Çelikli örgüler yapı olarak esneme özelliği az olan kalın ve ser tutuma sahip örgülerdir. Genellikle dış giyim olarak kullandığımız triko, etek, ceket yapımında kullanılmaktadır. Çelikli örgüler iki şekilde üretilir.
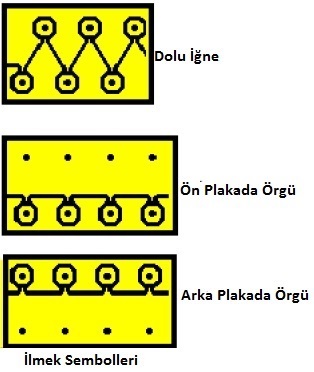
Tek Çelik Örgü :Bu örgüler bir ilmek sırası dolu iğne örgü yapar ve ikinci ilmek sırasında sadece önde veya arkada örgü yaparak örgü raporunu tamamlar. Bu örgülere tek çelikli örgü denilmektedir. Tek çelikli örgülerin ön ve arka yüzeyleri birbirinden farklı görünümdedir. Bir yüzeyi düzgün may görüntüsüne sahipken diğer yüzeyi çizgili görünüme sahiptir.
Çift Çelik Örgü : Bu örgüler bir ilmek sırası dolu iğne örgü yapar ve ikinci ilmek sırasında önde üçüncü ilmek sırasında da arkada örgü yaparak örgü raporunu tamamlar. Bu örgülere çift çelikli örgü denilmektedir. Yapı olarak sert ve esnek olmayan bir yapıya sahiptir. Daha çok etek, ceket, mont tarzı giysilerde tercih edilen bir örgüdür. Örgü her iki yüzeyinde de aynı görünümdedir.
Çelikli örgü desen programı makine özelliklerine göre tercih edilen yöntemler ile düz örme makinesine yüklenir. Disket kullanarak yükleme yine aynı şekilde diskete yüklenen desen programı makinenin disket okuyucusuna takılarak okutulur, istenilen desen disket içinden bulunarak makineye yüklenir.
Çelikli örgülerde kumaşın en ve boyunu hazırlarken numune üzerinden hesaplama yapılır. Numune üzerinden birebir çalışılacak ise enindeki iğne sayısını ayarlamak için belirli bir ölçüdeki ilmek çubuğu sayısı ölçülerek, istenilen ene göre orantılanarak hesaplanır. Aynı şekilde ilmek sıra sayısını hesaplamak için belirli uzunluktaki ilmekler sayılır ve istenilen boy ölçüsüne orantılanır. May sayısı belirlendikten sonra rapor sayacına bağlanır. Ancak rapor tekrar sayısını verirken bir raporda örülen may sayısı bulunur. Daha sonra tüm ilmek sıra sayısına bölünerek rapor sayacı değeri bulunur.
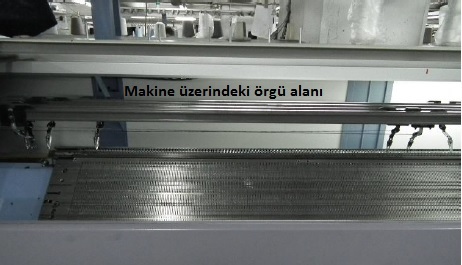
Plaka üzerindeki örgü alanı hazırlanırken programdaki başlangıç ve bitiş iğnelerinin arası olarak anlaşılır. Bu alan yeni tip makinelerde direk örgüye başlanır ve örgü ana merdaneye kadar tarak ile çekilir. Daha eski tip makinelerde ise örgü alanına fire parça dediğimiz başka bir parça iğnelere tutturulur. Bu parçaların boyu örülecek numuneyi ana merdanenin çekim alanına kadar taşıyacak uzunlukta olması gerekir. Aşağıdaki resimde mekiklerin arasında bulunan bölüm örgü alanıdır.
