Elektronik düz örme makineleri iskelet, örücü elemanlar ve örmeye yardımcı elemanlar olarak incelenir.
Triko makinelerinde makinelerin genel görünümünü meydana getiren bölüm ana gövdedir. Makinenin iş gören tüm makine elemanlarını üzerinde taşıyan hareketsiz ve genel yapısı aynı olmakla birlikte farklılıklar gösteren ana elemandır.
Makine iskeletinin özellikleri şu şekilde sıralanabilir:
- 1-Çalışma sırasındaki titreşimleri örme elemanlarına iletmemelidir.
- 2-Kumaşın makinenin altından alınması sırasında çalışana kolaylık sağlayacak dizaynda olmalıdır.
- 3-Makine yüksekliği, çalışan elemanların örme hareketlerini görebilecekleri şekilde dizayn edilmiş olmalıdır.
- 4- İskeletin dizaynı hareket verme ve iletme elemanlarının hareketini engellemeyecek şekilde yapılmalıdır.
- 5-İşçi ve iş güvenliğini etkilemeyecek şekilde dizayn edilmelidir.
MAKİNENİN BESLEME BÖLÜMÜ
Makinenin besleme kısımları aşağıdaki gibidir.
Çardak
Bobin sehpası üzerine dizilen bobinlerden gelen ipliklerin kontrollü şekilde üst ve yan çardaktan (yan gergi) geçirilerek mekiğe sevkini sağlayan makine elemanıdır. Üç kısımdan oluşur.
Bobin Sehpası
Bobin sehpası iplik bobinlerinin makine üzerinde dizildiği üst kısımdır. İpliklerin üst çardağa sevk işlemi sırasında düzgün bir şekilde yerleştirilmesine yarar.
Üst Çardak
Bobin sehpasından gelen ipliklerin yön verici ve kontrol tertibatlarından düzgün bir şekilde geçmesine yardımcı olur.
Yan Çardak (Yan Gergi)
Üst çardaktan gelen ipliklerin örgü sırasında kafanın hareketi ile mekiğin geri dönüşlerinde ipliğin gerginliğini koruyan bir tertibattır. Ayrıca bu tertibat yardımıyla iplikler yön vericilerden geçirilerek mekiklere düzgün bir şekilde sevk edilmiş olur.
MAKİNENİN ÖRME BÖLÜMÜ
Örme işleminin gerçekleşmesindeki yardımcı elemanlar şunlardır:
İğne Yatağı (Plaka)
Üzerinde makine inceliğine göre kanallar bulunan ve bu kanallar içinde iğne ve platinlerin hareket etmesine olanak sağlayan sertleştirilmiş çelikten imal edilmiş makine elemanıdır.Elektronik triko makinelerinde iki adet iğne yatağı bulunabildiği gibi dört iğne yataklı makineler de bulunmaktadır.Dört plakalı makinelerde sonradan eklenen plakalar, transferli ürünlerin çalışılmasında kolaylık sağlamakta ve parçanın çıkış süresini düşürdüğünden tercih edilmektedir.
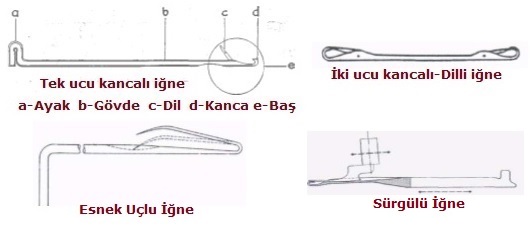
İğne –Platin
İlmek oluşumunu ve ilmeklerin birleştirilmesini gerçekleştiren temel örgü elemanlarına iğne denir. Platin, elektronik makinelerde çelikten aldığı hareketi iğnelere ileten elemandır. Platinler, iğne platini ve seçici platin olarak ikiye ayrılmıştır. İsimlerinden de anlaşılacağı gibi iğnelere hareket ileten platine iğne platini; yapacağı harekete göre iğne seçimi yapılmasını sağlayan platine de seçici platin denir.
