Bükümlü poliester filament: 112-120 °C,
Likra core iplik: 70-75 °C,
Pamuk-Poliester iplikler: 90-95 °C,
Polipropilen iplikler: 130-140 °C,
Rayon / Viskon: 85-95 °C
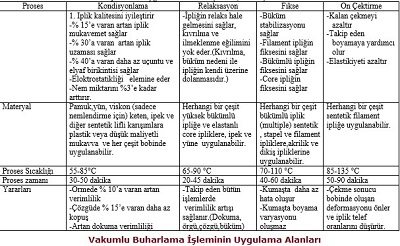
KONDİSYONLAMA MAKİNELERİ
Kondisyonlama sistemleri 50-70 °C arasındaki sıcaklıklarda nemlendirme için dizayn edilmiş ve aynı zamanda 95 °C’ye kadar ki sıcaklıklarda ısıl fiksaja izin veren makinelerdir.
020 °C arasında başlama sıcaklığından dolayı vakslanmış ipliklerin kondisyonlanmasında da kullanılırlar. Bu makinelerde basınç aralığı -1 ile 0 bar arasında, sıcaklık aralığı 45°C’den 95 °C kadar değişmektedir. Çözgü ve atkı iplikleri için 20-60 °C, vakslı iplikler için 20-60 °C, likra iplikler için 20-58 °C sıcaklıklar tavsiye edilmektedir.
Kondisyonlama makinelerinde buhar sağlama iki şekilde olmaktadır.
Direkt sistemle buhar sağlamadır. Bu metot da ayrı bir tankta 95 °C’ye kadar ısıtılan su, tankın vanası açılarak kondisyonlama kazanı tarafından vakumdan dolayı emilir ve su, kondisyonlama kazanı içinde vakumdan dolayı buharlaşarak doymuş hale gelir.
Bu sistem güvenlik nedenlerinden dolayı ve daha iyi sıcaklık kontrolü sağladığı için tercih edilmektedir.
İndirekt sistemde tek kondisyonlama kazanı bulunmaktadır.
Doymuş buhar, kazanın içinde alt kısmında bulunan su banyosunun, kondisyonlama kazanı vakumla boşaltıldıktan sonra elektrikli ısıtıcılar ile ısıtılarak buharlaştırılması sonucu elde edilir.
Ortamın sıcaklığı bu elektrikli ısıtıcılar tarafından istenen seviyeye ayarlanmaktadır.
Bu sistemde de daha az ekipmana ihtiyaç duyulması bir avantajdır.

Parafinleme ipliğe kayganlık kazandırma işlemidir. İpliğin sürtünme katsayısının daha düşük değerlere indirgenerek, kullanımı esnasında sürtünmeden oluşabilecek problemin önlenmesidir. Genel olarak örmeye uygun iplik, iplik fabrikasında nihai proseste yani bobin makinesinde sarım yapılırken bir parafin diskinin üzerinden geçirilerek parafinlenmesi temin edilir.

Burada önemli olan ipliği ne az nede fazla, ama uygun değerde parafinle sıvamaktır. Genelde ülkemizde iyi parafinleme kriteri, yanlış bir şekilde sadece parafin sarfiyatından hareket ile ifade edilmektedir. Yani belli miktarda iplik üretimi esnasında eksilen parafin miktarı yeterli parafinlenme olarak nitelendirilmektedir. Hâlbuki parafinlemenin yapılma ihtiyacına en uygun test yönetimi, parafinleme öncesi ve sonrası sürtünme katsayısı ölçülmesi ve karşılaştırılmasıdır. Genelde ihracata çalışan titiz iplikçiler laboratuarlarında sürtünme katsayısı ölçümü için gerekli test aletlerini bulundururlar. Sürtünme katsayısını diğer laboratuar özelliklerinin yanında ifade etmektediler
Piyasada, iyi parafinlenmiş ipliğin neredeyse yarı yarıya örülmüş olduğu söylenir. Bir başka deyişle parafinlemesi kötü olan bir ipliğin diğer özellikleri iyi ve yeterli olsa dahi, parafin örme esnasında problem meydana getireceği için hemen kötü iplik damgasını yiyecektir. Diğer taraftan özellikleri kötü ve yetersiz olan ipliği dahi uygun bir parafinleme ile hiç olmazsa örülebilir hale getirmek mümkündür.
Ayrıca boyalı kumaşta bilindiği üzere en can sıkıcı problemlerinden birisi abrajdır. Kötü veya aşırı bir parafinleme ipliğe aşırı nüfuz edip daha sonraki terbiye işlemleri esnasında yer yer tam sökülememekte. Bu da ipliğin bölgesel boya alabilme özelliklerinde farklılık göstermekte, bu da abraj ile sonuçlanabilmektedir
Genel hatlarıyla ipliğin parafinlenmesi aşağıdaki faktörlerin etkisi altındadır:
1-Parafinlemenin yapıldığı makine,
2-Parafinleme şartları(Hız, tansiyon vb.)
3-Dış etkenler(Klimatizasyon, ortam sıcaklığı, makine temizlik ve bakımları vb.)
4-Parafinleme yapılacak iplik cinsi ve özellikleri (elyaf cinsi, ipliğin tek ya da çok katlı olması, nem miktarı, karışım şekli, iplik numarası vb.)
5-Kullanılan parafin ve özellikleri: parafin rafinerilerde elde edilen petrol türevi bir üründür. Mikro ve makro şekilde ifade edilen kristalize bir molekül yapısına sahiptir. Bunların karışımı kullanılarak değişik katkı maddeleri ile birlikte amaca uygun özellikler elde edilir.
Bu özellikler
1-Penetrasyon (mm): 100 gram ağırlığındaki bir iğnenin 25 santigrat derece sıcaklıkta parafine 5 saniyedeki penetre etme miktarının milimetre cinsinden belirtilmesidir. Sertliği ifade eder (11 ile 30 arasında değişebilen değerler olup arttıkça parafinin daha yumuşak olduğunun ifadesidir.)
2- Ergime derecesi (C): Parafinin katı halden sıvı hale geçtiği sıcaklığın derece cinsinden ifadesidir. Değişik miktarlar kullanılabilmektedir.
3-Parafinler genelde silindirik bir şekilde sahip olup, parafinleme makinesinin ölçülerine uygun olarak ergitme ve kalıplara dökerek soğutma yöntemiyle elde edilirler.
4-Standart ürün elde edilmesi önceliklidir. Parafin üreticileri genelde kalitelerini değişik renklerle ifade ederler. Bu da nihai kullanımda hatalı kullanımların önüne geçmek için yararlı olmaktadır
Bobinaj esnasındaki parafinleme boyunca;
parafin, ipliğin üzerinde çok düzgün olmayan bir şekilde küçük damlacıklar ve pulcuklar halinde kalır.
Kondisyonlama esnasında ise;
Kondisyonlama süresi ve sıcaklığına (80°C) bağlı olarak, iplik üzerindeki parafin damlacık ve pulcukları hızla ergir. Ergiyen parafinin yaklaşık %50'si yüzeyde kalırken diğer %50'si ipliğin kesiti boyunca içine doğru emilir. (absorbe edilir.) dış yüzeyde kalan yaklaşık %50 parafin ise ergime sonrası soğurken ipliğin üzerinde daha homojen ve sıkı bir şekilde katılaşır.
Kondisyonlamanın yukarıda belirtilen etkileri sonucu ipliğin üzerindeki parafin miktarını %50 oranında azaltması, doğal olarak ipliğin sürtünme katsayısı değerlerini düşürür. Bunu anlamanın en basit yolu aşağıda belirtilen ipliklerin sürtünme katsayısı testlerini yapmaktır.
1-Parafinleme öncesi(bobinaj öncesi
2-Parafinleme sonrası- kondisyonlama öncesi
3-Kondisyonlama sonrası (parafinin iyice katılaşması için testin en az 24 saat sonra yapılması önerilir.)
4-Tekrar bobinaj ve parafinleme sonrası
Bu arada ipliğin içine nüfuz eden parafin ipliğin daha kıvrımlı olmasını sağlayarak, örme esnasında ilmeklerin daha kolay atılmasında yardımcı olacaktır.
Kondisyonlama işlemine tabi tutulacak iplik, kondisyonlama öncesi iyi bir şekilde parafinlenmelidir. Aksi takdirde kondisyonlama esnasında ipliğin içine nüfuz eden parafin nedeniyle yüzeyde kalan parafin miktarı azalacak, bu da ipliğin örme esnasında gerekli olan optimum sürtünme katsayısının artmasına neden olacaktır.
Eğer yukarıdaki konu sürtünme katsayısı değerleri cinsinden ifade edilecek olursa; yaklaşık M sürtünme katsayısı, kondisyonlama öncesi 0.10 civarında ve maksimum 0.14 olmalıdır. Aslında 0.10 katsayısı aşırı bir parafinleme anlamına gelir. Ancak kondisyonlama sırasında yüzeyden eksilen parafin miktarı nedeniyle sürtünme katsayısı değeri tekrar yükselme gösterecektir. Daha önce belirtilen testlerin yapılması ve sonuçlarına göre parafin cinsine karar verilmesinde yarar vardır.
Tek katlı İplik Hesapları
İplikçilikte numaranın belirlenmesi, yapılan ipliğin kalitesinin belirlenmesinde önemli rol oynar. Mamul ve yarı mamullerin beklenen numarada olmaması veya numarada oluşan sapmalar istenmez.
İplikçilikte numara kontrolü, süreç ile ilgili hataların belirlenmesini ve makinede gerekli ayarların yapılmasını sağlar. İpliğin istenilen değerlerde oluşması için ipliğe kadar tüm üretim aşamalarında yarı mamul ve mamulün numara kontrolü yapılır. İpliğin fiziksel kontrolleri, işletmelerin fiziksel testler laboratuvarında yapılır. Laboratuvarda yapılacak olan testlerin güvenilir olabilmesi için bazı şartlar gereklidir.
Nasıl ki her giysinin insan bedenine göre ölçüsü varsa ( small,medium,large gibi) veya ( X,M,L,XL),nasıl ki ayağımıza giydiğimiz ayakkabının,terliğin vs.. ayağımızın küçük veya büyük oluşuna göre numarası varsa ;
Tarak bandının, Cer bandının, fitil bandının ve ipliğin ince veya kalın olmasını numara ile belirleriz. İşte bu numaraya biz Tarak bant numarası, Cer band numarası, Fitil şerit numarası ve iplik numarası deriz.