Makineye yüklenen çelikli örgünün desen programına bakılarak çalışacak olan mekikler tespit edilir. Çalışacak mekikler örgü alanının yakınına konumlandırılır. Makine üzerinden ayarları yapılarak mekik uçlarının birbirine değmeyecek şekilde durması sağlanır. Daha sonra iş emrine göre kullanılacak iplikler makine üzerine takılır. Mekiklere düzgün bir şekilde beslemesi yapılır. Mekiklerin kontrolü yapılır. Mekik iğneye uzaksa ya da iğneye temas edecek kadar yakınsa uygun seviyeye getirilir. Mekik raylarında hareket eden mekiklerin uçlarının iki plaka arasının tam ortasında duracak şekilde olmasına dikkat edilmelidir. Aksi takdirde üretim hatalarının oluşmasına neden olur. Aşağıdaki resimde mekiklerin makine üzerindeki duruş pozisyonları görülmektedir.
Merdane çekim ayarı örgünün oluşumunda önem teşkil eder. Çelikli örgülerde kumaş biraz daha tok olduğundan dolayı merdane çekiminde baskıların etkisi tek plaka örgülere göre daha fazla olur. Çelik örgüleri ütüde düzeltmek daha fazla uğraş gerektirir. Bu yüzden merdane ayarının makinede numune parça örülürken iyi kontrol edilmesi gerekir. Aşağıdaki resimde dolu iğne örgünün merdane çekiminin bozuk yapılmış durumu görülmektedir. Zira Örgü kenarlarındaki kıvrılmalar ve sarkmalar meydana gelmiştir.
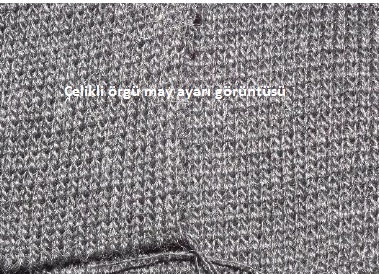
Çelikli örgüler bilindiği gibi iki örgü çeşidi kullanılarak elde edilmektedir. Dolu iğne örgü ve tek plaka örgü tekniğinin birleşimi ile çelikli örgü oluşur. Çelikli örgüler özellik itibari ile ağır gramajlı örgülerdir. Bu örgüden elde edilen giysiler ağır olabilmektedir. Bunun için genellikle ince makinelerde örülen çelikli örgüler tercih edilmektedir. Bundan dolayı da ince numaralı makinelerde çok fazla katlı iplik kullanılmaz. Makine kalınlığına ve iplik numarasına göre uygun kat iplik beslenerek örgü may ayarı yapılır. Çelikli örgülerde iki tane farklı ayar kullanılmaktadır. Birincisi dolu iğne ayarı, ikincisi ise tek plaka ayarıdır. Bu iki ayar mümkün olduğunca düzgün ayarlanmalıdır. Fakat iki farklı örgü bir araya geldiğinden ilmek sıraları arasındaki örgü gerilim farkları örgü yüzeyine yansımaktadır. Aşağıdaki resimde çift çelikli örgünün ön ve arkası görülmektedir. Aradaki ayar farkları görülmektedir.
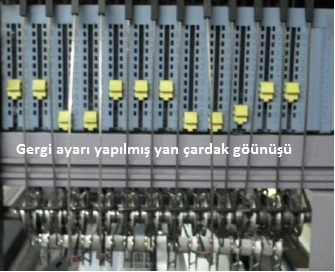
Çardak ayarı tüm örgülerde olduğu gibi çelikli örgülerde de çok önemlidir. Çardak ayarlarının düzdün yapılması örgü yüzeyinde mayların düzgün görünmesini sağlayacaktır. Örgüde çalışacak iplikler mekiklere bağlandıktan sonra tüm çalışan çardakların baskı, fren ve gergi ayarlarının eşit bir şekilde ayarlanması gerekmektedir.