Semer (Kafa)
Semer, paletlere sabitlenmiştir. Adım motorlarından alınan hareketle paletler, semeri plaka boyunca taşır. Adım motorları semerin istenilen noktadan (turunu tamamlamaya gerek kalmadan) geri dönüşünü sağlamaktadır. Üzerinde mekik tulumbalarını, çelik plakasını (tablasını), ayar motorlarını, iğne stobunu, fırçaları, may bastırıcılarını bulunduran ve çalışma esnasında mekikleri örgü alanı boyunca taşıyan makine elemanıdır.
Elektronik triko makineleri
tek ve çift semerli makineler olmak üzere ikiye ayrılır. Semerler, ayrı ayrı çalışabildiği gibi birlikte de çalışabilir. Uzun makinelerde daha fazla üretim yapabilme adına aynı anda iki ayrı parça örebilmek için semerler ayrı ayrı çalıştırılabilir. Semerlerin birbirinden ayrı çalışmasına “tandem” denir. Düz geniş ende parça örmek için kuşak adı verilen demir parça ile semerler birleştirilir. Semerlerin birleştirilmiş şekilde çalışmasına “birleşik kafalı” denir. Böylece tek semer gibi çalışabilir.
Çift semerli makineler 1+1 = 2 sistemli
2+2 = 4 sistemli
3+3 = 6 sistemli makinelerdir.
Çelikler (Kilit Tertibatı)
Düz örme makinelerinde çelikten yapılmış bir tablanın (plakanın) üzerine monte edilen, tek tek yukarı - aşağı hareket edebilen, iğnelerin örme tipine uygun olarak seçilmesini ve ilmek sıklığını verebilmek için iğnelere baskı uygulayan, sert çelikten imal edilmiş makine elemanlarıdır.
Çeliklerin görevleri
- 1-İğnelerin seçilmesini sağlar.
- 2-Seçilen iğneleri hareket ettirir.
- >> İğnelerin tam hareketi ile ilmek oluşturur.
- >>İğnelerin yarım hareketi ile askı oluşturur.
- >>İğnenin hiç hareket etmemesi ile atlama oluşturur.
- 3- İğnenin ilmek sıklığına göre çekimini sağlar.
Yaptıkları işleme göre çelikler
- 1-Örücü çelikler
- 2-Seçici çelikler
- 3-Ayar çelikleri
- 4-Aktarma (transfer) çelikleri
- 5-Makine özelliğine ve örgü tipine göre değişen özel amaçlı çelikler
Mekikler ve Mekik Rayları
Mekikler
Çardaktan gelen ipliği, iğne ağzına besleyen makine elemanlarına mekik denir. Elektronik düz örme makinelerinde dört çeşit mekik kullanılır.
>>> Normal (düz) mekik
Düz örme kumaşların örülmesinde kullanılan mekik çeşididir.
>>>Vanize mekik
Makinede örülen parçanın önünde ve arkasında farklı renk görülmesi için kullanılan mekiktir. Mekiğin uç kısmında iki delik bulunmaktadır. Deliklerden biri orta kısımda yuvarlak, diğeri ise bu deliğin çevresini yarım daire şeklinde çeviren deliktir. Orta kısımdaki delik, kumaşın ön yüzeyinin rengini oluşturur. Yarım daire şeklinde olan, bölüme beslenen iplik ise arka yüzeyin renk görünümünü oluşturur.
>>>İntersia mekik
Kumaşların örülme sırasında kullanılan, örme işlemi bittikten sonra sağa ve sola eğilebilen mekiktir.
>>>Split mekik
Tüm makinelerle kullanılmamakla birlikte transferli işlemlerde aynı anda örme işlemini de yapmaya yarayan mekiklerdir. Normal mekik ile arasındaki fark, mekik takozundaki boşluğun daha geniş olmasıdır.
Mekik rayları
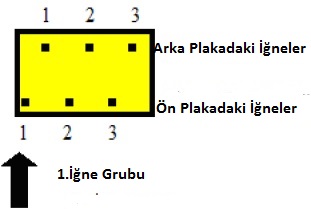
Mekikler semer tarafından örgü alanı boyunca mekik rayı üzerinde hareket ettirilir. Düz örme makinelerinde dört mekik rayı vardır. Her rayda sağda ve solda olmak üzere ikişer mekik bulunmaktadır. Bu mekiklere 1A ve 1B mekiği denilmektedir.