Katlı İplik Hesapları
İki veya daha fazla sayıdaki ipliğin bir araya getirilerek katlanıp birlikte bükülmesinden meydana gelen ipliğe katlı (flatör) iplik denir.
Bu iplikler katlama ve büküm makinelerinde elde edilir. Bu iplikler şu amaçlar için üretilir:
>>> Daha dayanıklı iplik elde etmek
>>> Daha düzgün iplik elde etmek
>>> İpliğe renk efekti vermek
>>> Değişik renk, cins ve numaradaki iplikleri bükerek belirli özellikleri bulunan fantezi iplik elde etmek.
Uzunluk ve Ağırlık Birim Sistemleri
UZUNLUK BİRİMLERİ
Dünyanın çoğunda Uluslararası Birimler Sistemi (SI) tarafından standart hale getirilen metrik ölçü sistemi kullanılmaktadır. İngiliz ölçü birimleri, İngiltere’de 1995 yılında resmî olarak yerini metrik sisteme bırakmıştır. Ancak halen günlük yaşantıda eski ölçü birimlerinin aynen kullanıldığı gözlenmektedir. İngiliz ölçü birimleri Amerikan ölçü sistemine de temel teşkil etmiştir. Türkiye’de metrik sistem kullanılmaktadır.
AĞIRLIK BİRİMLERİ
Kilogram
Uluslararası Birim Sisteminin (SI) kütle ölçüsü temel birimi kilogramdır. Kilogram kısaca “ kg “ şeklinde gösterilir. Kilogram ağırlık ölçmelerde kullanılır.1889 yılında sabit bir etalon kütle olarak kabul edilmeden önce kg, +4 °C de 1 dm³ saf suyun kütlesi olarak tarif edilirdi. Aynı yıl Fransa’nın başkenti Paris’teki Milletlerarası Ağırlıklar ve Ölçüler Bürosu’nda bulunan iridyum ve platinden yapılmış, 39 mm çapında ve 39 mm yüksekliğinde silindir şeklindeki etalon(yasal ölçü modeli) cismin kütlesine eşit kabul edilmiştir.Ağırlığı tespit etmek için tartı araçları kullanılır. Bunlardan bazıları şunlardır;
İplik numaralarının birbirlerine dönüştürülmesi kumaş analiz ve kumaş tasarım hesapları açından önemli bir konudur. Çünkü hesaplamalarda iplik numarasının Numara Metrik cinsinden olması gereklidir. Yani; kullanacağınız iplik numarası 40 Ne, 60 Nd,40 Nike,40 Ntex veya değişik numara, cins ve birimlerinde olabilir.
Uzunluk Numaralama sisteminde numaralanan iplikler
1000 metresi 1000 gram gelen iplik 1 Numara Metriktir. ( Nm )
1000 Metresi 500 gram gelen iplik 1 Numara Fransız’dır. ( Nf )
512 metresi 453,6 Gram gelen iplik 1 Numara İngiliz Kamgarn’dır. ( Nik)
234 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Ştrayhgarn ’dır. ( Nişt )
768 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Pamuk'tur. ( Nip)
274 Metresi,453,6 Gram gelen iplik Numara İngiliz Keten’dir.( Nike )
![]()
Tek Kat İplikler
Çift Kat İplikler
Çok Katlı İplikler
Çekirdek İplikler
Fantazi İplikler
Tekstüre İplikler
Özel Yapılı İplikler
Dahası...
Doğal ve sentetik liflerin bir dizi işlemler sonrasında birbirlerine paralel bir şekilde, bükümlü veya bükümsüz olarak bir araya getirilmiş ve bu sayede mukavemet kazandırılmış tekstil ürünüdür.
Bu ürün yani iplik DOKUMA KUMAŞLARIN VE ÖRME KUMAŞLARIN hammaddesidir. Bütün doğal lifler ve doğal lif benzeri sentetik lifler, kesikli yapıda ( Ştapel ) oldukları için lifleri bükümle bir araya getirmek zorunludur. Aksi takdirde ise iplikte söz edilemez.Bunun yanında sürekli ( kontinü) sentetik flamentlerden hem bükümlü hem de bükümsüz iplik elde etme imkânı bulunmaktadır. İplik çapını, yan yana gelen lifler oluşturur. Dolayısıyla ince liflerden ince iplik elde edilebilir. İplik numarası değişmediği halde çaptaki lif sayısı arttıkça sağlam ve kaliteli iplik yapılır. Lifin veya filamentin 10 mikron (μm)‟dan ince olanları ile 50 mikron (μm)‟dan fazla olanları iplik yapımı için uygun değildir, ince olanlar çok çabuk kopabilir. Kalınlar ise çok kaba iplikler meydana getirir.
Lif:
Belirli uzunluk, incelik ve mukavemeti olan yumuşak, sarılmaya, eğrilmeye ve bükülmeye uygun maddeye tekstil endüstrisinde lif ,Tekstilde kullanılan ham maddeye elyaf adı verilir.
Elyaf;
lif kelimesinin çoğulu olup, gerilebilme ve kopma mukavemeti ile bükülebilme (eğrilebilme), birbiri üzerine yapışabilme yeteneği olan ve boyu enine göre çok uzun olan renkli veya renksiz lif topluluğuna denir.
Kısa lif ( ştapel Lif ):
Bu lifler pamuk ve kesikli yapay liflerden oluşmuştur. Uzunlukları tür ve soylarına göre değişir ve ortalama olarak 1 cm‟den 40 cm‟ye kadar olan bu liflere "stapel lif" denir
Yapay kesikli elyaf :
Yapay elyafı, pamuk ve yün elyafıyla birlikte işleyebilmek için, isteğe göre şekillendirip belli boyda kesilmesiyle elde edilen elyafa,"yapay kesikli elyaf”
Uzun lif:
Bulifler yün ve kesikli yapay liflerden oluşmuştur. Lif Uzunlukları koyunun tür ve soylarına göre değişir ve 40 milimetrenin üzerinde olan doğal liflerle birlikte işlenen yapay kesikli liflere “uzun lif"
Kesiksiz (filament) Lifler:
Kontinü elyaf da denilen kesiksiz elyafta liflerin boyu sonsuz uzunluktadır. Bu liflere "filament" adı verilir.
Monofilament ( Tek flament ) :
Kalınlığı 0,1 mm.den daha az olan ve tek filamentten oluşan ipliktir.
Flament iplik:
Kalınlığı 0,1 mm.ye kadar olan,bir veya daha fazla sayıda bükümlü veya bükümsüz olarak bir araya getirilmiş filamentlerden oluşan ipliktir.
Tekstüre flament iplik:
Tek veya çok sayıda filamentten oluşan, kıvrım kazandırılmış filament demektir.
KARDE RİNG PAMUK İPLİĞİ
Karde ring pamuk iplikleri, penye pamuk iplik üretimine göre daha kısa pamuk elyafından üretilmiş, tarama işlemi yapılmamış pamuk ipliğidir. karde ring iplikleri penye ipliklerine göre daha düşük kalitelidir.
Bu iplikler düzgünsüz ve pürüzlü bir yüzeye sahiptir. Dokuma ve örme sektöründe kullanılan bu ipliklerin bükümü triko için düşük, dokuma için daha yüksek yapılır. Karde ring ipliklerinin mukavemeti, penye ring ipliklere göre daha düşük, open-end ipliklere göre daha yüksektir. İplik kalınlaştıkça (iplik numarası küçüldükçe) fiyatı düşer ve iplik kaba bir yapıya sahip olur. Genellikle Ne 6 ile Ne 30 numara arasında üretim yapılır. Karde ipliklerle yapılan kumaşlar düzgünlük açısından, penye ipliklerle yapılan kumaşlara göre daha kötüdür.zayıf bir kumaş yapısı arz ederler. Gevşek, kaba ve tüylü bir kumaş oluştururlar. Karde iplikler penye ipliklere göre bir miktar yabancı madde içerdiklerinden karde mamuller penye mamullere göre daha mat ve daha az temiz görünürler. Karde ring iplikleri, denim (blue jean), kord, havlu, spor giysi kumaşları, çarşaflar, döşemelik kumaşlar, ev tekstilleri, teknik kumaşlar gibi kumaşların dokunulmasında kullanılmaktadırlar. Karde ring iplikleri kısaca penye ipliklerinin zorunlu olarak kullanıldığı pamuklu kumaşlar dışında dokumada üretilen bütün pamuklu kumaşlarda kullanılır.
PENYE RİNG PAMUK İPLİĞİ
Uzun ve ince pamuk elyaflarının penye dairesinden (tarama) geçirilerek, kısa ştapel iplikçiğinde eğrilmesiyle oluşan kaliteli pamuk ipliğidir. Penye dairesi, şerit birleştirme ve penye makinelerinden oluşur. Bu yüzden penye ipliği üretmek için gerekli makine parkı uzun ve pahalıdır. Materyel fazla enerji harcanarak işlenir. Bu da kaliteli ve daha pahalı olan, geniş kullanıma sahip penye ipliğini oluşturur. Kısa elyaflardan arındırıldığı için ştapel diyagramı gelişmiştir. Ne 80'e kadar ince iplikler üretilebilir. Düzgün ve yumuşak tutumludur. Karde ipliğine göre daha temiz ve homojendir. Mukavemeti daha fazla, düzgünsüzlüğü daha azdır. Penye ipliklerle yapılan kumaşlar, karde ipliklerle yapılan kumaşlara nazaran daha iyi ve kalitelidir. Karde ipliklerden yapılamayacak kumaşlar penye ipliklerle yapılır. En önemli özelliği su emici olmasıdır. Bu kullanılabilme yeteneğini arttırır. Statik elektriklenme ve piling problemi yoktur. Örme, triko, dokuma kumaşlarının her çeşidinde kullanılabilir. Penye ipliklerle elde edilen kumaşların çok çeşitli kullanım yerleri vardır. Bayan, erkek ve çocuk kıyafetlerinde iç ve dış giyim ürünleri (yazlık ve kışlık), ev tekstilinde döşemelik, perdelik örtülük ürünlerde kullanılır.
