
- Ayrıntılar
- Kategori: Baskı
- Salı, 03 Eylül 2019 18:50 tarihinde oluşturuldu
- Son Güncelleme: Cumartesi, 19 Mart 2022 15:33
- Salı, 03 Eylül 2019 18:50 tarihinde yayınlandı.
- Gösterim: 14476
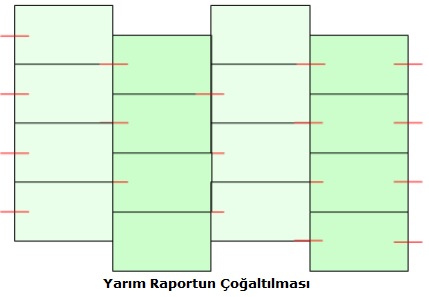
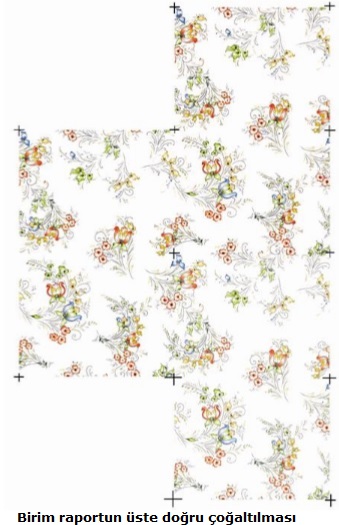
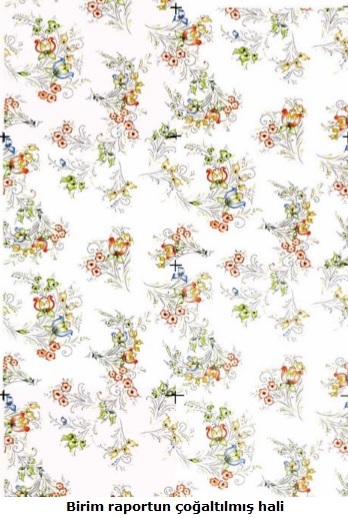
| Yarım veya Soter Raport |
|---|
|
Baskı
- Ayrıntılar
- Kategori: Baskı
- Çarşamba, 08 Şubat 2017 22:54 tarihinde oluşturuldu
- Son Güncelleme: Salı, 11 Ocak 2022 23:02
- Çarşamba, 08 Şubat 2017 22:54 tarihinde yayınlandı.
- Gösterim: 12591
- Ayrıntılar
- Kategori: Baskı
- Salı, 22 Eylül 2015 23:49 tarihinde oluşturuldu
- Son Güncelleme: Salı, 11 Ocak 2022 23:34
- Salı, 22 Eylül 2015 23:49 tarihinde yayınlandı.
- Gösterim: 12475
BASKI TEKNİĞİNİN ÖNEMİ
Baskı tekniğiyle desen oluşturma işlemi kolaylık ve ucuzluk bakımından dokuma ve örgü tekniğiyle desen oluşturmaya göre daha üstündür.
Dokuma tekniğine göre, renkli desenler elde etmek için önce beyaz ipliklerin boyanması ve bundan sonra dokuma tezgâhında dokunması gerekir. İpliklerin boyanması, birçok durumda kolay olmadığı gibi bazı tezgâhların dokuma verimi de düşüktür. Ayrıca baskı tekniği ile elde edilebilen birçok desenin dokuma tekniği ile elde edilmesi güç ve bazı durumlarda olanaksızdır.
Baskıcılık, bölgesel bir renklendirme veya bölgesel bir renk aşındırmasıdır. Boyamacılıkta kumaşın her tarafının aynı renge boyanmasına (üni boyama) karşılık, baskıcılıkta desenin bulunduğu alanlar boyanır. Baskıcılığın bütün özelliği, bu bölgesel renklendirmeyi sağlamaktadır.
Boyacılıkta kullanılan cihaz ve yöntemler, baskıcılıkta kullanılamayacağı gibi suyla hazırlanmış viskozitesi düşük boyama flotteleri de baskıcılık için uygun değildir.
Boyama ve baskı arasındaki en belirgin fark, boyar madde ve kimyasal maddelerin düşük konsantrasyonlarda bir baskı patı içinde dağılmış olmalarıdır. Baskı boyası içeren baskı patı, tekstil yüzeylerine silindirleri veya şablonları olan uygun bir makine yardımı ile aktarılır. Böylece kumaş üzerinde kesin sınırları olan desen efektleri elde edilir.
- Ayrıntılar
- Kategori: Baskı
- Salı, 22 Eylül 2015 23:28 tarihinde oluşturuldu
- Son Güncelleme: Perşembe, 01 Ağustos 2019 21:24
- Salı, 22 Eylül 2015 23:28 tarihinde yayınlandı.