Bir ray üzerinde rayın önünde ve arkasında olmak üzere ikişer kanal bulunmaktadır. Mekik raylarına takılan mekikler makineciye en yakın raydan uzağa doğru sayılarak numaralandırılır. Birinci rayda bir ve iki numaralı mekik, ikinci rayda üç ve dört numaralı mekik, üçüncü rayda beş ve altı numaralı mekik, dördüncü rayda yedi ve sekiz numaralı mekik bulunmaktadır.
Mekiklerin dizilişleri nedeniyle iğne yatağına uzaklığı değişmektedir. Bu mesafenin ortadan kaldırılması için mekiklere iğne yatağına doğru farklı açılar verilmiştir.
1 numaralı mekik ve 8 numaralı mekiğin,
2 numaralı mekik ve 7 numaralı mekiğin,
3 numaralı mekik ve 6 numaralı mekiğin,
4 numaralı mekik ve 5 numaralı mekiğin iğne yatağına iniş açısı aynıdır.
Mekiklerin eğimi göz önüne alınarak çalışacak mekik seçimi yapılmalıdır. Ayar farklılıkları gözlenebilir. En sık kullanılacak mekik, iğne yatağına dik gelen mekiklerden seçilmelidir.
Mekik Tulumbaları
Semerin köprü kısmında bulunan, semerin hareketi ile mekiklerin seçimini ve taşınmasını sağlayan mekanizmalara mekik tulumbası denir. On altı adet elektronik seçici tulumbadan oluşur. Çalışacak olan mekiğin takozundaki boşluğa düşerek mekiğin taşınmasını sağlar.
Fırçalar
Semer üzerinde ön ve arka plaka iğnelerine müdahale etmek için her sistemde iki adet fırça bulunur. Örgüye kalkan iğnelerin iğne dillerinin açılmasına yardımcı olan ve iğneleri örgüye hazırlayan makine elemanıdır.
Desenlendirme Tertibatı
Elektronik düz örme makinelerinde desen işlemi bilgisayar yazılımı ile gerçekleştirilmektedir. Her üretici firmanın kendine özgü desenlendirme yazılımları vardır. Bu desen yazılımlarının makinede uygulanabilmesi için makine üzerinde aşağıdaki tertibatlar bulunmaktadır.
- >>> İğne seçim tertibatı:
- Çalışılan desende isteğe bağlı olarak iğnelerin örme hareketleri ile desenlendirme yapabilmesi için seçme işlemi yapan tertibattır.
- >>> Çelik hareket tertibatı
- Seçilen iğnelerin örgüye göre hareketini sağlayarak doku oluşmasını sağlayan tertibattır.
- >>> Mekik seçim tertibatı
- Renkli ipliklerle yapılan desenlendirmelerde desen programında belirlenmiş mekiği seçen ve taşınmasını sağlayan tertibattır.
- >>> Plaka hareket tertibatı: Ön ve arka iğne plakasının sağa ve sola hareket etmesini sağlayan tertibattır.