OPEN-END PAMUK İPLİĞİ
Açık-uç eğirme sistemine göre üretilen ipliklerdir. En çok kullanılan yöntemi rotor iplikçiliğidir. Pamuk ve pamuk tipi elyaflar kullanılabilir. Rotorun içine düşen elyafların merkezkaç kuvvetinin etkisiyle eğrilmesi sistemine dayanır. Open-end ipliğin oluşması ring ipliği ile farklılık gösterir.Temelde makine parkında olan farklılıklar vardır. Open-end iplikçiliğinde besleme bant olarak yapılır ve oluşan iplik direkt olarak bobinlenir. Kısaca ring iplikçiliğinde bulunan fitil ve bobin aşamaları Open-end iplikçiliğinde yoktur. Kaba ve orta incelikte iplikler elde edilir. Hacimli ve tüylü bir yapısı vardır. Ring ipliklerine göre mukavemeti düşük ve düzgünsüzlüğü fazladır. Ne 30/1'e kadar incelikte open-end iplik yapılabilir. Open-end iplikler genel olarak çok yüksek mukavemet gerektirmeyen yüzeylerin elde edilmesinde kullanılır. Open end ipliklerin en fazla kullanıldığı kumaşlar denim (jean) kumaşlardır. Pamuk kaynaklı olması kumaşlara emicilik kazandırmaktadır. Bunun yanında örtme gücü, ısı tutma özellikleri, ring iplikleri ile üretilen kumaşlara göre daha iyidir. Mamul bazında Open end iplikleri kullanımı, ortaya çıktığı günden beri gittikçe yaygınlaşmaktadır. İlk zamanlarda ağırlıklı olarak denim ürünlerde kullanılan open end iplikler, bugün birçok üründe kullanılmaktadır. Giyim sektörünün dışında ev tekstili, dekoratif kumaşlar, fazla dayanım istemeyen sınai kumaşlarda open end iplikler kullanılır.
KAMGARN YÜN İPLİĞİ
Yün iplikçiliği metodudur.
Uzun ve ince yün elyaflarının taranmasıyla ve daha sonra eğrilmesiyle elde edilen kaliteli yün ipliğidir.
Kamgarn iplikçiliğinde makine parkı, ştrayhgarna göre çok uzundur.
Taraktan sonra çekme, tarama, finisör ve ring eğirme makineleri vardır. Mukavemeti iyi, düzgünsüzlük minimumdur.
Üniform bir yapı vardır, elyaflar birbirine paralel ve düzenli bir şekilde yerleşmiştir.
İnce yün iplikler bu yolla elde edilir.
Kamgarn yün iplikleri prensip olarak, pamuktaki penye ipliklerine benzerler.
Kamgarn’da da tarama işlemiyle kısa elyaflar döküntüye giderler. Bu da ipliğin kalitesini arttırır.
Kamgarn ipliklerle daha çok düzgün yüzeyli kumaşlar elde edilir.
Bu kumaşlar ince yapılı, narin dokuma ve örme ürünleridir.
Bu kumaşlarda doku ve desen belirgindir.
Isı yalıtma özelliği ştrayhgarna göre daha azdır, bu da sıkı yapı ve hacim azlığının sonucudur.
Buruşukluk gösteririler buna karşın ütü tutma özelliği iyidir.
Kamgarn ipliklerden genellikle kışın giyilebilen ağır ve iyi tutumlu, kaliteli kıyafetler üretilir.
Bunlar erkek ve bayan dış giyim ürünleridir. (Takım elbise, ceket, tayyör, döpyes, etek vb.) Ayrıca ince örgülü kumaşlar, kazaklar, kışlık bluz ürünlerinde ve çocuk giyiminde kullanılır.
ŞTRAYHGARN YÜN İPLİĞİ
Kısa lif oranı yüksek, taranmamış yün elyaflarının ştrayhgarn teknolojisine göre işlenmesi ile elde edilir.
Kamgarn ipliklere göre çok kısa bir makine parkı vardır.
Harman-hallaç dairesinden sonra taraklama işleminden geçirilir.
Taraktan fitil (ön iplik) halde alınır ve eğrilerek iplik oluşur.
Kamgarna göre düşük mukavemetli, düzgünsüz ve hacimli bir yapıya sahiptir.
Elyaflar iplik içinde gelişigüzel yerleşmiştir.
Kalın ve kaba görünümlü, yüzeyi pürüzlü ve tüylüdür.
Ştrayhgarn ipliklerdokuma yüzeylerde kullanılır.
Kaba ve tüylü oluşu örme sektöründe kullanımını minimuma indirir.
Ştrayhgarn ipliklerden yapılan kumaşlar yumuşaklık ve hacimleri sayesinde çok iyi yalıtım sağlarlar.
Bu kumaşlarda doku pek belli değildir.
Süngerimsi ve yaylı bir tutuma sahip olduklarından ütü tutmazlar, ancak şardonlanmaya elverişlidirler.
Ştrayhgarn iplikler, kamgarnlardan daha iyi bir yalıtım sağladıkları için ağır kış şartlarında kullanılan palto, manto türü giyeceklerde ve özellikle battaniye üretiminde fazlaca kullanılırlar. Bunların dışında el dokuması olan halı, kilim üretiminde kullanılırlar.
KETEN İPLİĞİ
Keten bitkisinin saplarından elde edilen keten elyafından üretilen ipliklerdir.
Kısa ştapelli ve uzun ştapelli olarak iki kısma ayrılırlar.
Kısa ştapelli keten ipliklerkaba ve kalın olmalarına karşın uzun ştapelliiplikler ince ve hassastır.
Kısa ştapelli ipliklerhacimli bir yüzeye sahip olup düzensizlikler vardır.
Uzun ştapelli ipliklerise pürüzsüz ve düzgün bir yüzeye sahiptirler.
Genel olarak değerlendirilirse uzun ştapelli keten ipliklerkısa ştapelli ipliklerden daha kaliteli ancak daha pahalıdır.
Kısa ştapelli ipliklergenelde evlerde dokunan kaba kumaşların yapımında kullanılır.
Uzun ştapelli ipliklerince ve düzgün yüzeyli oldukları için daha hassas kumaşların dokunmasında kullanılır.
Örme sektöründe ancak karışım halinde kullanılabilir.
Örme ve triko sektöründe saf olarak kullanılamayan keten ipliği genelde dokuma kumaşlardan elde edilen ürünlerde kullanılır.
İnce kumaş ürünleri genellikle yazlık kıyafetlerdir.
Kaba kumaşlar ise hasır, ayakkabı gibi ürünlerde kullanılır.
Bunların dışında ev tekstili, temizlik bezleri, peçete ve mendil üretiminde ketenden faydalanılır.
FLOŞ (VİSKON) İPLİĞİ
Rejenere selüloz elyafından filament halde elde edilen ipliklere floş (rayon), ştapel haldeki elyaftan elde edilen ipliklere de viskon iplikler denir.
Filament haldeki ipliklerde (floş) görünüm, tuşe ve parlaklık gibi özellikler ipeğe benzer, yumuşak ve dökümlüdürler, statik elektriklenme ve piling açısından sorun yaratmazlar.
Ştapel haldeki elyaflardan yapılan iplikler(viskon) ise büyük oranda pamuğa benzer nem çeker özellik gösterir.
Sağlamlığı filament iplikten daha azdır.
Bunun dışında özellikle birbirine benzer çeşitli bitim işlemleriyle özellikleri daha da iyileştirilebilir.
Filament veya ştapel haldeki floş-viskon ipliklerdokuma ve örme kumaşlarda çok geniş bir kullanıma sahiptir.
İnce dökümlü ve fantezi kumaşlar elde edilebilir, iplik özelliklerinin çoğunu aynı şekilde gösterirler.
Viskon kumaşlar boya baskı gibi işlemlere de elverişlidirler.
Viskon (floş) kumaşlar çok geniş kullanıma sahiptirler. Başta ev tekstili olmak üzere hazır giyim ve endüstriyel alanlarda kullanılır. Özellikle şık ve dökümlü fantazi kıyafetlerin yapımında kullanımları yaygındır. Ayrıca üst giyimde astar olarak da kullanılır.
POLYESTER İPLİĞİ
Poliester elyafından üretilmiş sentetik (tam yapay) iplik tipidir.
Petrol türevi olan poliester ipliklerfilament olarak veya ştapel elyaftan eğrilerek üretilebilirler.
Filament ipliklerpürüzsüz, kaygan bir yüzeye sahiptir. Kesitleri yuvarlaktır.
Yüksek mukavemete sahiptir.
Ştapel formun mukavemeti filament forma yakındır.
Yüksek esneme özelliğine sahip polyester iplikler düşük nem çekerler.
Erime noktası 260 °C'dir.
Termofikse edilebilme özelliği çok iyidir. Bu yüzden çok kolay tekstüre olur.
Tekstüreli veya tekstüresiz olarak kullanılabilen poliester iplikler tekstilde önemli bir yere sahip sentetik ipliklerdir.
Poliester iplikleri dokuma ve örme kumaşların üretiminde çok geniş bir kullanıma sahiptirler.
Dayanıklıdır ve esneme özelliği vardır, düşük nem emiciliğine sahiptir.
Düşük nem emiciliği yüzünden statik elektriklenme ve piling problemi yaratır.
Poliester ipliklerden elde edilen kumaşların olumlu özellikleri geniş bir alanda kullanılmalarını sağlamaktadır.
Genel olarak bakıldığında; her türlü bayan ve erkek giyiminde, ev tekstillerinde (perde, mefruşat vb.) ve endüstriyel alanlarda (çadır, branda, yelken vb.) teknik tekstiller olarak kullanılmaktadır.
NAYLON İPLİĞİ
Poliamid elyafından üretilmiş sentetik elyaftır.
Naylon ve perlon olmak üzere iki çeşidi vardır.
Ancak piyasada poliamid ipliklernaylon olarak bilinir.
Filament iplik veya ştapel iplik olarak üretilebilir.
Filament iplikleristenen boyda ve incelikte üretilebilir.
Ştapel ipliklerise yün veya pamukla karışım halde kullanılırlar.
Tekstüreli ve tekstüresiz olarak kullanılır.
Yüksek mukavemet ve elastikiyete sahip naylon ipliklerpoliesterle birlikte tekstilde en çok kullanılan sentetik ipliklerdir.
Dokuma ve örme yüzeylerde naylon ipliklertek başlarına kullanılacaksa genelde filament halde kullanılırlar.
Ama pamuk ve yünle karıştırılarak ştapel iplik olarak da kullanılırlar. Böylece şardonlamaya elverişli kumaşlar üretilebilir.
