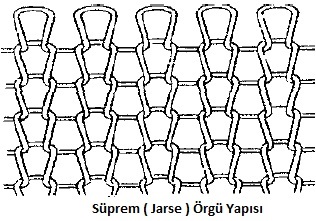
Örme kumaşların en önemli avantajı kullanım rahatlığı ve kullanım sonrasında görünümlerinin bozulmamasıdır. Örme kumaşları oluşturan ilmek yapıları kumaşın esneme ve geri toplanma dayanımında önemli rol oynar. Fakat bu ilmek yapılarındaki dengesizlik may dönmesi adı verilen örgü kumaş hatasına yol açar.
May dönmesi örgü kumaşların görünüm kalitesini etkileyen en önemli faktörlerden biridir. Kumaşın yuvarlak örme makinesinde tüp formunda örülmesi ilmek çubuklarının makinenin dönüş yönüne bağlı olarak sağa ya da sola eğilmesine neden olur. Bunun sonucu olarak teorik olarak may ve çubuk birbirine dik olması gerekirken çubukların may ile yaptıkları açı değişir. Bu açının ölçülmesi sonucu da örgüdeki dönme miktarı hesaplanmış olur. Örme kumaşların popülerliği vücudun seklini alması, yumuşak tutumu, hacimli yapısı ve düşük gerilim altında yüksek esneme kabiliyetine sahip olmasıdır. Örgünün bu yapısını etkileyen en önemli faktör İpliğin yapısıdır.
Genellikle örgüde düşük bükümlü iplikler kullanılır; çünkü yüksek bükümlü iplik Kumasın tutumunda bir sertliğe neden olurken aynı zamanda iplikten yok edilemeyen tork nedeniyle may dönmesi problemine yol açar. İplikten kaynaklanan örgü dönmesini örme işlemi bittikten sonra gidermek mümkün olmadığından mümkün olduğunca düşük bükümlü veya bükülme eğilimi az olan iplik kullanmak gerekir.
May dönmesini etkileyen faktörler
1-Makine besleme sayısı (sistem sayısı)
2-Makine inceliği
3- İplik inceliği
4- Gramaj ağırlığı
5-İplik bükümü
6- Makine dönüş hızı ve yönü
7-İplik büküm yönü
8-Hammadde cinsi
9-İplik eğirme metodu
10-İpliğin fiske olması
May dönmesini engellemek için literatürde çeşitli çalışmalar yapılmış bazı sonuçlara varılmıştır. Bu çalışmalar iplik bükümünü azaltmak, çift katlı iplik kullanmak, hammaddeyi değiştirmek, ipliğe fikse yapmak, makine dönüş yönüne zıt bükümlü iplik kullanmak, iplik eğirme metodunu değiştirmek, iplik inceliğini azaltmak, elastomer eklemek, boyanmış iplik kullanmak, gramajı arttırmak, örgü desenini değiştirmek, bir sıra S bir sıra Z bükümlü iplik kullanmak gibi özetlenebilir Bunların dışında hazır giyim sonrası nihai üründeki kalite problemini önlemek için may dönmesine bağlı dikiş kaymalarının nedenleri araştırılmaya çalışılmıştır.
Örgü kumaşlarda hazır giyim sonrasında boyutsal dengeyi arttırmak için ısıl bir işlem olan sanforlama işlemi uygulanır. Bu işlemin uygulandığı rotor ipliğinden örülmüş kumaşlarda gramajı arttırmanın may dönmesini azalttığı görülmüştür.
Rotor ipliğinin yapısı ring ipliğinden büküm veriliş biçimi ve son ürünün sahip olduğu büküm özelliği bakımından farklılık gösterir. Ring iplikçiliğinin esası liflerin açılması, temizlenmesi, taranması, çekilerek istenilen numaraya getirilmesi ve bükülerek sarılması esasına dayanırken; rotor iplikçiliğinde şerit olarak alınan elyafın açıldıktan sonra hızla dönen rotora sevki ve bu sırada büküm alması esasına dayanır. Rotor iplik üretilirken liflerin paralel biçimde yayılması ve bu lif demetinin iyice taranması gerekir. Bu işlemi takiben liflerin ucu rotorun oyuğundan içeri verilir ve iplik oluşumu baslar. Rotorun her dönüsüyle yeni lifler daha önceden oluşmuş elyaf demetine tutunurlar. Bunun sonucunda öz büküm adı verilen içteki bükülmüş elyafın dışını daha az bükümlü bir elyaf demeti sarar. Yani rotor iplikçiliğinde ring iplikçiliğinin tam tersi olarak içten dışa doğru bir büküm vardır.