KUMAŞ ÇEKME VE SARMA TERTİBATI
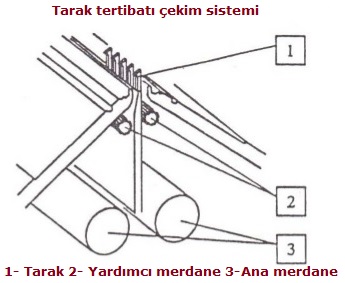
Örme makinelerinde örme dokusunun oluşabilmesi için çekim olması gerekir. İplik örüldüğü kadar çekilir. Çekildiği kadar örülür. Bu çekim şekline pozitif çekim denir. Elektronik düz örme makinelerinde çekim işlemi ana merdane, yardımcı merdane takviyeli ve tarak takviyeli merdane yardımıyla gerçekleştirilir. Çekim işlemi ile ilmek sıklığı ayarlanır, rahat ilmek oluşturulur, kumaşın örme bölgesinden rahat bir şekilde aşağı inmesi sağlanır. Ana merdane, tüm makinelerde bulunmaktadır. Kumaşı aşağıya çekerek ilmek oluşumunu sağlar. Yardımcı merdane ve tarak, ana merdaneye ek olarak kullanılır.Yardımcı merdane, iğne yatakları arasındaki boşluğun hemen altındadır. İğne plakası ile ana merdane arasındaki kısmi çekimi sağlar. Kullanımındaki amaç, parça başlangıçlarındaki rahatlık ve attırmalı eksiltmeli ürünlerde parçanın çekim dolayısıyla ilmek boylarının düzgünlüğünü sağlamaktır.Tarak, iğnelerin ağzında ilmek yokken rahat bir şekilde örgü alanı boyunca çekimi gerçekleştirir. Parça ana merdaneye ulaşınca görevi biter.
Düz örme makinelerinde motorun çalışması tüm örme işlemlerini denetleyen, kontrol altında tutan ve birbirleri ile uyum içinde çalışmasını sağlayan beyin görevini üstlenmiş kısımdır. Kumanda donanımlarının görevleri şunlardır:
- 1-Mekikleri seçilmek ve değiştirmek
- 2-Desenlendirme donanımlarının hareketlerini yönlendirmek
- 3-Örücü elemanları seçmek ve hareket ettirmek
- 4-Dokuyu çekmek
- 5-Makinenin hızını ayarlamak
KONTROL VE GÜVENLİK SİSTEMLERİ
Düz örme makinelerinde kontrol ve güvenlik sistemleri, makine ve çalışanlar için birbirlerini tamamlayan sistemlerdir.
Kontrol sistemleri, kendisinin ve ürünün güvenliğini sağlayan sistemlerdir. İnsan ve çevre sağlığını güvence altına almak için makine üzerine eklenen parçalarla bir güvenlik sistemi daha oluşturulmuştur. Bunlar; üst, yan, arka koruyucu kapaklar ve toz emici sistemlerdir.
- 1-Üst koruyucu kapak: Çalışma esnasında plaka üzerine herhangi bir şeyin düşmesini engellemek amacıyla kullanılan şeffaf hareketli kapaktır.
- 2-Yan koruyucu kapak: Üzerinde yan çardağı bulunduran, oluşabilecek kazaları önlemek amacıyla kullanılan kapaklardır.
- 3-Arka koruyucu kapak: Makinenin arka tarafında bulunan motor ve palet kayışların hareketi sırasında oluşabilecek herhangi bir iş kazasını engellemek amacıyla kullanılan kapaktır.
- 4-Toz emici sistem: Örme bölgesinden vakum sistemiyle iplik uçuntularını belli bir haznede toplayan böylece makinenin ve ürünün temiz kalmasını sağlayan sistemdir.
Kontrol ve güvenlik sistemleri, ışık ve sesle uyararak çalışanın ve makinenin güvenliğini sağlar.
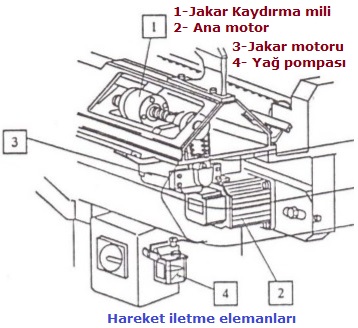
HAREKET VERME VE İLETME ELEMANLARI
Elektronik düz örme makinelerinde hareket, servo (adım) motorları vasıtasıyla hareket iletme elemanlarına iletilir.Motordan alınan hareket, hareket iletme elemanları olan kayış, kasnak ve paletler vasıtasıyla semere iletilir.
ELEKTRONİK DÜZ ÖRME MAKİNESİNDE BAKIM
Triko makinelerinde uygulanan bakım teknikleri, makinenin ömrünü uzattığı gibi hatasız, kaliteli ve hızlı ürün elde etmede önemli rol oynar. Bakımın istenilen sonuçları vermesi, makinelere önerilen zamanda, şekilde ve malzeme ile (yağ, temizlik bezi, kompresör vb.) yapılan bakımla mümkündür.