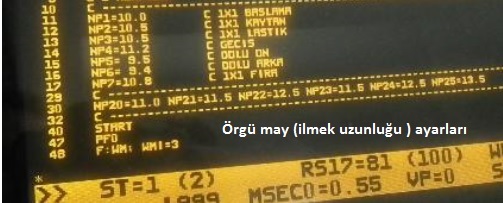
Elektronik düz örme makinelerinde ayarlar elektronik ayarlar ve mekanik ayarlar olmak üzere iki çeşittir. Elektronik ayarlarda kendi içinde ikiye ayrılırlar. Program üzerinden yapılan ayarlar ve makine üzerinden yapılan ayarlar. Program üzerine yazılan ayarlar makine tarafından okunduğunda bu değerleri eskisi değiştirir. Örnek olarak jakar plakasının pozisyonu, ayar motorlarının sabit değerleri gibi. Bu ayarlar örmede en iyi sonucu alabilmek için fabrikasyon olarak kalibre edilmiş ayarlardır. Fakat makineler kullanıldıkça yıpranmadan dolayı bu ayarlar değişebilmektedir. Program üzerindeki ayarlar ise mekiklerin duruş pozisyonu, makinenin hızı, örgü sırasında örgüde kullanılan ayarlar, makinenin örgüye başlama hızı, merdane çekim hızı (kuvveti) gibi ayarları örgü programı içersinde yazarak ayarlamaları yaparız. Makine de bu ayarları kullanarak örgüyü yapar. Mekanik ayarlarda ise mekiklerin plakaya yakınlığı veya uzaklığı merdane baskıları ayarı ve iplik gerginlik ayarlarıdır. Bütün bu ayarları en uygun şekilde yaptığımızda sorunsuz bir imalat gerçekleştiririz. Aşağıdaki resimde örgüde kullanılacak ayarlar görülmektedir.
Çelikli örgünün programı yazılıp hazırlandıktan sonra makine üzerinde veya program bilgisayarı üzerinde test edilir. Herhangi bir hata veya sorun varsa bunların örgüye başlamadan önce düzeltilmesi sağlanır.
Yüklenen programın test edilmesinden sonra ilk numune örülür. Ancak ilk numune örülürken çok dikkatli ve hassas olmamız gerekir. Bu ilk üretim parçası olduğundan örme işlemi sırası takip edilmelidir. Her komutun sembollere doğru işlemi yaptırıp yaptırmadığı kontrol edilmelidir. Örme işlemi tamamlandıktan sonra parça makinenin altından alınır ve programda herhangi bir değişiklik yapıldı ise bu makine üzerinde aynı program üzerine kayıt yapılır.
Makineden çıkarılan test parçası, numune ile karşılaştırılarak tuşesinin kontrolü yapılır. Uygun olan tuşe parçası üzerinden tam boy bir ürün örülür. Bu parçalar kalıpla veya ölçü föyü ile kontrol edilir. Kontrol sonrasında standart bir beden üzerinden varsa düzeltmeler veya kritikler parçalar üzerinde belirtilir.
Çelikli örgünün değişiklikleri yapılmış olan programı tekrar makineye yüklenir. İkinci test parçası tekrar örülerek ürün seri üretim için hazır hâle getirilir. Bazen iki test parçaları istenilen sonucu vermeye bilir. Böyle bir durumda parçalar üzerinde tekrar kritikler (düzeltmeler) yapılarak üçüncü test parçası da yapılabilir.
Yazan %PM, %27 %633 %2016 %17:%Mar in Örme Okunma 13110 defa
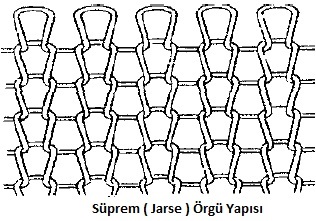
Tüm iğnelerin ilmek oluşturmasıyla meydana gelen kumaşlardır. Tek sistemde tek iğne ve sadece tek çalışma şekli kullanılmasıyla elde edilirler. Yuvarlak örme makinelerinde tek iğne yatağından elde edilen RL düz örgülü kumaşlara Türkiye örme piyasasında kullanılan süprem terimi, genel anlamıyla jarse kumaşa karşılıktır. Özellikle yazlık spor giyimde ve iç çamaşırında geniş kullanım alanına sahip olan bu kumaşın genel özellikleri şunlardır:
a) Ön ve arka yüzü farklı görünüştedir.
b) Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
c) Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
d) Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
e) Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelir (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşur),
t) Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
g) Boyutsal stabilitesi azdır,
h) Esnediğinde şekli bozulabilir,
ı) Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
i) Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
j) Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
k) Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
l) İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
m) Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
n) İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
o) Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
ö) Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
p) Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler.
Çarşamba, 14 Ekim 2015 21:28 tarihinde oluşturuldu
Son Güncelleme: Pazar, 24 Şubat 2019 10:17
Çarşamba, 14 Ekim 2015 21:28 tarihinde yayınlandı.