Naylon kumaşların önemli özellikleri dayanım formu koruma ve kolay bakımdır.
Statik elektriklenme düşüktür. Ancak piling problemi vardır.
Sıcaklığa karşı direnci çok yüksek ancak ışığa dayanıklılığı kötü olan naylon ipliklerle üretilen kumaşlar, sürtünme ve aşınma dayanımının yüksek olması gereken yerlerde kullanılır.
Özellikle ince çorap, iç çamaşırı, mayo, spor giyim eşyaları, ev tekstili ve dekoratif ürünlerde kullanımı vardır. Ayrıca endüstriyel alanlarda da yaygın bir kullanımı vardır.
AKRİLİK İPLİĞİ
Petrol türevi olan akrilik elyafından üretilmiş sentetik (tam yapay) ipliklerdir.
Genelde ştapel haldeki elyafın eğrilmesiyle elde edilir.
Dolgun, yumuşak tutumları ile yüne benzerler.
Yapısal bileşimlerinin oranlarında farklar olan çeşitli tipleri mevcuttur.
Bunlardan en çok bilinen ikisi orlon ve modakriliktir.
Orlon, poliakrinitrilden elde edilen ştapel elyaflardan oluşan ipliktir. Yirmiden fazla çeşidi vardır.
Modalakrilik ise özelliklerinde iyileştirilme yapılmış akrilik ipliğidir.
Hafif ve sıcak tutan, ışığa ve iklime dayanıklı, bakımı kolay, parlak ve çabuk kuruyan ipliklerolarak bilinirler.
Gerek dokuma gerekse örme olsun, kumaşlarda yaygın olarak akrilikipliklerkullanılır.
Yüne benzediğinden şardonlanmaya elverişlidir.
Düşük nem alma yeteneği statik elektriklenme ve pilling gibi problemler yaratır.
Yüksek ışık ve iklim şartlarına karşı direncin gerektiği yerlerdeki tüm örgü veya dokuma kumaş ürünlerinde kullanım yeri bulmuştur.
Bayan veya erkek dış giyim, yer döşemelikleri, ev tekstili (battaniye, halı, perde vb.), hacimli oluşundan dolayı özellikle kazaklarda çok kullanılır.
YALIN ( ÇIPLAK) ELASTAN İPLİKLER
Polimer eriyiğinden lif çekimi sonucu elde edildikten sonra doğrudan kullanılabilen monofilament veya multifilamentli ipliklerdir.
Tekstilde kullanım alanı oldukça sınırlıdır. Bazı örgü kumaşlarda kullanılırlar.
Yüksek fiyatı nedeniyle, elastan liflerinin yalın halde kullanımından kaçılmaktadır.
KAPLANMIŞ ELASTAN İPLİKLER
Tekstil endüstrisinin çok çeşitli ihtiyaçlarına ekonomik bir şekilde cevap verebilmek için elastan liflerin, değişik iplik ve elyaf türleri ile kombine edilerek kullanılması yoluna gidilmiştir. Filament haldeki elastan üzerine çeşitli liflerin sarılması ile kaplanmış yapıdaki elastan ipliklerelde edilir.
Bu amaçlarla üretilen elastan içerikli kombine iplikler, ipliği oluşturan komponentlerin türüne ve üretimde kullanılan sistemlere göre değişen özelliklere sahiptirler.
FİLAMENT İPLİKLER
Bir filament iplik, iplik uzunluğu boyunca devam eden bir veya daha fazla sayıdaki filament liften meydana gelmektedir.
Tek bir filamentten oluşan iplik monofilament,çok sayıda filamentten oluşan iplik ise multifilament olarak bilinmektedir.
Giysi uygulamalarında bir filament iplik iki-üç adet gibi az sayıda filament liften oluşabileceği gibi bu sayı 50 gibi yüksek bir miktarda da olabilmektedir. Örneğin, halı imalatında bir filament iplik yüzlerce liften meydana gelebilir.
Yapay liflerin büyük bir kısmı filament iplik şeklinde üretilmektedir.
İpek filament formundaki tek doğal liftir.
İplik içindeki filamentlerin şekline bağlı olarak filament ipliklerdüz ve hacimli olmak üzere iki gurupla sınıflandırılabilir.
Düz bir iplik içindeki filamentler düzgün bir şekilde uzanırlar ve iplik eksenine paralel bir yerleşimleri vardır.
Bu nedenle düz filament ipliklerde lif yerleşimi birbirine çok yakındır ve düz bir yüzeye sahiptir.
Filamentlerin ya kıvrım aldıkları ya da birbirlerinin içine geçerek karıştıkları hacimli iplikleraynı incelikteki düz ipliklerden daha büyük bir hacme sahiptirler. Hacimli ipliklerin üretimi için ana yöntem teksturedir.
Teksture işlemi filamentlerin uzunluğu boyunca kalıcı kıvrımlar, halkalar ve ilmekler oluşturmak suretiyle gerçekleştirilmektedir.
Teksture ipliklerartırılmış bir hacimliğine sahip oldukları için bu ipliklerden yapılan kumaşların hava ve buhar geçirgenliği düz ipliklerden yapılanlardan daha büyüktür.
Ancak hava yastığı kumaşları gibi düşük hava geçirgenliği gereken uygulamalarda düz ipliklerdaha iyi bir secim olacaktır.
HDPE FİLAMENT İPLİKLERİ
HDPE, yüksek yoğunluklu polietilen (high density polyethylene) anlamına gelmektedir.
Çok yüksek ağırlıklı polietilen başlangıç malzemesi olarak kullanılır.
Lif üretimi için jel çekim prosesi uygulanır. Jel çekim prosesinde moleküller bir solvent içerisinde çözülür ve bir düze vasıtasıyla lifler çekilir.
Çözelti içerisinde katı halde kümeler oluşturan moleküller serbest vaziyette kalırlar ve filamenti oluşturmak için çözelti soğutulduktan sonra bu durumlarını muhafaza ederler.
Liflerin eldesinden sonra uygulanan gerdirme prosesi filament içerisinde çok yüksek bir makro moleküler bir oryantasyon sağlar ve bu da yüksek bir tenasite ve modül oluşturur.
HDPE lifleri farklı uygulamalar için farklı derecelerde üretilir.
Halat üretimi ve kordonlar, koruyucu giysiler ve çarpmaya dayanıklı malzemelerin her biri için ayrı tipte filament iplikleri üretilir.
KARBON FİLAMENT İPLİKLERİ
Karbon lifleri genellikle rayon ve akrilik gibi oncu liflerden yapılmaktadır.
Akrilik lifini karbona dönüştürürken üç aşamalı ısıtma prosesi kullanılmaktadır.
Başlangıç aşamasında akrilik liflerinin okside koşulları altında 200-300 °C’ a kadar ısıtıldığı oksidatif stabilizasyondur.
İkinci aşama ise okside edilmiş liflerin inert bir atmosfer altında 1000 °C civarında ısıtıldığı karbonizasyon aşamasıdır.
Sonuç olarak hidrojen ve azot atomları okside edilmiş liften atılmış olur ve oryante edilmiş fibriller şeklinde yerleşmiş hekzagonal bilezikler formunda karbon atomları kalır.
Son aşama ise grafitleştirme prosesidir.
Burada karbonize edilmiş filamentler tekrar inert bir atmosferde 3000 °C sıcaklığa kadar ısıtılır.
Grafitleştirme bir kristalin tabaka yapısında organize olmuş karbon atomlarının düzgün bir şekilde yerleşimini artırmaktadır.
Bu tabakalar yüksek modüllü liflerin üretimlerinde önemli bir faktör olan lif ekseni doğrultusunda iyi bir şekilde oryante olmaktadır.
Cam lifleri gibi karbon liflerinin de çoğu kırılgandır. İşlenebilirliği iyileştirmek ve liflerin bir arada tutulmasını sağlamak için haşıl kullanılır.
CAM FİLAMENT İPLİKLERİ
Cam yanmayan bir tekstil lifidir ve çok yüksek tensisiteye sahiptir.
Bu lif güç tutuşurluk gereken uygulamalarda kullanılmıştır ve genellikle de binaların izolasyonunda kullanılmaktadır.
Sahip olduğu özellikleri ve düşük maliyetleri nedeniyle cam lifleri büyük ölçüde kompozitlerin takviyelerinin imalatında kullanılmaktadır.
E-cam, C-cam ve S-cam gibi farklı tipte cam lifleri bulunmaktadır.
E-cam lifleri neme karşı büyük dirence sahiptir ve aynı zamanda yüksek bir elektrik ve ısı direnci de bulunmaktadır.Bu genellikle dokuma kumaş formundaki cam takviyeli plastiklerde kullanılır.
C-cam ise hem asitler hem de alkaliler olmak üzere kimyasallara direnci ile bilinmektedirler. Bu tur direnç gerektiren kimyasal filtrasyon çalışmalarında geniş çaplı olarak kullanılırlar.
S-cam lifi de yüksek mukavemetlidir ve kompozit imalatında kullanılır.
Cam filament iplikleri klasik tekstil iplikleri ile karşılaştırıldığında kırılgandırlar.
Sonuç olarak cam lifleri tekstil işlemleri sırasında kolayca kırılabilirler.
Bu nedenle lifler arasındaki sürtünmeyi minimize etmek ve lif demetini bir arada tutmak için uygun haşıllamanın yapılması gerekmektedir.
Dekstrin, jelâtin, polivinil alkol, hidrojenize bitkisel yağlar ve noniyonik deterjanlar genelde kullanılan haşıl maddeleridir.
Cam lifleri ile işlem yapılırken cildin tahriş olmasını engellemek ve cam liflerini solumamak için koruyucu giysi ve maske kullanılmalıdır.
ARAMİD FİLAMENT İPLİKLERİ
Aramid lifi, lifi oluşturan maddenin amid bağlarının en azından % 85’ inin doğrudan doğruya iki aromatik bileziğe bağlandığı uzun zincirli bir poliamid lifidir.
Nomex ve Kevlar Du Pont’ a ait olan ve en iyi bilinen iki aramid lifinin ticari ismidir.
Aramid lifleri yüksek mukavemetli liflerdir.
Bu aramid lifler yüksek sıcaklığa ve birçok kimyasala ve gerdirmeye karşı dirençlidir.
Kevlar aramid
nispeten düşük ağırlığı ve zarar görmeye ve yorulmaya karşı direnci ile iyi tanınmaktadır.