Triko makinelerinde bakım; günlük, haftalık, aylık, altı aylık ve yıllık olarak yapılır. Bakımın zamanında ve gerektiği gibi yapılmaması hatalı ürün, makine arızaları ve maliyetin artması gibi sonuçlar doğurduğundan ihmal edilmemelidir. Makine bakımında şartlandırıcılı kompresör vakum sisteminin kullanılması daha uygundur.
Düz örme makinelerinde ince yağ, kalın yağ ve gres yağı kullanılır. İnce yağ, plaka üzerindeki iğne kanallarının temizlenmesini, iğnelerin kanallarda rahat hareket etmesini sağlar. Ayrıca mekik raylarının, iğne ve platinlerin temizlenmesi sırasında da kullanılır.
Kalın gres yağ, makinenin hareketli aksamlarına (dişlilere, rulmanlara …) sürülür. Kalın yağ, iğne ve platin topuklarına sürülerek çalışma sırasındaki sürtünmeden doğan aşınmaları engellemek amacıyla kullanılır.
Ortamda paslanmaya direnç gösterici katkılar yoksa kimyasal paslanma meydana gelebilecek aşınmalar söz konusu olacaktır. Pas önleyici katkılar, sistemin herhangi bir parçasının paslanmasını yani metal yüzeyi ile havanın herhangi bir temasıyla metalin zarar görmesini önleyecektir.
Yağlar
iğne kanallarının sürekli temiz tutulmasında, makinedeki titreşim ve gürültünün en aza indirilmesinde, iğne ve platinlerin kullanım sürelerinin artırılmasında, makinede sürtünmeden dolayı oluşan ısının azaltılmasında, paslanmaya karşı dayanıklılıkta, makine parçalarının üzerinde daha az aşınma sağlamasında kullanılır.
Ortamda paslanmaya direnç gösterici katkılar yoksa kimyasal paslanma meydana gelebilecek aşınmalar söz konusu olacaktır. Pas önleyici katkılar, sistemin herhangi bir parçasının paslanmasını yani metal yüzeyi ile havanın herhangi bir temasıyla metalin zarar görmesini önleyecektir.
Yağlar;
iğne kanallarının sürekli temiz tutulmasında, makinedeki titreşim ve gürültünün en aza indirilmesinde, iğne ve platinlerin kullanım sürelerinin artırılmasında, makinede sürtünmeden dolayı oluşan ısının azaltılmasında, paslanmaya karşı dayanıklılıkta, makine parçalarının üzerinde daha az aşınma sağlamasında kullanılır.
Düz örme makinelerinde iğne yatakları, jakar mili, mekik rayları yağlama işlemine tabi tutulur. İki çeşit yağ kullanılmaktadır. İnce yağlar temizlik, kalın yağ ise sürtünmeden kaynaklanan aşınmayı engellemek için kullanılır.
Yağlama işlemi iki şekilde yapılmaktadır:
Elle yağlama işlemi yağdanlıkla iğne yatakları, mekik rayları, kızaklar ince yağ ile yağlanır. Yağdanlıklar el makinelerinde kullanılan yağdanlıklarla aynıdır.
Yağ pompası ile kafanın altındaki çelik tabla yağlanır. Yağlama, makineci tarafından yağ pompasının kolunun çekilmesiyle gerçekleştirilir. Bu işlem, düzenli aralıklarla yapılır. Makineye göre farklılık gösterir.
Düz örme makinelerinin bakımı yapılırken alan ortak dersinde görülen el aletleri kullanılır. İlave olarak örme makinelerinin plaka üzerindeki iğne bıçaklarını çıkarmak için takoz denilen alet kullanılır.
Takoz
Elektronik triko makinelerinde iğne plakasından iğne ve platinleri söküp takmak için bıçakların açılması gerekir. Takoz, bıçakların açılması veya çıkarılması için kullanılan el aletidir. Şekillerinde farklılık gözlense bile aynı iş için kullanılır.