Gösterim: 65011
RR İnterlok Normal Örgü Üretimi :
İnterlok kumaş sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilmeleriyle elde edilen çift katlı örme kumaş çeşididir. İnterlok kumaşları enine yönde gerdirsek bile, iki yüzde de sadece sağ ilmikler görülür.
RR İnterlok Askılı Örgü Üretimi :
RR interlok askılı örgüler aynı sıra üzerinde ilmeğin yanı sıra, askı hareketinin de yardımı ile desen oluşturmaktır.
RR Arka Yatırımlı ( Atlamalı ) İnterlok Örgü Üretimi :
RR arka yatırmalı örgüler interlok yuvarlak örme makinelerinde bazı sistemlerde arka yani kapak iğnelerinin atlama yapmasıyla elde edilen örgülerdir. Bu sistem ile genel olarak ön yüzeyi kabarık olan kumaşlar elde edilmektedir.
RR İnterlok Astar Örgü Üretimi:
Astar örgüler kumaşta iki yüzeylerinin birbirinden renk ve iplik açısından farklı olmalarından dolayı astar örgü olarak tanımlanırlar
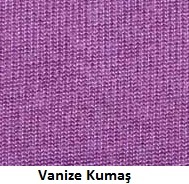
RR İnterlok Vanize Örgü Üretimi :
Çift plakalı interlok yuvarlak örme makinelerinde birbirinden renk numara ve hammadde gibi farklı iki ipliğin kullanılmasıyla elde edilen örgü çeşididir.
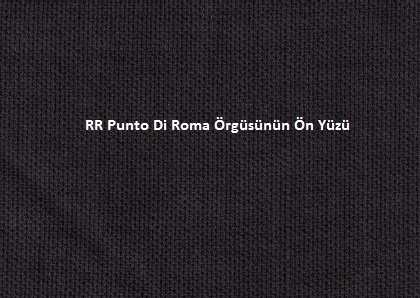
RR Punto Di Roma Interlok Örgü Üretimi :
Punto di roma örgüler ilmek ve atlamanın kullanılmasıyla elde edilen örgülerdir. Diğer ismi çelikli interlok olan bu örgülerin üretimi diğer interlok örgülerle aynıdır. Kumaşın arka yüzeyinde daha çok elastan gipe ipliği kullanılır
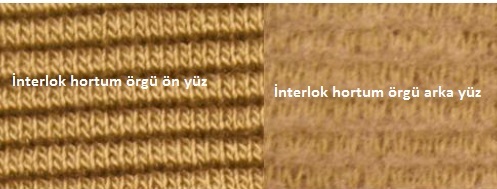
RR İnterlok Hortum Örgü Üretimi :
İnterlok hortum örgülü kumaşların ön yüzeyinde enine yönde kabarık hortum şeklinde çıkıntılar mevcuttur. Kumaşın arka yüzeyi ise düz interlok örgü görünümündedir.
RR İnterlok Teksipike ( Radiyer ) Örgü Üretimi :
İnterlok teksipike ilmek, atlama ve askı elemanlarının birlikte kullanılması ile elde edilen örgülerdir. Bu örgülerle üretilen kumaşlar diğer interlok örgülü kumaşlara göre daha sıkı ve daha düz yüzeylidir.
RR İnterlok Jakarlı Örgü Üretimi :
İnterlok jakarlı örgülerin üretimi ribana jakarlı örgülerin üretimi ile benzer özellikler taşımaktadır. Kumaşın ön yüzeyinde desen oluşurken arka yüzeyinde kullanılan renkli iplikler karışık olarak yer almaktadır.
RR İnterlok Rölyef Örgü Üretimi :Rölyef örgüler düz zemin özerinde kabartma yöntemiyle elde edilen örgülerdir. İnterlok makinelerinde de bu örgüler kapak iğnelerinin bazılarının askıya çıkması bazılarının da ilmek yapması ile yüzeyde dalgalı çıkıntılar oluşturur.
Çarşamba, 14 Ekim 2015 21:57 tarihinde oluşturuldu
Son Güncelleme: Cumartesi, 16 Şubat 2019 19:20
Çarşamba, 14 Ekim 2015 21:57 tarihinde yayınlandı.