Bu özellikleri nedeniyle Kevlar 49 yüksek tenasiteye sahiptir ve uçak parçaları ve bot imalatına yönelik parçalar dahil olmak üzere birçok kompozitlerin imalatında güçlendirme materyali olarak kullanılmaktadır.
Nomex aramid
ısıya karşı dirençlidir ve itfaiyeci giysileri ile buna benzer alanlarda kullanılmaktadır.
Aramid iplikleri cam ve kevlar gibi diğer yüksek performanslı benzerlerinden daha esnektir ve böylece dokuma, örme veya sac orgu şeklindeki kumaşlar yapım proseslerinde daha kolay bir şekilde kullanılır.
Ancak burada dikkat edilmesi gereken husus, aramid ipliklerinin klasik tekstil ipliklerinden daha mukavim ve daha fazla uzayabilir olmalarına rağmen kumaş üretim işlemlerini zorlaştırabilecekleridir.
KATLI İPLİKLER
Normal tekstil ve hazır giyim uygulamalarında kumaşların çoğunluğunda tek kat iplikler kullanılır.
Fakat özel ipliklerbilhassa teknik ve endüstriyel uygulamalar için yüksek mukavemetli ve modüllü iplikler elde etmek için genellikle katlı ipliklere ihtiyaç duyulur.
Katlı bir iplik iki veya daha fazla tek kat ipliğin tek bir aşamada beraberce bükülmesi ile elde edilir.
Kablo iplikler
iki veya daha fazla katlı ipliğin veya katlı ve tek kat ipliklerin kombinasyonunun beraberce bükülmesiyle üretilmektedirler.
Birkaç tane tek kat ipliğin beraberce bükülmesi, her bir ipliğin üst tabakalarındaki liflerin bağlanmasını iyileştirerek tenasiteyi artırır.
Bu ilave bağlanma, yüzey liflerinin iplik mukavemetine katkısını yükseltmektedir.
Katlı iplikleraynı zamanda daha düzgün daha düz ve daha dayanıklıdır.
Uygun bir tek kat iplik ve katlama bükümü kullanarak kord bezi gibi yüksek mukavemet, düşük esneklik gerektiren uygulamalar için mükemmel bir şekilde dengelenmiş katlı iplikler üretilebilir.
Katlı iplikler için tipik bir proses akışı aşağıda belirtilen aşamalarda yapılır;
1) Tek kat iplik üretimi,
2) Tek kat ipliğin bobinlenmesi ve temizlenmesi,
3) Katlama; katlı büküme uygun bir bobin formatı üzerine istenen kat adedi kadar ipliğin bir arada sarılması,
4) Büküm verme,
5) Bobinlemedir.
Büküm verme iki basamaklı proses ile veya bir ‘’çift büküm’’ makinesi ile gerçekleştirilebilir.
İki basamaklı prosesin ilk aşamasında bir Ring büküm makinesi düşük katlama bükümünün verilmesini ve ikinci aşamada ise bir kelebekli büküm makinesi nihai bükümün verilmesini temin eder.
Ring büküm makinesi yüksek çıkış hızı elde edebilmek için düşük büküm kullanır.
Ring büküm makinesinde kelebekli büküm makinesinde ipliğin gerekli şekilde sağılmasına uygun bir sarım formatı hazırlanır.
Kelebekli büküm makinesinde besleme bobini iğ ile beraber döner ve iplik bobinin üst tarafından alınarak çekilir. Serbestçe dönen bir küçük kelebek iplikle beraber döner ve ipliğin bükümünün aktarılmasını sağlar. Bir çift büküm (two-for one) makinesinde besleme bobini sabit olarak durmaktadır.
İplik bobin üzerinden sağıldıktan sonra iğin ortasından geçirilir ve iğ ile birlikte dondurulur.
İğin her donuşu ipliğin iğin içinde kalan kısmına bir büküm ve aynı zamanda bobinin dışında kalan kısmına (ana iplik balonu) da bir büküm verir.
İplik böylece iğin her dönüşünde iki büküm alır.
Eğer besleme bobini iğin tersi yönde döndürülür ise bu durumda büküm verme miktarı bobin donuş hızı kadar artacaktır.Saurer Tritec büküm makinesi bu prensiple çalışır.
Tritec büküm makinesinde bobin iğ devri kadar bir devir ile fakat aksi yönde döner.
Boylelikle her iğ devrinde üç büküm verilmiş olur. Bobin manyetik olarak tahrik edilmektedir.
Aynı kalınlıktaki iki katlı ipliğin üretimi tek kat bir ipliğin üretiminden çok daha pahalıya mal olmaktadır.
Bu durum yalnızca ilave katlama ve büküm işlemlerinden değil aynı zamanda tek kat ipliğin daha ince üretiminin getireceği maliyet artışından kaynaklanmaktadır.
BUKUMSUZ (YAPIŞTIRMALI) EĞİRME
Ştapel liflerden büküm olmaksızın iplik üretmek için çok sayıda teknikler geliştirilmiştir.
Boylelikle üretimin arttırılmasına çalışılmış ve özellikle bilezik kopça sistemi gibi büküm verme donanımlarından kaynaklanan sınırlamaların önüne geçilmeye çalışılmıştır.
Farklı iplik özellikleri nedeniyle bu teknikler dünya çapında geniş ölçüde ticari acıdan kabul görmemiştir.
Fakat yinede bunlar bir alternatif sunmaktadır ve bazı özel ürünlerin ekonomik bir şekilde elde edilmesinde yararlanılabileceklerdir.
Bükümsüz iplik üretim metotlarının çoğu iplik içerisindeki liflerin bir arada tutulması için genellikle bir yapıştırıcı madde kullanılır.
Bunlardan yüksek hızlarda düşük lineer yoğunluklu ipliklerüretilebilir.
Kumaş oluşturulduktan sonra kullanılan yapıştırıcı madde uzaklaştırılabilir ve liflerin arasındaki bağlantı artık kumaş yapısından ileri gelen kuvvetler ile sağlanır.
Bu tur iplik bükümsüz yapısı dolayısıyla yüksek bir örtücülüğe sahiptir.
Bununla birlikte bu prosesler ilave kimyasal maddeler içerirler ve yüksek bir enerji tüketimi gerektirirler.
İplikler ancak lifler arasında iyi bir tutunma etkisi sağlayabilecek kumaş yapılarında kullanılabilirler.
Bir TNO bükümsüz iplik üretimine örnek; Bu iplik üretiminde fitil daha iyi bir kontrol sağlayan ıslak koşullar altında çekim işlemine tabi tutulur. Daha sonra aktif olmayan bir nişasta aynı zamanda geçici bir mukavemet kazanması için yalancı büküm uygulanan çekilmiş fitile uygulanır. Nişasta daha sonra kurutulacak olan bobinin buharlaşması ile aktif hale gelir. TNO bükümsüz sisteminin bir başka uygulamasında ise ştapel lifleri bir arada tutmak için nişasta yerine 80 °C üzerinde eriyen PVA (polivinil alkol) lifleri kullanılır. Bu aynı zamanda Twilo sistemi olarak da bilinmektedir.
MELANJ İPLİĞİ
Değişik renklerdeki elyafların belirlenen oranlarda karıştırılması ile elde edilen ipliklerdir.
Bu işlem değişik metodlarla gerçekleştirilebilir.
Harman hallaç dairesinde karıştırılabileceği gibi, vigure baskılı kamgarn tops veya bantlardan dublaj yapılarak karıştırılır.
Bir elyaf için uygun olan boyar maddenin diğer elyaf tarafından kabul edilmemesi melanj efektini oluşturur.
Üretimde kullanılacak boyalı elyaf miktarı, iplikten istenen renk özelliğine göre belirlenir.
Genelde kırçıllı, renk değişimli görünümüne sahip olup, dokumada ve örmede kullanılırlar.
Melanj kumaşlar kullanıldığı hammaddenin özelliklerini yansıtırlar.
Kumaşta istenen renk oranları ve tonları iplik sayesinde sağlanır.
Renk değişimli ve kırçıllı görünümü vardır.
Genellikle karışım iplikler kullanılır.
Melanj ipliklerle yapılan kumaşların, modaya bağlı olarak zaman zaman kullanım yerleri artmaktadır.
Ancak en çok kabul edilen kullanım yerleri sweatshirt, t-shirt ve eşofmanlardır.
Bunların dışında erkek ve bayan dış giyiminde yünlü melanj ürünler kullanılmaktadır.
MULİNE İPLİĞİ
Farklı renklerdeki ipliklerin birlikte katlanarak bükülmesi ile oluşan ipliklerdir.
Bu işlem ya ring iplik makinesinde, farklı renkteki fitillerin çekildikten sonra bükülmesiyle ya da tek kat ipliklerin katlanmasıyla elde edilirler.
Verilecek büküm miktarı ipliğin kullanılacağı yere göre ayarlanır.
Muline ipliklerin üretiminde değişik renklerdeki aynı veya farklı elyaf türleri kullanılabilir.
İpliğin özellikleri iplik üretiminde kullanılan elyafın özelliklerine bağlı olarak değişir.
Birbirinden farklı elyaf türleri kullanılarak, kullanım yerine uygun özelliklerde üretilen muline ipliklerdokuma ve örme kumaş üretiminde kullanılır.
Bu kumaşlar genellikle sert tuşeli olup, renk dağılımı homojen olan yüzey görünümüne sahiptir.
Muline iplik kullanılarak üretilen dokuma ve örme kumaşlar dayanıklı yapıları nedeniyle aşınmaya ve sürtünmeye maruz dış giyimde ağırlıklı olarak kullanılırlar.
Dokuma kumaşlardan, takım elbise, ceket, etek gibi; örme kumaşlardan ise kazak hırka gibi ürünler elde edilir.
Fantezi iplikler;
Tek ve çok katlı düz ipliklerden farklı, özel düzensiz bir yapı ve görünüşe sahip olarak, görsel ve yapısal özellikleri ile son ürünün estetik değerini artırmak amacıyla üretilen iplikler olarak bilinmektedir.
Fantezi iplik üretiminin esası, ayırıcı özellikler yaratmak ve bu özellikleri birleştirerek yeni yapılar elde etmektir. Teknolojik olanaklar çerçevesinde fantezi iplik tasarımı ve üretimi için kısıtlayıcı unsurlar yalnızca hayal gücü ve ticari kabul edilebilirlik olmaktadır.