Düz örme makinelerinde makinelerin kullanım ömrünü artırmak, arızalanmaları en aza indirmek ve üretim verimliliğini artırmak için bakım yapılır. Makine üzerinde meydana gelen küçük arızalar önceden kontrol edilir ve büyük bir arızanın oluşmasına meydan vermeden sorunlar giderilir. Bu kontroller aşağıda belirtilen bakımlarla yapılır:
Günlük bakım
Günlük bakım, işletmelerde vardiyayı teslim alan kişi tarafından yapılmalıdır. Eğitim amaçlı kullanılan makinelerde atölye dersi başlangıcında günlük bakım yapılmalıdır. Günlük bakımın yapılma amacı, makinenin iğne ve platinlerini kontrol etmek ve çalışmadan oluşan iplik uçuntularını temizlemektir.
- 1-Şartlandırıcılı kompresör ile çardak, bobin sehpası, koruyucu kapak üstüne hava tutularak toz ve iplik uçuntularından arındırılır. Hava tutma işlemi yapılırken çardakta takılı olan ipliklerin yerlerinden çıkarılmamasına ve çardak ayarlarının bozulmamasına özen gösterilir. Şartlandırıcılı kompresör, havadaki neme göre ayarlanabilir. Diğer kompresörlerin aynı anda su ve havadaki nemi püskürtmesi nedeniyle makinenin metal aksamlarında paslanma meydana gelir.
- 2- Hava ile temizleme işlemi bittikten sonra temiz pamuklu bir bez ile silinir. Bu işleme kaba temizlik denir. Pamuklu bezler, emicilik özelliğine sahiptir. Pamuklu bez yerine üstüpü de kullanılabilir.
- 3-Emici bez yardımıyla mekikler, mekik rayları, semer, semer kızakları, may bastırıcıları, rulmanlar, iğne yatakları silinmelidir. Bu temizleme sırasında tozlar, havlar ve bunlarla karışmış yağ kalıntılarının makinenin örme işlevini yerine getiren parçalardan uzaklaştırılması sağlanır.
- 4-İğne başının (kanca) temizlenmesi için iğneler yukarı doğru kaldırılarak hava püskürtülmelidir. Bu işlemle iğnenin diğer kısımlarında olabilecek artık yağ ve hav kalıntıları temizlenmiş olur.
- 5-Mekik rayları ve plakalar üzerindeki kirli yağ, temiz bir bezle silindikten sonra makine markasına göre tavsiye edilen yağ ile yağlanmalıdır. Bu yağlama işlemi fırçalı veya pompalı yağdanlık ile yapılabilir. Temizlik sırasında yukarı kaldırılan iğneler, yağlama işlemi yapılırken plaka hizasına indirilir. Bazı örme makinelerinde iğne, platin, seçici ve çeliklerle iğne yollarında sürtünmeye maruz kalan bölgelere az miktarda beyaz gres yağı sürülür.
- 6-Koruyucu kapakların içi ve dışı silinerek kapaklar kapatılır.
- 7-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
- 8-Merdane ve merdane baskı vidalarındaki dolanmış iplikler de temizlenmelidir. Bu sadece temizlik değil her zaman dikkat edilmesi gereken bir işlemdir.
Haftalık Bakım
Her hafta sonu makinelere bakım yapılmalıdır. Haftalık bakımda, günlük bakımda yapılan temizliğin haricinde farklı işlemler yapılır.
- 1-Çardak, bobin sehpası, koruyucu kapak üstüne hava tutulduktan sonra bezle silinir.
- 2- İğneler yukarı kaldırılıp hava tutularak temizlenir.
- 3-Semer, makinenin sol tarafına çekilerek semerin altı görünecek şekle getirilir. Semerin altında monte edilmiş olan çelik tablasına hava tutulur. Bu işlemle örgü çeliklerinin iğne yollarına giren hav ve yağ kalıntıları temizlenmiş olur.