Gösterim: 64948
RR Düz Ribana Örgü Üretimi :
Ribana yuvarlak örme kumaşlar, çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirine göre çapraz bir şekilde yerleştirilmeleri ile elde edilen çift katlı örme kumaş çeşididir. Ribana kumaşları ifade eden en büyük özellik, kumaş eni yönünde açıldığında her iki tarafta örgü raporuna bağlı olarak düz (R) ve ters (L) ilmeklerin değişimli olarak görünmesidir. Kumaşın yapısı dikey sıra yönünde, birbiri ardınca gelen düz ve ters ilmeklerden oluşur. Ribana kumaşlar enine yönde en çok esnekliğe sahip örme kumaşlardır.
RR İğne İptalli Ribana Örgü Üretimi :
İğne iptalli ribana örgülere örnek olarak en çok kullanılan kaşkorse örme kumaş verilebilir. Kaşkorse (2x1 veya 2x2 kaşkorse) örme kumaş, yuvarlak ribana örme makinelerinde kapak ve silindirde her üç iğneden birinin iptal edilmesi ile yapılan RR ribana (2x1 ribana) örgü çeşididir. Enine yönde elastik olduğu için daha çok bant, kenar, kazak, bayan giyimi vb. yerlerde kullanılmaktadır.
RR Askılı Ribana Örgü Üretimi :
Askılı ribana örgüler Ribana makinelerinde ilmek ve askı hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ve ilmek, askı çeliklerinin bir arada kullanılmasıyla oluşturulan örme kumaşlardır.
RR Dalgalı Ribana Örgü Üretimi :
Dalgalı ribana örgüler ribana yuvarlak örme makinelerinde kapak veya silindir iğnelerinin birinin diğerinden daha fazla çalışmasıyla ortaya çıkar. Basit bir örnekle silindir iğneleri 4–6 sistemde örme yaparken kapak iğnesi bekleme yapar sonraki sistemde ise kapak ve silindir ilmek yapar. Kumaşın yüzeyi kabarık ve dalgalı bir yüzey görünümündedir. Kumaşın arka yüzeyi ise daha düzdür.
RR Dokuma Tipi Ribana Örgü Üretimi :
RR dokuma tipi ribana örgülerin tanımı: RR dokuma tipi ribana örgüler, ribana yuvarlak örme makinelerinde silindir ve kapak iğnelerinin rapora göre atlamalar yapması düzeninde elde edilen örgülerdir. Dalgalı ribana örgülerle üretilen kumaş yüzeyi; enine ve boyuna yönde, esnekliği düşük, düzgün görünümlüdür
Milano Ribana Örgü Üretimi:
Çift plakalı ribana ve interlok makinelerinde ilmekleme ve atlama hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ile oluşturulan tek iplikli, iri örgülü ve incili görünümlü örme kumaşlardır
RR Punto Di Roma İnterlok Örgü Üretimi :
Çift plaka ribana makinelerde kullanılan bu örgü raporu 4 sistem raporludur. Silindir ve kapakta ikişer çeşit iğnesi kullanılmıştır. 1. sistemde silindir ve kapak iğneleri 1 ilmek 1 atlama ve 2. sitem 1. sistem düzeninde bir iğne çaprazda çalışırken 3. sistemde silindir iğneleri atlama kapak iğneleri ilmek, 4. sistemde ise kapak iğneleri atlama, silindir iğneleri ise ilmek konumunda örgüyü oluşturmaktadır.
RR Vanize Ribana Örgü Üretimi :
Tek ve çift plakalı yuvarlak örme makinelerinde özellikleri birbirinden farklı iki iplikten birinin ön yüzünde, diğerinin örgünün arka yüzünde görülebileceği şekilde çalıştırılması ile vanize kumaş elde edilir.
Jakarlı Ribana Örgü Üretimi :
Jakarlı ribana örgülere birçok örnek vermek mümkündür. Geçmiş dönemlerde jakarlı ribana olarak sadece boyuna ya da enine çizgiler olan kumaşlar üretilmekteydi. Günümüzde teknolojinin gelişmesi ile birlikte bilgisayarlı jakar makineleri üretilmektedir. Bunun sonucunda her çeşit jakarlı kumaş üretilebilir hâle gelmiştir.