Dolayısıyla rotor ipliğinin dışındaki büküm içindeki büküme oranla daha azdır. Bu da yuvarlak örme sırasında oluşan kuvvet karsısında ipliğin ring ipliği kadar ciddi bir tork oluşturmaması anlamına gelebilir. Böylelikle rotor iplikten elde edilen örgü kumaşlarda büküm kaynaklı may dönmesinden söz edilemez. Rotor ipliği ile yapılmış bir çalışmada rotor ipliklerle örülen kumaşlardaki may dönmesinin, ring ipliklerle örülen kumaşlardakine göre oldukça az olduğu bulunmuştur May dönmesinin en önemli nedeni olan iplikteki bükümden kaynaklanan bükülme eğiliminin rotor ipliklerde ring ipliklerine göre daha az olması dolayısıyla rotor kumaşlar bu bakımdan avantajlıdır.
Örgü yapısı içerisindeki ilmek sıra ve çubuklarının birbirine dik olması gerekir. Ancak may dönmesi de denilen ve dengesiz örgü yapılarında görülen örgü dönmesi nedeniyle bu durum bozulabilir. Dikdörtgen şeklinde örülen bir kumaş parçası dönme sonrasında paralelkenar haline gelir.
Örgü dönmesinin iplikten,örme makinesinden, Boyama Ve Terbiye İşlemlerinde ve Konfeksiyon İşleminde Meydana Gelebilen Dönmeler olmak üzere 4 nedeni vardır.
İplikten Kaynaklanan Örgü Dönmesi
İpliğin bükülme eğilimine bağlı olarak örgü dönmesi artar. Bir ipliğin bükülme eğilimini belirlemek için; belirli uzunluktaki iplik, iki ucundan tutulur. Bu iki uç birbirine yaklaştırıldığında altta oluşan iplik halkasının kendi üzerine katlanma durumuna bakılır. Kendi üzerine katlanma tur sayısı yüksek ise ve katlanma çok hızlı bir şekilde gerçekleşiyorsa ipliğin bükülme eğilimi yüksektir ve bu iplikten örülen kumaşta dönme riski yüksektir. Dönme eğilimi, ipliğe verilen büküm sayısına, uygulanan fiksaj durumuna ve lif direncine bağlıdır.İplikten kaynaklanan örgü dönmesini, örme işlemi bittikten sonra gidermek mümkün değildir.
Bu nedenle örme işlemi öncesinde veya örme sırasında alınabilecek bazı önlemler şöyle sıralanabilir.
1-1x1 rib, interlok gibi dengeli örgü yapıları kullanmak. ( Ancak bu her zaman mümkün değildir. )
2. Mümkün olduğunca sık örmek. ( Bu yöntem kumaş gramajını arttırıp, fiziksel özelliklerini değiştirdiğinden her zaman uygulanamaz. Bükülme eğilimi az olan iplik kullanmak. İpliğin bükülme eğilimi, örme işleminden önce buharla büküm fikse edilerek azaltılabilir. Ancak bu yöntemin kumaşın tutumunu sertleştirici bir özelliği vardır. )
3. Tek kat yerine çift kat iplik kullanmak.
Bu amaçla yüksek bükümlü ince iki iplik ters büküm yönünde daha az büküm sayısında katlanır. Örneğin numarası Ne 30/1 ve büküm katsayısı Z yönünde 100 olan iki pamuk ipliğini S yönünde 50 büküm katsayısı ile katladığımızda yeni ipliğin numarası Ne 15 olacaktır. Bu yöntemle ipliğin bükümü yarı yarıya düşürüldüğü halde numarası iki kat artmaktadır. Dolayısıyla kalın giysilerin üretiminde kullanılan bir yöntem olup ince giysilerin üretimi için oldukça pahalı bir yöntemdir.
Çünkü ;
a) çok ince numaralı tek kat iplik gerekmektedir.
b) fazladan katlama masrafı söz konusudur.
c) ince iplik için ince lif kullanımı gerekir ki bu da ilave masraftır.
4. Bir sıra S, bir sıra Z bükümlü iplik kullanmak. ( Böylece S bükümlü iplik örgüyü sola, Z bükümlü iplik sağa eğmeye çalışacağı için örgüde dönme olmaz. Ancak örgü yüzeyi zig zag bir görünüm alır. Ucuz bir yöntem olduğu halde farklı büküm yönlerinde ipliklerin temini, saklanması ve makineye yerleştirilmesi aşamasında bazı planlama ve organizasyon zorlukları söz konusudur.)
5. Makinenin dönüş yönüne zıt yönde büküme sahip iplik kullanmak.
Yuvarlak örme makineleri saat yönünde veya saate ters yönde dönebilir.iğne yatağı saat yönünde dönüyorsa ilmek çubukları sola, saate ters yönde dönüyorsa sağa doğru eğilir. İlmek çubuklarının iplik büküm yönüne bağlı olarak çarpılma eğiliminden yararlanarak, saat yönünde dönen makinelerde Z, saate ters yönde dönen makinelerde S bükümlü iplik kullanılarak örgü dönmesi azaltılabilir.
Örme Makinesinden Kaynaklanan Örgü Dönmesi
Çok sistemli yuvarlak örme makinelerinde görülen bir dönme türüdür. Örneğin 84 sistemli bir örme makinesinde 1. sistem 1. sırayı örerken hemen yanındaki bir sistem 85. sırayı örer ve tüp formundaki kumaş aşağıya dönük olarak çekilir. Aslında bu durumda (piyasada sans kayması olarak adlandırılan) sıraların eğilmesi söz konusu olsa da, sıralar ve çubuklar arasındaki dik açı bozulduğu için bu hata da dönme olarak değerlendirilebilir.