- 4-Mekik rayları ve plakalar üzerindeki kirli yağ, temizlenir ve yağlanır.
- 5-Fazla yağın süzüldüğü yağ kanalları üstüpü yardımıyla temizlenir.
- 6-Seçici göz rayı, basınçlı hava ile temizlenir. Koruyucu kapakların içi ve dışı silinir, kapaklar kapatılır.
- 7-Merdanedeki ve merdane baskı vidalarındaki dolanmış iplikler temizlenir.
- 8-Parça sepeti silinerek temizlenir.
- 9-Makine dolapları sökülerek temizlenir.
- 10-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
Aylık Bakım
Aylık bakımda aşağıdaki işlemler yapılır:
- 1-Çardak, bobin sehpası, koruyucu kapak üstüne hava tutulur, sonra bezle silinir.
- 2-İğneler yukarı kaldırılıp hava tutularak temizlenir.
- 3-Kafa (semer) sökerek temizlenir.
- 4-Mekikler ve mekik stopları sökülerek temizlenir.
- 5-Mekik rayları ve plakalar üzerindeki kirli yağ temizlenir ve yağlanır.
- 6-Fazla yağın süzüldüğü yağ kanalları üstüpü yardımıyla temizlenir.
- 7-Seçici göz rayı, hava püskürtülerek temizlenir.
- 8-Koruyucu kapakların içi ve dışı silinir, kapaklar kapatılır.
- 9-Merdanedeki ve merdane baskı vidalarındaki dolanmış iplikler temizlenmelidir.
- 10-Parça sepeti silinerek temizlenir.
- 11-Makine dolapları sökülerek temizlenir.
- 12-Makinenin kart panosu, zarar vermeden hava tutularak temizlenir. Bu işlemin teknik servis tarafından yapılması uygundur.
- 13-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
- 14-Makinenin emme tertibatı ve kompresörü kontrol edilir.
- 15-Makinenin terazisi kontrol edilmelidir.
Yıllık Bakım
Yıllık bakımı makinede çalışan işçi ustabaşı ve teknik servis elemanı beraber yapmalıdır.
Yıllık bakım, 12 ayın sonunda yapılabildiği gibi altı aylık dilimlerin sonunda da yapılabilir. Tavsiye edilen altı aylık dilimler hâlinde yapılandır. Bu bakım, diğer bakımlarla herhangi bir ilişkisi olmadan yapılır.
- 1-İğneler ve tüm platinler iğne yatağından sökülerek tek tek temizlenir. Bu temizleme işlemi gaz yağı veya üretici tarafından tavsiye edilen kimyasallar ile yapılır. Uygun olanı yağ ile yapılanıdır. Çünkü diğer temizleyiciler çeliği sertleştirir, yağın böyle bir etkisi yoktur.
- 2-İğne plakasının üstündeki parçalar söküldüğü için plakanın temizlik işlemi yapılır. Plaka, makine üzerinde temizlenebileceği gibi sökülerek de temizlenebilir.
Temizlik işlemi sırasında öncelikle yağ ile birleşmiş pisliğin plakadan uzaklaştırılması için yağ çözücü kullanılır. Daha sonra yukarıdan aşağıya hava tutularak iğne kanallarındaki yağların pisliklerle birlikte süzülmesi sağlanır.
- 3-Temizlik işleminden sonra iğne plakası tekrar yağlanır.
- 4-Yağ kanalları temizlenir.
- 5-Parça sepeti sökülür. Üstteki ve alttaki flüoresanlar sökülüp temizlenmelidir.
- 6-Tüm çelikler ve ayar motorları sökülerek temizlenir. Malzemelerin deforme olup olmadığı kontrol edilir. Temizlenen parçalar yerine takılarak gres yağı ile yağlanır.
- 7-Jakar motoru ve vidalı mil koyu gres yağı ile yağlanmalıdır.
- 8-Merdane ayarları, merdane lastikleri kontrol edilerek aşınan veya özelliğini yitiren lastikler yenisi ile değiştirilir.
- 9-Elektronik kartlar bir uzman tarafından sökülerek hava ile temizlenir.