- Gösterim: 11844
BASKI TEKNİĞİNİN ÖNEMİ
Baskı tekniğiyle desen oluşturma işlemi kolaylık ve ucuzluk bakımından dokuma ve örgü tekniğiyle desen oluşturmaya göre daha üstündür.
Dokuma tekniğine göre, renkli desenler elde etmek için önce beyaz ipliklerin boyanması ve bundan sonra dokuma tezgâhında dokunması gerekir. İpliklerin boyanması, birçok durumda kolay olmadığı gibi bazı tezgâhların dokuma verimi de düşüktür. Ayrıca baskı tekniği ile elde edilebilen birçok desenin dokuma tekniği ile elde edilmesi güç ve bazı durumlarda olanaksızdır.
Baskıcılık, bölgesel bir renklendirme veya bölgesel bir renk aşındırmasıdır. Boyamacılıkta kumaşın her tarafının aynı renge boyanmasına (üni boyama) karşılık, baskıcılıkta desenin bulunduğu alanlar boyanır. Baskıcılığın bütün özelliği, bu bölgesel renklendirmeyi sağlamaktadır.
Boyacılıkta kullanılan cihaz ve yöntemler, baskıcılıkta kullanılamayacağı gibi suyla hazırlanmış viskozitesi düşük boyama flotteleri de baskıcılık için uygun değildir.
Boyama ve baskı arasındaki en belirgin fark, boyar madde ve kimyasal maddelerin düşük konsantrasyonlarda bir baskı patı içinde dağılmış olmalarıdır. Baskı boyası içeren baskı patı, tekstil yüzeylerine silindirleri veya şablonları olan uygun bir makine yardımı ile aktarılır. Böylece kumaş üzerinde kesin sınırları olan desen efektleri elde edilir.

- Ayrıntılar
- Kategori: Baskı
- Salı, 22 Eylül 2015 21:53 tarihinde oluşturuldu
- Son Güncelleme: Salı, 12 Şubat 2019 15:18
- Salı, 22 Eylül 2015 21:53 tarihinde yayınlandı.
- Gösterim: 11377
Flok; tekstil elyafını kesmek, koparmak veya öğütmek suretiyle elde edilen çok kısa (toz gibi) elyaftır. Başlıca iki uygulama ile elde edilir:
Doldurma floku: Genellikle düzgünsüz kırık elyaf şeklinde ve karışık küçük kütleler veya topaklar şeklindeki olup örneğin, keçeleştirme, makaslama veya tüylendirme işleminde yünlü kumaşlardan çıkan yan ürün olarak elde edilen ve kıtık, vatka veya döşemeliklerde kullanılan elyaf grupları.
Kaplama floku: Bir yapıştırıcı ile sıvanmış olan iplik, kumaş, kâğıt, tahta, metal veya duvar yüzeylerine uygulanmak üzere kesilmiş veya kıyılmış elyaf.
Flok baskılar, 1 ile 7 mm uzunluğunda ince lif parçacıklarının belirli bir desene göre kumaş yüzeyine yapıştırılması ile oluşturulan baskı tipleridir. Önce desenin boyarmadde (ya da pigment) yerine bir yapıştırıcı basılması ve daha sonra liflerin bu yapıştırıcılı bölgeye yapıştırılmasıyla flok baskılar elde edilir.
Flok baskılar, 1 ile 7 mm uzunluğunda ince lif parçacıklarının belirli bir desene göre kumaş yüzeyine yapıştırılması ile oluşturulan baskı tipleridir. Önce desenin boyarmadde (ya da pigment) yerine bir yapıştırıcı basılması ve daha sonra liflerin bu yapıştırıcılı bölgeye yapıştırılmasıyla flok baskılar elde edilir.
Flok baskı ya da desenlerin flok yöntemiyle basılmasına ek olarak floklama tüm kumaş yüzeyini kaplamak üzere de gerçekleştirilebilir. Kullanılan lifin ve floklama işleminin tipine göre materyal, süet ya da kadife görünümden pelüş tipi görünüme kadar çeşitli şekillerde üretilebilir. Bu tip kumaşlar ayakkabı ve giysi için kullanılır. Taklit peluşlar, yüzme havuzu kenarları ve tekne güvertelerinde kullanılan kaymaz parça kumaşlar, el çantaları ve kemerler, yaygılar, mobilya, otomobil koltukları ve diğer geniş kullanım alanları mevcuttur. Nihai kullanım için kullanılan yapıştırıcı ve liflerin uygun olmasına dikkat edilmelidir. Yapıştırıcı aktarılmış kumaş yüzüne flokları (tüyleri) aktarmak için iki yöntem vardır: Mekanik floklama ve elektrostatik floklama Her iki yöntemin de yüzeye farklı ve özgün bir teması vardır. Mekanik floklamada lifler kumaş üzerine, kumaş açık en şeklinde floklama odacığından geçmekte iken serpilir. Mekanik dövücüler kumaş titreşim yapmasına sebep olurlar. Tüylerin birçoğu kumaşa dik olarak tutunmuş duruma gelir. Elektrostatik floklamada, flok partikülleri elektrostatik olarak yüklenmişlerdir. Bu da liflerin tümünün kumaşa dik olarak tutunmasını sağlar. Bu yöntem, daha yavaş ve daha pahalı olmasına rağmen mekanik yönteme nazaran daha üniform ve yoğun floklama sağlar.