Eski çağlarda tekstilde fantezi yapıların kullanılmış olduğuna dair birçok arkeolojik kalıntıya rastlanmıştır. Eldeki bulgulara göre kumaşta fantezi iplik kullanıldığını gösteren en eski kalıntı M.Ö.1000 yıllarına ait olup, Urumçi’deki mezarlarda bulunmuştur.
1770 yılında Charles Germain de Saint Aubin’in ortaya koyduğu, şönil (tırtıl) iplik üretiminin esasını oluşturan bir yöntem ilk fantezi iplik üretimi girişimi olarak kabul edilmektedir.
Ancak günümüzdeki anlamda fantezi görsel yapılar (effect) içeren iplik üretim teknolojisi 19. yy’ın sonlarından itibaren ortaya çıkmıştır. Bu yıllarda teknolojik gelişmelerin, sürdürülebilir büyüme ve pazar paylarının geliştirilmesi açısından önemi anlaşılmıştır. Yeni tekniklerin yeni pazarlar yarattığı olgusu,
Fantezi iplik alanında, 20. yy’ın son çeyreğinde;
İçi boş iğle eğirme sistemi (hollow-spindle),
Şönil iplik üretim sistemi (chenille)
Ve küçük çaplı yuvarlak örme makinelerinde örülmüş iplik üretimi (chainette) teknolojisinin ortaya çıkması gelişimi hızlandırmıştır.
Fantezi iplikler bir kumaşa moda özelliği kazandırmakta ve bu nedenle düz iplikler kadar olmasa da geniş bir kullanım alanına sahip olmaktadırlar. Moda tasarımcıları fantezi iplikleri çeşitlilik ve farklı bir tarz yaratmak amacıyla kullanmaktadırlar. Genel olarak bu iplikler yapısal ve görünüş olarak estetik ve dekoratif özellikler gerektiren, katma değeri yüksek dokuma, örme kumaşlar ve diğer tekstil malzemelerinin üretiminde kullanılmaktadır.
Bu iplikler için en önemli kullanım alanı;
Bayan dış giyimi olmakla birlikte diğer kullanım alanları çocuk giysileri, erkek ceketleri, örme giysiler, kravat, perde, güneşlik, duvar kaplamaları, döşemelik kumaşlar ve denim endüstrisi olarak sıralanabilir.
Tekstil sektöründe farklı pazarlara ulaşabilmek için özel iplik yapılarının çeşitlenmesi ve farklı üretim sistemlerine uygulanması gittikçe önem kazanmaktadır. Bu ipliklerin, alternatifi olmadığı için bugün olduğu gibi gelecekte de güncel kalması beklenmektedir.
- Ring, yani bilezik ve kopça yardımıyla eğirme, 20 Kasım 1828 tarihinde John Thorp tarafından keşfedilip Birleşik Amerika’da patenti alınmıştır.
- Pamuk iplikçiliğinde senelerce kullanılmış olmasına rağmen İngiliz sistemi eğirme de ancak 1930 dan sonra tatbik edilmeye başlanmıştır.
- Avrupalı imalatçılarca Fransız sistemiyle bundan 20 sene evvel 1910 larda kullanılmaya başlanmıştır.
- Taranmış yün iplikçiliğinde yün eğirmeye ait ilk çalışmalar Amerika’da Whitin Machine Works Whitinsville firmasınca yapılmıştır.
Whitin ring eğirme makineleri Bradford sisteminde Fransız sisteminden daha hızlıdır. Şimdiki durumda bütün kamgarn iplik fabrikalarının ring kullandığı söylenebilir. Bunlarla 3 inch çapında, 11 inch boyunda ve 350 gramlık masuralar elde etmek mümkündür.
Ringde Nm 10-70 e kadar eğirmek mümkündür.
Ring Eğirme Sistemi
- Sistem olarak ring iplik eğirme makineleri yün iplikçiliğinde ve pamuk iplikçiliğinde aynıdır.
- Farklılık küçük istisnalar dışında sadece makine elemanlarının boyutlarındadır.
- Yün iplikçiliğinde, makine elemanları pamuk iplikçiliğindekine nazaran daha büyüktür.
Ring iplik makinesinde
elyaf şerit halinde beslenir, silindirli çekim bölgesinden geçerek kopça ve bilezik yardımıyla büküm ve sarım işlemleri gerçekleştirilir. İplik çıkış silindirlerini terk ettikten sonra, bilezik iğinin merkezi yönünde bulunan bir kopçanın içinden geçip, dönmekte olan masuraya sarılmaktadır. Ana iplik eğirme elemanı iğdir.
Elyaf şeridi aynı anda inceltilerek bükülüp masuralara sarıldığı için kontinü bir sistemdir. Büküm ve sarım birlikte yapılır. Büküm masuranın dönmesiyle verilir. Elyaf şeridi çekim tertibatına girer, çekim silindirleri arasından beslenir ve istenen nihai inceliğe getirilir. İğ, masurayı sabit bir hızla döndürür. Ön çekim silindirlerinin hızı istenen miktarda bükümü ipliğe verecek şekilde ayarlanır. Kops bileziğin etrafında serbestçe kayar. Kopça çekişinin oluşturduğu gerginlik ipliğin masuraya çıktığı hızla sarılmasını sağlar.
Verilen büküm miktarı iğ hızının (kopça hızının) istihsal silindirinin çevre hızına oranına bağlıdır.
Ring iplik eğirmenin avantajları
Ring iplikçiliğinde, eğirmenin başlangıç noktasında olan ön manşondan çıkış noktasında paralelleşmiş olan elyaflar, büküm aldıkları sırada oldukça fazla bir gerilimle karşılaşmaktadırlar. Bu teknolojik olarak, büküm alma sırasında elyafların çok iyi bir şekilde biraraya gelip birbirlerine tutunmaları bakımından büyük avantaj getirmekte, elyaflar arasında meydana gelen yüksek sürtünme kuvvetleri çok iyi iplik mukavemeti sağlamaktadır. Diğer yönden, iplik kopuşları açısından bakıldığında ise dezavantaj getiren bir nokta olarak görülmektedir
Ring iplikçiliğinde çok önemli avantajlardan biri de, elyafların eğirme sırasındaki mükemmel uyumudur. Ring ipliğinin eğirme proseslerinin tümünde, elyaflar yüksek mekanik kuvvetlerin baskısı altında çok iyi bir şekilde kontrol edilmektedir. Çekim bölgelerinde, silindirler ve apronlar, tüm elyafları boylarına bağlı kalmadan, bir uyum içinde olmalarını kontrol altında tutmaktadırlar. Bu nedenle, elyaflar uyumu bozacak herhangi bir şekle girememekte ve sonuçta mukavemeti yüksek iplik üretilmiş olmaktadır. Ring iplikçiliğinin en önemli kilit noktası burasıdır.
Orta ve uzun elyafların eğirilmelerindeki çekim sistemleri, efektif bir şekilde elyafların çekim bölgesindeki hızlarını kontrol ederler. Bu da çekim bölgesinde kontrollü olarak hızlandırılan elyaflardan belirli şartlar altında son derece uniform iplik üretilmesi olanağını sağlar.
Çekim bölgesine verilen elyaf bandı içindeki kısa elyaflar da çekime uğrarlar. Ancak, bu elyafların hızları efektif olarak kontrol altında tutulamamakta olup, üretimdeki elyaf bandı içinde yüzen elyaflar olarak isimlendirilirler. Bu elyafların çekim bölgesindeki, tutma noktaları arasındaki bölgelerdeki hız artışlarına diğer elyaflarla beraber ayak uyduramamaları iplik düzgünsüzlüğüne olumsuz etki etmektedir. Ring iplikçiliğindeki mükemmel elyaf kontrolü, bu iplikçilik sisteminin bütün elyaf tipleri için çok geniş bir numara sahasında kullanılabilmesi imkânını vermektedir. Bu nedenle ring iplikçiliği, işletme esnekliği bakımından son derece mükemmel bir görünüm vermektedir. İplik eğirme sırasında elyafların yüksek bir gerilim altındaki uyumu ve mükemmel elyaf kontrolü, ring ipliğine mukavemet ve düzgünlük açısından büyük avantaj sağlamaktadır. İplik düzgünsüzlüğü ise, ancak kısa elyaf miktarının oranında artma olursa düşme göstermektedir.
Ring iplik eğirmenin dezavantajları
Avantajlarının yanısıra ring iplik makinesinin birtakım dezavantajları da vardır. Bilezik kopça ve hava-iplik sürtünmesi ile kopuşlar fazla olur. Kopuk uç bağlama sorunu vardır. Kopuşlarda ve bağlamalarda zaman kaybı çok fazladır. Kopçadaki yüksek hız ipliğe zarar verir. Masura kapasitesi azdır, enerji maliyeti fazladır.
Ring iplik eğirme işlemi toplam iplik eğirme maliyetinde yandan çok yer tutar. Dolayısıyla enerji maliyeti çok yüksektir.
Ring Eğirme Makineleri
Elyaf şeridinden iplik elde edilen makinelerdir. Daha geniş şekliyle doğal veya sentetik kesikli elyaftan oluşan fitil veya elyaf bandının istenen inceliğe çekilip, büküldükten sonra elde edilen ipliğin masura veya kopsa ya da başka bir patrona sarıldığı makinelerdir. İplik eğirme makinelerinin en yaygın olanları ring (bilezikli) eğirme makineleridir.
Yün iplikçiliğinde kullanılan ring iplik makineleri küçük aksesuar değişiklikleri dışında pamuk iplikçiliğinde kullanılanların aynıdır. Şerit besleme, çekim ve sarım sistemlerinde bir takım farklılıklar vardır.
- Ring iplik makinelerinde hemen her tür iplik üretilmektedir.
- Pamuk, sentetik, kamgam, yarı kamgam ve ştrayhgarn iplik üretilebilir.
- Seyyar vargelden daha prodüktif olan bu makine, daha mukavemetli, ancak daha az yumuşak yün ipliği üretir.
Çeşitli ring iplik makine konstrüksiyonları vardır. Bunlar üretilen ipliğin kalitesi, elyaf besleme şekli ve diğer makine konstrüksiyonlarına göre değişiklik gösterir.
