C.202.Tek iplik besleme sistemine göre ilmeklerin enine yönde hareket ederek bağlantı yapması ile yüzey oluşturma tekniğine dayalı örmedir.
Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise, gibi dış giysilikler, fanila, külot gibi iç giysilikler, t-shirt, eşofman, sweatshirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.
S.203.Çözgülü örmecilik ne demektir, açıklayınız?
C.203. Çok iplik besleme sistemine göre ilmeklerin boyuna yönde hareket ederek bağlantı yapması ile yüzey oluşturması tekniğine dayalı örmedir. Çözgülü örme sisteminin en önemli özelliği iplik hareketli iğneler sabit olmasıdır. Çözgülü örmede; dokuma kumaşlar kadar stabil, atkılı örme kumaşlar kadar esnek kumaş yapıları elde edilebilir.
Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül, perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.
S.204.Aşağıdaki fotoğraftaki örme makinesi ne tür örme yapar ve adı nedir?
C.204.Atkılı örme kumaş üretir ve adı düz örme makinesidir.
S.205. Aşağıdaki fotoğraftaki örme makinesi ne tür örme yapar ve adı nedir?
C.205. Çözgülü örme kumaş üretir ve adı Çözgülü örme makinesidir.
C.206. Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir.
Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
C.207.Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
S.208.Temel örgü elemanları neledir, yazınız?
C.208.Örme yüzeyi oluşturan temel iplik hareketleri;ilmek, askı ve atlama örgü elemanıolarak isimlendirilir. Temel örgü elemanlarının birlikte kullanılması ile farklı görünümlü örme yüzeyleri oluşturulur
S.209.Atkılı Örmede İlmek görünümleri kaç şekildedir, nelerdir, yazınız?
C.209. Atkılı örmede ilmek görünümleri ilmek bağlantı noktalarında ilmek gövdesi üstte ilmek başı altta veya ilmek gövdesi altta ilmek başı üstte olmak üzere iki şekildedir. Bu görünümlerine göre ilmekler sağ ilmek (düz ilmek) veya sol ilmek (ters ilmek) olarak ifade edilir. Atkılı örmede düz ilmeklerin görüldüğü kısım kumaşın ön yüzü, ters ilmeklerin görüldüğü kısım kumaşın arka yüzü olarak algılanır. Atkılı örmede ilmekler enine yönde bağlantı yaparlar.
S.210. Çözgülü Örmede İlmek görünümleri kaç şekildedir, nelerdir, yazınız?
C.210. Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalıilmek olarak ifade edilir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.
S.211. Atkılı Örmede örücü makine elemanlarının görevi nedir?
C.213. Bir örme yüzeyinin (dokusunun) oluşabilmesi için ipliğe iğne yardımı ile iğnenin hareketine göre verilebilen şekiller üç tanedir.
Bunlar; ilmek, askı ve atlamadır.
En önemlileri ve esas örgü bağlantısını sağlayan ise ilmektir. İlmeksiz bir örme dokusu oluşturmak mümkün değildir. Diğer askı ve atlama iplik hareket şekilleri ise yalnız başlarına bir doku oluşturamadıklarından, ancak ilmek ile birlikte yapılarak örgünün yapısına ve yüzeyine, görünüm, şekil, stabilite ve tutum değişikliklerine etki ederler
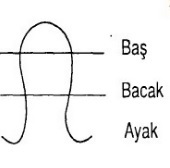
S.214.Aşağıda ilmek şekli görülmektedir. Bu ilmeğin Baş,Gövde ve Ayak kısımlarının nerde olduğunu yazınız?
C.214.
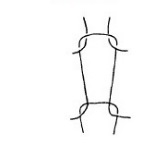
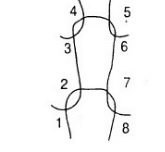
S.215. İlmeğin diğer alttaki ve üstteki ilmekler ile bağlantısında kaç adet bağlantı noktası vardır ve bunu şekil üzerinde yapınız?
C.215. İlmeğin diğer alttaki ve üstteki ilmekler ile bağlantısında ayak ve baş kısmı dörder yerde olmak üzere sekiz bağlantı yeri vardır.
S.216.Temel örme yüzeyleri kaç tanedir, sadece isimlerini yazınız?
C.216.Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre ( RL ), (RR ) ve ( LL ) yüzey olarak ifade edilir.
S.217. ( RL ) Örme Yüzeyleri anlatınız?
C.217. ( RL ) Örme Yüzeyler: Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
S.218. ( RR ) Örme Yüzeyleri anlatınız?