Genel olarak floklamada kullanılan lifler tüm insan yapısı liflerdir. Bunlardan rayon ve naylon en popüler olan ikisidir. Genellikle flok lifleri kumaşa aktarılmadan önce boyanır. Tamamen flok kaplı kumaşlarda önemli bir faktör de yapıştırmanın kumaşın hava geçirgenliğine etkisidir.
Diğer yöntemlerde tamamen tatmin edici olan bazı yapıştırıcılar, burada kumaşı tamamen ya da tamama yakın bir şekilde nefes almaz duruma getirebilirler. Bunun nedeni, flokları tutmak üzere kumaşın tüm yüzüne yayılmış film şeklinde tutkal tabakasıdır. Bu kumaşlar bazı kullanım yerlerinde örneğin, kapalı ayakkabılar, yelekler ve paltolarda hayli rahatsız edici olabilirler.
- Ayrıntılar
- Kategori: Baskı
- Salı, 22 Eylül 2015 22:12 tarihinde oluşturuldu
- Son Güncelleme: Salı, 25 Ocak 2022 00:29
- Salı, 22 Eylül 2015 22:12 tarihinde yayınlandı.
- Gösterim: 10256
- Ayrıntılar
- Kategori: Baskı
- Salı, 22 Eylül 2015 21:39 tarihinde oluşturuldu
- Son Güncelleme: Cumartesi, 05 Şubat 2022 12:54
- Salı, 22 Eylül 2015 21:39 tarihinde yayınlandı.
- Gösterim: 9548
- Ayrıntılar
- Kategori: Baskı
- Pazar, 21 Şubat 2016 11:42 tarihinde oluşturuldu
- Son Güncelleme: Salı, 12 Şubat 2019 15:15
- Pazar, 21 Şubat 2016 11:42 tarihinde yayınlandı.
- Gösterim: 8443
- Ayrıntılar
- Kategori: Baskı
- Pazartesi, 03 Ağustos 2020 21:47 tarihinde oluşturuldu
- Son Güncelleme: Cumartesi, 19 Mart 2022 14:42
- Pazartesi, 03 Ağustos 2020 21:47 tarihinde yayınlandı.
- Gösterim: 8335
- Ayrıntılar
- Kategori: Baskı
- Perşembe, 01 Ağustos 2019 22:10 tarihinde oluşturuldu
- Son Güncelleme: Çarşamba, 12 Ocak 2022 18:43
- Perşembe, 01 Ağustos 2019 22:10 tarihinde yayınlandı.
- Gösterim: 6354
- Ayrıntılar
- Kategori: Baskı
- Cuma, 02 Ağustos 2019 09:50 tarihinde oluşturuldu
- Son Güncelleme: Çarşamba, 05 Ocak 2022 19:29
- Cuma, 02 Ağustos 2019 09:50 tarihinde yayınlandı.
- Gösterim: 5472
- Ayrıntılar
- Kategori: Baskı
- Çarşamba, 12 Ağustos 2020 12:33 tarihinde oluşturuldu
- Son Güncelleme: Çarşamba, 29 Haziran 2022 13:20
- Çarşamba, 12 Ağustos 2020 12:35 tarihinde yayınlandı.
- Gösterim: 5162
- Ayrıntılar
- Kategori: Baskı
- Cuma, 02 Ağustos 2019 10:09 tarihinde oluşturuldu
- Son Güncelleme: Çarşamba, 12 Ocak 2022 16:12
- Cuma, 02 Ağustos 2019 10:09 tarihinde yayınlandı.
- Gösterim: 4708
- Ayrıntılar
- Kategori: Baskı
- Cuma, 02 Ağustos 2019 10:03 tarihinde oluşturuldu
- Son Güncelleme: Salı, 11 Ocak 2022 23:10
- Cuma, 02 Ağustos 2019 10:03 tarihinde yayınlandı.
- Gösterim: 4584
...
- Ayrıntılar
- Kategori: Baskı
- Perşembe, 01 Ağustos 2019 21:54 tarihinde oluşturuldu
- Son Güncelleme: Perşembe, 13 Ocak 2022 12:30
- Perşembe, 01 Ağustos 2019 21:54 tarihinde yayınlandı.
- Gösterim: 4296
- Ayrıntılar
- Kategori: Baskı
- Pazartesi, 23 Aralık 2019 10:45 tarihinde oluşturuldu
- Son Güncelleme: Cumartesi, 19 Mart 2022 15:30
- Pazartesi, 23 Aralık 2019 10:45 tarihinde yayınlandı.
- Gösterim: 4288