Ring eğirme makineleri genel olarak şu başlıklar altında incelenmiştir:
- Kamgam ring eğirme makinesi,
- Yarı kamgam ring eğirme makinesi,
- Ştrayhgarn ring eğirme makinesi,
- Ring eğirme makinesinde fitil besleme,
- Ring eğirme makinesinde çekim tertibatı,
- Ring eğirme makinesinde iğler,
- Ring eğirme makinesinde bilezik,
- Ring eğirme makinesinde kopça,
- Ring eğirmemakinesinde balonlaşma ve balon ayırıcılar (seperatör),
- Ring eğirme makinesinde domuz kuyruğu(iplik kılavuzu),
- Masura ve kop
Kamgarn Ring Eğirme Makinesi
Yün iplikçilik sisteminde uzun elyaflarla çalışmak söz konusudur. Uzun elyafların inceltilme-sinde yeni çekilmesinde ekartman mesafesi (ön ve arka çekim silindirlerinin elyafı tutma notalar arasındaki uzunluk) daha uzundur. Kamgarn iplikçiliğinde kullanılan ring iplik makinesi klasik ring iplik makinesiyle genel sistem prensibi olarak aynıdır. Fitil beslenir, çekim silindirlerinde inceltilir, büküm verilir ve kopslara sarılır.
Kamgam ring iplik makinesinde kaliteli, ince homojen yapılı, pürüzsüz yüzeyli iplikler üretilebilir.
Yarı Kamgarn Ring Eğirme Makinesi
Yarı kamgam iplikler; kamgam iplikler kadar pürüzsüz, düzgün, parlak değildir. Genel olarak işlem akışı kamgandaki gibidir. Sadece tarama işlemi yoktur. Özellikle yün tipi yapay elyafların eğrilmesinde çok kullanılır. Ştrayhgarnda olduğu gibi özel bir yumak beslemeli sistem yoktur. Yarı kamgam ring iplik makinesine fitil ve bant besleme yapılır. Daha kısa elyafların de kullanıldığı gözönünde bulundurularak çekim sistemleri, ekartman mesafeleri bu doğrultuda düzenlenir.
Fitil beslemeli yarı kamgam ring iplik makinesi, kamgam iplikçilikte kullanılan makineye benzer. Çok bariz fark olmamakla beraber ekartman mesafesinin daha kısa oluşu (çekim silindirlerinin yakınlığı), elde edilen ipliğin kamgam ipliklere göre daha kaba olması dolayısıyla sarım tertibatının daha büyük oluşu gibi birtakım farklar vardır.
Yarı kamgam ring iplik makinesinde bant beslemeliye örnek olarak Fransız NCS firmasının' ürettiği ring iplik makineleri verilebilir. Bu makinelerde Nm l'den Nm 24'e kadar iplikler üretilmektedir. Bu makineden bazılarını örnek olması için incelemekte yarar vardır.
Ring iplik makinesi CF 32 Nm 10 ila 24 arası dokuma halı, döşeme, triko ve örgü iplikleri üretimi için uygundur Aşağıdaki teknik niteliklere sahiptir:
- 75 mm'lik bilezik çapı.
- 105 mm'lik ekartman.
- 350 mm boyda masura.
- Yüksek kalite.
- 10500 devir/dak'ya ulaşan hız. Tek veya bağımsız çift taraflı modelleri vardır.
İki kademeli yüksek çekme imkanı veren çekim bölgesi ile donatılan ring iplik makineleri de vardır. Yüksek performanslı ve yüksek randımanlı olan Cf 32 makinesi aşağıdaki elemanlarla teçhiz edilebilir.
- Çok iyi incelenmiş otomatik takım değiştirme tertibatı.
- Direk bağlantılı otomatik bobin besleme.
- Özel bir veri kaydedici cihazı
Ring iplik makinesi CF 43 Nm 3 ile 14 arası triko, halı, döşeme ve dekorasyon iplikleri için kullanılmaktadır.
Teknik nitelikleri:
Bilezik çapı: 94 mm
Ekartman: 120 mm
Masura boyu: 400 mm
Yüksek kaliteli taç kafa iğ (crown head)
9000 devir/dak gibi yüksek bir hız.
Ring iplik makinesi CF 43 makinesi aşağıdaki özelliklere sahiptir:
- Malzeme kayıplarını azaltan kopma bant durdurucu ile techiz edilen iki bölgeli kollu tip çekim bölgesi.
- Merkezi kumanda,
- Klasik ringlere göre iki misli iğ sayısı,
- Tamamen otomatik takım değiştirme,
- Ring ile bobin makinesi bağlantısı.
Otomatik ve yüksek performanslı teçhizatlarla donatılmış bir makine olarak aşağıdaki etkileri vardır:
- Randımanı arttırma,
- Maliyeti azaltma,
- İşçi maliyetini düşürme,
- Kaliteli iplik üretme,
- Bobin makinesi veriminin önemli bir oranda arttırılması,
- İplik kg maliyetini azaltmak.
Tüm eğirme makinelerinin keten türünü çalışanları da bulunmaktadır.
Ring iplik makinesi CF 29 bilhassa tafting ipliği olmak üzere yarı kamgam Nm l ila 8 ipliklerin imalatına uygundur.
Aşağıdaki özelliklere sahiptir:
- 7500 devir/dak'ya ulaşan yüksek hızlar.
- Yüksek performanslı üç tip çekme bölgesi ile kullanılacak malzemeye uygun seçim imkânı
- Kaliteli iplik
Başlıca özellikleri şunlardır:
- Bilezik çapı: 120 mm
- Ekartman: 160 mm
- Masura boyu: 600 mm
- Taç kafalı iğler
Ştrayhgarn Ring Eğirme Makinesi
Ştrayhgarn iplik üretilen ring iplik makinelerinde daha kaba iplikler üretilir. Yaygın olan makine fitil yumağından besleme yapılarak iplik üretilen sistemdir. Fakat bant beslemeli değişik makinelerde vardır.
Ştrayhgarn iplik üretiminde taraktan direkt fitil yumakları yapıldığı için, ring iplik makinesine bu yumaklar yerleştirilerek fitil beslemesi yapılır.
Daha kaba iplik üretilmesi, iplik sarım tertibatında değişiklikler gerektirmektedir. Kalın ipliğin masurada çabuk dolması sonucunda masura değişiminden doğacak zaman kaybını en aza indirmek için daha büyük masuralar kullanılmıştır.
Emme tertibatı veya vakumlu kopuk toplama sistemi, Ştrayhgarn iplik makinelerinde bulunması gereken standart tertibat haline gelmiştir. Bu sistem kopan fitillerin eğirme bölgesinde toplanmasını, verim silindirlerini sarılmasını önlemektedir. Kopan fitil uçları iplik yörüngesinin uygun bir yerine yerleştirilmiş bulunan kısa hava emme tüpleri vasıtasıyla içeri çekilen hava cereyanına kapılarak emilir ve iplik makinesinin iki tarafındaki kanallardan makinenin bir ucunda toplanarak filtre hücresine gider. Emilen hava filtrelerden geçip iplikhaneye üflenir. Bu tertibat çift iplik meydana gelmesinin, iplik kopmalarına, uçuntu birikmesine mani olur ve iplik makinesinin temiz tutulmasını sağlar.
Ring Eğirme Makinesinde Fitil Besleme
Yün iplikçiliğinde yün iplik eğirme makinelerine elyaf üç şekilde beslenir.
Bunlar;
- Fitil yumağı halinde
- Fitil kopsu halinde
- Bant halinde.
Kamgarn ring iplik makinelerinde fitil kops halinde makineye beslenir.
Yarı kamgarn ring iplik makinelerinde fitil kopsu beslenildiği gibi elyaf bandı da beslenir.
Ştrayhgarn ring iplik makinelerinde fitiller yumak halinde beslenir.
Ring Eğirme Makinesinde Çekim Tertibatı
Ring iplik makinesinde şerit halindeki elyaf topluluğunun inceltildiği kısımdır.
Çeşitli silindir ve çekim tertibatlarından oluşur:
- Besleme silindirleri,
- Çekim silindirleri (taşıyıcı silindirler),
- Manşon (baskı silindirleri) ve apron,
- Temizleme silindirleri.
Besleme silindirleri
Materyalin iplik makinelerine girişini (beslenmesini) sağlayan silindirlerdir. Besleme silindirinden geçtikten sonra fitil artık çekim bölgesine girmiştir.
Çekim silindirleri (taşıyıcı silindirler)
Çekim bölgesinin ait bölümünde bulunan silindirlerdir. Çekim sırasında elyafın kontrol altında tutulmasını sağlamak için bazı kamgam çekme makineleri ile bazı iplik eğirme makinelerinde, başlıca çekme silindirleri arasına yerleştirilmiş olan pozitif tahrikli düz metalik silindir. Bu silindir üstünde birlikte çalışan bir baskı silindiri ile birlikte kullanılır, işlenmekte olan elyafın uzunluğuna göre bir, iki veya üç grup taşıyıcı silindir kullanılabilir.
Bu silindirler baskı silindiri ile elyafın kontrolünü ve çekme silindirlerinin arasına yerleştirilerek tahrik sağlayan düz metalik yapıdaki taşıyıcı silindirlerdir. Elyaf baskı silindiri ile taşıyıcı silindir arasından geçer.
Manşon (baskı silindirleri) ve apron
Baskı silindirleri düzgün bir çekim için önemlidir. Taşıyıcı tarafından sevk edilmekte olan ham maddenin üstünde duran, sürtünme ile tahrik edilen, baskı kuvveti ile yüklenmiş, pürüzsüz, tahtadan, sentetik kauçuk kaplı veya madenden silindirlerdir. Baskı silindirleri bazı kamgam çekme ve eğirme makinelerinde çekim esnasında elyafı çekmek, kontrol altında tutmak için kullanılır.
Çekim tertibatlarında, çekim kayışlarına apron adı verilir. Çekim ve baskı silindirlerinin arasında altta ve üstte bulunur.
Temizleme silindirleri
Baskı silindirlerinin temizleme işlemini yerine getirirler. Baskı silindirlerinin verimini ve hassasiyetini doğrudan etkilerler.
Ring Eğirme Makinesinde İğler
İğ, iplik masurasının takıldığı, masuraya dönmesi için hareket veren, böylelikle iplik sarımını da gerçekleştiren ring makinesinin en önemli elemanıdır. Boyun ve taban kısımlarından yataklanmış şekilde bulunurlar. Bu şekilde 7000 devir/dakika'ya çıkan iğ devri (en eski tiplerde 3000 devir/dakika) rulmanlı yatakların iğlere uygulanmasıyla 25.000 devir/dakika'ya çıkarılabilmiştir. İğlerin daha yüksek hızlara çıkmasını, kopça ve bileziğin sürtünme mukavemeti sınırlar.