C.218. ( RR ) Örme Yüzeyler: Örme kumaş yüzü sağ ilmek ( R ) tersi sağ ilmek ( R ) görünümlü ise bu yüzeylere ( RR ) örme yüzey denir. Kumaşın iki yüzü de aynı görünür. Çift katlı örme kumaşlar olarak tanınan çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. R/R yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L ilmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz örme makinelerinde çift plakada yuvarlak örme makinelerinde çift plaka ribana ve İnterlok makinelerde üretilen kumaş yüzey çeşitlerini ifade eder.
S.219. ( LL ) Örme Yüzeyleri anlatınız?
C.219. ( LL ) Örme Yüzeyler: Örme kumaş yüzü sol ilmek ( L ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere (LL ) yüzey denir. Kumaşın iki yüzü de aynı görünür Çift katlı örme kumaşlar olarak tanınan genellikle iki ucu kancalı çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. LL yüzeyler enine ilmek sırası bir sıra L ilmek, bir sıra R ilmek olarak oluşur. R ilmek sıraları L ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz ve yuvarlak çift plaka örme makinelerinde iki ucu kancalı dilli iğnelerle üretilen kumaş çeşitlerini ifade eder.
S.220.Makine inceliği ne demektir, anlatınız ve örnek vererek karşılaştırma yapınız?
C.220.Örme makinelerinde makine inceliği, piyasanın bir kısmında makine numarasıolarak ifade edilmektedir. Genel olarak ifade yanlış kullanılmaktadır. Makine numarasıanlamıbakımından makine inceliği ifade ettiğinden, örme makineleri, makine inceliğine göre çeşitlenir.Makine inceliği, 1" (1 inch)’ teki iğne sayısına eşittir.Plaka üzerinde 1 inch (inç) mesafedeki iğneler sayılarak makine inceliği tespit edilir. Tespit edilen makine incelikler fein (fayn) veya gauge (geyç) olarak isimlendirilir.Yuvarlak örme makinelerindefein “E” harfi iledüz örme makinelerindeise gauge “G” harfi ile gösterilmektedir. Örneğin; 22fein = 22E, 28fein = 28E, 12gauge = 12G vb. olarak gösterilmektedir. 20E 1"’ te (2,54cm’de) 20 adet veya 10G 1"’te 10 adet, iğne olduğunu göstermektedir. Makine inceliğini ifade eden rakam büyüdükçe 2,54 cm’deki iğne sayısı artar, azaldıkça 2,54 cm’deki iğne sayısıazalır.
S.221. Düz örme makinelerinde kullanılan incelikler giysileri (çok kalın giysiler için - Kalın giysiler için - İnce giysiler için - Çok ince giysiler için ) özelliğine göre yazınız?
C.221.El örgüsü görünümünde çok kalın giysiler için: E 2-5Kalın giysiler için: E 5-7İnce giysiler için: E 7-10Çok ince giysiler için: E 10-12 dir
S.222. Tek yataklı Yuvarlak örme makinelerinde kullanılan incelikleri yazınız?
C.223.Dış giysilikler için: E 7-34 -İç giysilikler için: E 18-32 - Jakarlı yapılar için: E 5-32 - 3 iplik futter için: E 12-28 - Havlu yapılar için: E 7-28 -Uzun havlı yapılar için: E 5-22 -Erkek-bayan-çocuk çorapları için: E 13-24 - İnce bayan çorapları için: E 26-36
S.224. Çift yataklı Yuvarlak örme makinelerinde kullanılan incelikleri yazınız?
C.224.Dış giysilikler için: E 7-42 - İç giysilikler için: E 10-22 - Jakarlı yapılar için: E 5-30 - Transfer desenli yapılar için: E 12-16 - Erkek-bayan-çocuk çorapları için: E 6-21
S.225.Örme makinesinde taksimat ne demektir?
C.225.Bir iğnenin çalışması için gerekli olan mesafenin milimetre olarak ifadesidir. Bir iğne yatağı üzerinde yan yana duran iki iğnenin merkezleri arasındaki mesafe olarak da tanımlanabilir.
S.226.İplik numarasının örmecilikte etkisi nedir, yazınız?
C.226.üretimde kullanılacak ipliğin numarası, makinenin çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en büzülmesini direkt olarak etkiler. İnceliği yüksek olan makinelerde daha ince, daha düzgün ve stabil yapılar elde edilir.
Yazan %AM, %06 %323 %2017 %09:%May Okunma 4501 defa