Giderilme çareleri
1) Daha az sistemli makine kullanmak,
2) Çok seyrek örmemek,
3) Kumaş çekiminin ve sarımının kumaş enince eşit olmasını sağlamak,
4) Örme işleminden sonra terbiye işlemlerini açık en olarak yapmak ve dönüklüğü giderecek sistemler kullanmak
Boyama Ve Terbiye İşlemlerinde Meydana Gelebilen Dönmeler
Ham örme kumaşta zaten var olan dönme, boya ve terbiye aşamasında azaltılabilir veya tam aksine çoğaltılabilir. Boyamada, kumaşın santrifüj veya balon sıkma veya daha başka metotlarla sıkılması dahi kumaşın değişik miktarda dönmesine sebep olabilen unsurlardandır. Bu işlemden sonraki yaş açma işleminin dikkatli ve itinalı yapılması, kumaşta o ana kadar meydana gelmiş dönmeyi azaltabilir, aksine yapılan bir yaş açma işlemi ise, dönme miktarını arttırabilir. Dönmesi azaltılmamış bir yaş kumaş kurutulduğunda kumaş, dönük olarak bir safha daha ilerlemiş ve azaltılabilecek olan dönme daha zor geri çekilebilir bir safhaya gelmiş olur. Kumaş; tüp olarak ütülenecek ise, aynen yaş açmada olduğu gibi, ütünün dikkatli ve itinalı yapılması, kumaşta o ana kadar meydana gelmiş dönmeyi azaltabilir, aksine yapılan bir ütü işlemi ise, dönme miktarını arttırabilir. Kumaş, açık olarak bitirilecek ve bu amaçla, örme esnasında kenar izi bırakılmış ise,bu kenar izinden kesme işlemi yapılıp da ramda kurutma ve/veya terbiye işlemi yapılacak ise, her bir kumaş topunun ilk başlangıcının ramın zincirlerine tutturulması da dönmeyi azaltan veya çoğaltan unsurlardandır. Kumaşın ramın zincirlerine ilk tutturulmasında, kumaş eğri olarak tutturulursa, kumaşın devamı da eğri olarak ramlanır. Genellikle, ham kumaşta kenar izi bırakıldığında ve mal açık olarak bitirildiğinde kumaşta her hangi bir dönme olmayacağı öngörülmekle birlikte, boya ve terbiye işlemlerinin her safhasında yeterince dikkatli ve itina ile işlem yapılmaz ise bu öngörüş geçerli olmayabilir. Boya ve terbiye işleminden sonra kumaşta istenmeyen miktarda dönme görülür ise, kumaşın tekrar ıslatılarak terbiye edilmesi ile dönme azaltılmaya çalışılabilir.
Konfeksiyon İşleminde Meydana Gelebilen Dönmeler
Konfeksiyon mamulünün boyutları ne kadar büyük ise, dönme o kadar gözle görülebilir hale gelir. Dönme miktarı birim ölçüde yüzde olarak hesap edildiğinde, doğaldır ki, mamul eni genişlediğinde, yüzdeye bağlı olarak dönme miktarı daha fazlalaşır. Bu nedenledir ki, aynı kumaştan yapılmış eteği geniş bir t-shirt’te, eteği dar bir t-shirt’ten daha fazla dönme miktarı görülecek, bir geceliğin eteğindeki dönme miktarı, bir t-shirt’ün eteğindeki dönme miktarından daha fazla olacaktır. Bu nedenle, dönme ölçülür iken ve belli bir standartla karşılaştırmak amacıyla, bir tshirt'teki veya bir gecelikteki " % şu kadar dönme var", veya "şu kadar cm dönme var" demek yerine, örneğin, "bir metrede şu kadar cm dönme var, veya bir metrede % şu kadar dönme var" demek daha doğru analiz imkanı getirir.
Dönmesi zaten var olan veya dönmesi çeşitli nedenlerle asgaride tutulamamış bir örme kumaşın pastal yerleştirilmesi yapıldığında, pastal yerleştirilmesinin dikkatlice ve önceden hesaplanarak yapılması, fazlaca dönük kumaşta konfeksiyonda alınabilecek bir tedbir olabilir. Aksine bir pastal yerleştirmesi ise, olan dönmeyi daha da fazla gözler önüne serebilecek bir sonuç doğurabilir. Konfeksiyon mamulünün ön ve arka parçalarının kesilmesinde, kumaşın dönmesinin parçaların hep aynı yönüne olacak şekilde yapılması mamulün dönmesini arttırabilen, aksine bir kesim ise, dönme yönlerinin birbirine aykırı etkileşimle bir parça olsun dönmeyi azaltabilen ve zaman zaman başvurulan yöntemlerden biri olabilmektedir