İğ hızı arttıkça bütün sistemin titreşimi ve yataklara gelen basınç artar, bunu önlemek için kendi kendini ayarlayabilen özel yataklar geliştirilmiştir. İğlerin diz ile komuta edilen fren tertibatı vardır. İğlerin düzgün çalışması için iğ yataklarının iyi bir şekilde yağlanması ihmal edilmemelidir
İğ hareketi iki şekilde sağlanır;
- Elastik prensip; makinenin her bir yüzünde 2 iğ veya 4 iğ çevrilebilir.
- Direkt dişlilerden gelen hareket.
İğlere hareket genellikle iğ şeritleri ile sağlanır. Bu açıdan makine sistemi ayrılmıştır. Birkaç tamburdan alınan hareket sonsuz iğ şeridi tarafından sisteme ait (genellikle 4 iğ) iğlere iletilir. İğler farklı büyüklükte olup, atkı ve çözgü iğleri ya da kaymalı ve rulmanlı yataklar olarak ikiye ayrılır.
İğlerin tahriki için gerekli enerji miktarı; iğin devir sayısına, yataklama biçimine, yağlamaya, iğ sisteminin ağırlık ve şekline bağlıdır. İğe hareket veren ve ileten ayrıca iğe yataklık eden çeşitli tertibatlar vardır. Bunlardan başlıcaları şunlardır:
- İğ kovanı,
- İğ kasnağı,
- İğ şeridi.
İğ kovanı
Bir iğ ünitesinin içinde, iğin döndüğü yatakları taşıyan bölümüne iğ kovanı denir.
İğ Kasnağı
iğe hareket veren elemanlardan biridir. Bir iğ veya yalancı büküm düzeninde band, kord, kayış veya iple tahrik edilen kasnaktır.
İğ şeridi
İği tahrikleyerek dönmesini sağlayan hareket iletim kayışıdır, iplik eğirme ve büküm makinelerinde olduğu gibi küçük çaplı kasnaklara güç transmisyonu için tasarımlanmış olan ve normal olarak genişliği 50 mm'den fazla olmayan, genellikle yüksek çözgü sıklığında dokunmuş dar kumaştır.
Eski tip iplik makinelerinde iğ tahrikine kaytan kullanılırdı. Yeni makinelerde hız nedeniyle bunların yerini iğ şeritleri almıştır, iğ şeritlerinin genişlikleri genellikle 8-10-12 mm'dir. Her bir sonsuz iğ şeridi tamburlardan aldığı hareketi iğlere aktarır. Poliamid 6 veya 6,6’dan yapılmıştır. Pamuklu şeritler önemini kaybetmiştir. Şerit gerginliği, gergi kasnağı ile sağlanır. Kaymalı yataklarda gerginlik 1000-1200 gr, rulmanlı yataklarda 600 gr. civarındadır. Şeritlerin dikiş yerlerinde pürüz olmamalıdır.
Ring Eğirme Makinesinde Bilezik
İğ etrafındaki kopçanın dönüş yolunu oluşturan kaliteli sert çelikten yapılmış metal çemberdir. Bilezik yüksek bir sürtünmeye maruz kalır. Bileziklerin yüzeyleri kopçadan daha sert yapılmıştır. Kopçanın verimli hareketi için tam yuvarlak olması ve yüzeyinin düzgünlüğü çok önemlidir. Tek ve çift taraflı bilezikler mevcuttur. Çift yüzlü bileziklerin iki yüzü de kullanılabilir.
Çift taraflı bileziklerde kullanılmayan tarafın paslanması sakıncası vardır. İyi bir bakım ile bilezik 5-6 sene dayanır. Bilezik kalınlıkları; flanş l = 3,2 mm flanş 1,5 = 3,7 mm flanş 2 = 4 - 4,1 mm'dir.
Bilezik genişliği (iç çapı) iğ aralığına bağlı olarak 40-60 mm arasında değişir. Bilezikler önceleri dökme demirden şimdi ise ağırlık nedeniyle preslenmiş çelik saçtan yapılan bilezik sehpalarına monte edilmişlerdir
Bilezik rayı (planga)
Bilezikli iplik eğirine makinelerinde, bileziklerin monte edildiği, önceleri dökme demirden şimdi ise ağırlık nedeniyle preslenmiş çelik saçtan yapılan sehpadır.
Ring Eğirme Makinesinde Kopça
Bilezikli (ring) iplik eğirme işleminde, ipliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren, iğle birlikte bükümü sağlayan, bileziğe takılı şekilde hareket eden ve hareketini iplikten alan metalik veya plastik parçadır. Kopça, bilezik üzerinde sürüklenerek hareket eder ve iğ vasıtası ile bükülen ipliği sarılmak üzere masuraya verir.
Kopçaların çift taraflı, tek taraflı, C, N, elips, oval kopça gibi çeşitleri vardır. İyi bir kopçanın; bilezik formuna uygun olması, düzgün satıhlı olması, iyi bir malzemeden yapılmış olması ve uygun ağırlıkta olması istenir.
Kopçalar ağırlıklarına göre numaralandırılmıştır. İpliğin numarasına göre kopçalar değiştirilir.
Ring Eğirme Makinesinde Balonlaşma ve Balon Ayırıcıları (Seperatör)
Balonlaşma
iplik eğirme, katlama, sarma işlemleri sırasında ipliğin balon rehberinin içinden dışarı çekildikleri zaman hareket halindeki ipliklerin bir eğri çizen görünüşüdür.
Kontrol edilmeyen aşırı balonlaşma eğirmeyi bozabilir.
Yeterli iplik sarma hızı ile hareket halinde bulunan iplik, patrondan sağıldığı masurada dönerken bir balon şeklinde görülür. İpliğin sağıldığı bobin sabit olabileceği gibi orijinal sarılış yönünün aksi yönde döndürülebilir.
Bobin sabit olabileceği gibi orijinal sarılış yönünün aksi yönde döndürülebilir. Balonun alacağı şekil aşağıda sayılan faktörlere bağlıdır:
- Bir patronun etrafında dönen ipliğin geçişine etki eden hava direnci,
- Dönmekte olan ipliğe etki eden merkezkaç kuvvet,
- İpliğin numarası ve cinsi,
- İpliğin sarılma hızı,
- Masura uzunluğu.
Ring Eğirme Makinesinde Domuz Kuyruğu (İplik Kılavuzu)
İpliğe rehberlik yapan son eleman iplik kılavuzu, diğer adıyla balonlaşma gözüdür. İplik kılavuzu iplik eğirme, katlama, sarma işlemleri sırasında ipliğin sarıldığı patronun ekseni ile aynı hizada ve üstünde uygun bir mesafede bulunan, iplik balonunun üst noktasını oluşturur.
Masura ve Kops
Elyaf, iplik haline getirildikten sonra çeşitli cisimlere sarılır. Üzerine iplik sarılan bütün elemanlara iplik patronu denir. Ring iplik makinesinde eğirilen ipliğin üzerine sarıldığı iplik patronuna masura, üzerine iplik sarılmış masuraya da kops denir. Ayrıca; sadece iplik değil, örneğin; fitillerin sarıldığı masuralara kops adı verilir.
Kopsun genellikle kağıt bir tüpten oluşan dikey delikli merkezi vardır. İplik makinelerinde masuranın temeli iğe geçirilmiş olan plastik veya kâğıt bir tüp olabilir. Çeşitli ölçülerde ve tiplerde olabilen kopslar iplik eğirmede kumaş üretiminde çeşitli gereksinimlerine uygun olarak üretilir. Boş masura uzunluğu pamuk iplikçiliğinde 20-21-23-24 cm'dir. Bilezik çapına bağlı olarak boş masura ağırlığı 50-80 gr arasındadır. Yünlü sistemde boş masura uzunluğu 35-40-60 cm'dir. Kopslar kendi halinde belirli bir amaçla kullanılacak şekle sahiptir, örneğin; atkı kopsu mekik içine girecek şekildedir.
Renk, kalite ve numara ayrımı için tayin edilen renkli patronlar kesinlikle kullanılmalıdır.
Her çeşit iplik için seçilen ayar ve gerginlik titizlikle muhafaza edilmelidir.
Daire ve makinelerin temizliği sık sık yapılmalıdır.
Otomatik olmayan makinelerde düğümler küçük ve sağlam atılmalıdır.
Bobinlerin boş dönmesi ile ipliğin yıpranmasına meydan verilmemelidir.
Bobinde düzgün sarıma dikkat edilmelidir.
Makinelerin periyodik bakımları muntazam olmalıdır.
Yabancı maddelerin bobinlere karışması. Bu hata genellikle işçinin dikkatsizliğinden kaynaklanmaktadır.
Bobinin düzgün sarılmaması. Bu hata daha çok sarım mekanizmasının arızalı ve ayarsız olmasından kaynaklanmaktadır.
Çok küçük veya büyük bobinler. Bobin çapının ölçü ayarı bozuktur veya belirli ölçüye varan bobinler işçi tarafından çıkarılmamıştır.
Yumuşak sarımlı bobinler. İpliğe gerekli gerginliğin verilmeyişinden kaynaklanmaktadır.
Büyük düğümdeki bobinler. İşçinin usulüne uygun düğüm atmamasından kaynaklanır.
Karışık iplik sarılmış bobinler. İşçi tarafından dikkatsizlik sonucu yapılan hatadır.
Bozuk patronlu bobinler. İşçi hatasıdır ve ileriki işlemlerde karışıklığa neden olur.
Yağlı ve kirli bobinler. İşçi hatasıdır, dikkat ve titizlik ister.
• Çaprazlık açısı
• Sarım açısı
• İplik numarası
• Sarım yoğunluğu ve sarım sertliği
• Bobinin biçimi ve boyutları
• Sarımda iplik uzunluğu
- • Paralel sarım,
- • Çapraz sarımlı makineler
- • Silindirik bobinli,
- • Konik bobinli makineler
- • Pervane kanatlı
- • Yarık kanatlı
- • Yivli silindirli
- • Bobinleme makineleri
- • Kaba sarım
- • Hassas sarım makineleri