Birçok farklı alanda kullanım alanı bulabilen geleneksel dokuma kumaşlar, kompozit endüstrisinde de iki boyutlu kompozit malzemelerin üretiminde tercih edilmektedir. Tekstil kompozit malzemeler havacılık ve savunma sanayisinde; metal ve seramik gibi benzeri malzemelere nazaran düşük ağırlık, yüksek mukavemet değeri birçok üstün özellik sunmaktadır.
İki boyutlu dokuma kumaşlardan üretilen kompozit malzemelerin düşük kalınlık değerine sahip olmalarından dolayı kalınlıkları yönünde ki mekanik performanslarının düşük olması, bu yapıların önemli bir eksiğini teşkil etmektedir.
Diğer yandan tabakalar arasında meydana gelen ve delaminasyon olarak adlandırılan ayrılma problemi, bu yapıların bir diğer problemini oluşturmaktadır.
İki boyutlu dokuma kumaş yapısında bulunan iplikler, dokuma konstrüksiyonun’ dan dolayı fazla miktarda eğilmeye maruz kalmaktadır.
Yüksek modüllü liflerin bu yapılar içerisinde kullanılması; elde edilen kumaşın düşük elastisite modülüne sahip olmasına sebebiyet vermektedir.
Geleneksel dokuma kumaşlar birbirine dik, iki ayrı iplik grubundan meydana gelmektedirler.
Bu kumaşlara çapraz yönde kuvvet uygulanması;
- Atkı ya da çözgü ipliği olarak adlandırdığımız iplik gruplarının yapı içerisinde kaymasına kumaş mukavemetinin
- Çapraz yönlerde düşmesine
Neden olmaktadır.
İki boyutlu dokuma kumaşlarda yaşanan bu problem Triaxial olarak adlandırılan kumaş türlerinin üretilmesine sebebiyet vermiştir.
Triaxial kumaşlarda üç çeşit iplik grubu yer almaktadır. Bu iplikler;
- Yapının mukavemetini çapraz yönde uygulanan kuvvetlere karşı arttırmak için birbirleri ile 60˚ açı yaparak kesişmektedirler.
- İki boyutlu dokuma kumaşlarda yaşanan problemler üç boyutlu dokuma kumaşların üretimi için önemli bir sebep oluşturmuştur.
- Üç boyutlu dokuma kumaşlar, iplik veya kumaş tabakaları tarafından oluşturulan kalınlıkları yönünde; belirli bir boyuta sahip olan yapılardır.
- Üç boyutlu dokuma kumaşlar kalınlıkları yönünde yüksek mekanik karakteristik göstermektedir.
- Entegre bir yapı halde kalınlık değerine sahip olmaları iki boyutlu kompozit malzemelerde gözlenen delaminasyon problemini tamamen ortadan kaldırmaktadır.
- Üç boyutlu dokuma kumaş üretim yöntemleri, yüksek modüllü liflerin x, y ve z yönlerinde düşük kıvrım oranı ile yapıya dâhil edilebilmelerini mümkün kılmaktadır.
- Liflerde kıvrım oranının düşmesi; yapının lif/hacim oranının artmasını sağlamaktadır dolayısıyla kumaşlarda elastisite modülü yükselmekte, mukavemet artışı gözlemlenmektedir.
- Üç boyutlu dokuma kumaş üretim yöntemleri ile karbon, cam, bazalt vs. gibi yüksek modüllü liflerden; 1 inç’ ten 72 inç’ e kadar kalınlık değerine sahip kumaşların üretimi mümkün kılınabilmektedir.
- Üç boyutlu dokuma kumaşların kompozit malzeme üretiminde sahip oldukları bir diğer artı nokta ise komplike şekillerin üretimini sağlayabilmeleri ve net şekle yakın olarak üretilebilmeleridir.
Kompozit malzemeler üzerinde yapılan delme, kesme gibi işlemler malzemelerde yüksek derecede mukavemet kaybına sebebiyet vermektedir. Son şekle yakın üretim; malzemede mukavemet kaybını önlerken malzeme telef miktarı ve işçilik ücretinin azalmasını sağlamaktadır. Yapı içerisinde, kalınlık doğrultusunda yer alan iplikler; kapilar kanal görevi görmektedir. Bu iplikler, kompozit malzeme üretimi için kullanılan reçinenin yapı içerisinde hızlı ve homojen olarak dağılması sağlanmaktadır.
Üç Boyutlu Dokuma Kumaşların Üretim Yöntemleri
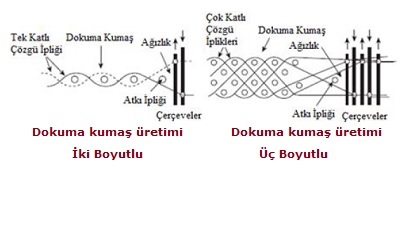
Dokuma makinelerinin bir devrinde; açılan bir adet ağızlıktan atkı ipliğinin geçirilmesi ile iki boyutlu dokuma kumaşların üretimi sağlanmaktadır.
Makine hızının çeşitli atkı atma yöntemleri ile oldukça yüksek hızlara çıkabildiği bu yöntemde kumaş kalınlık değeri oldukça sınırlıdır. Ayrıca yapı içerisinde ipliklerin kıvrımlı olarak yer alması bu kumaşların elastisite değerlerinin düşük olmasına sebebiyet vermektedir.
Üç boyutlu dokuma kumaşlarda kalınlık yönünde birden fazla atkı ipliği yer almaktadır. Bu durum kumaşın kalınlık değerine sahip olarak üretilebilmesini sağlamaktadır.
Üç boyutlu dokuma kumaşlarda tefeleme işleminden önce
- Birden fazla ağızlığın açılması gerekliliği Makine hızının düşük bir değere sahip olmasına sebebiyet vermektedir.
- Üç boyutlu dokuma kumaşların üretimi; geleneksel dokuma makinelerinin modifikasyonu ile ya da üç boyutlu dokuma kumaş üretmek amacı ile özel olarak modifiye edilmiş makineler vasıtasıyla sağlanmaktadır.
- Çok katlı yapıların üretimi; bağlayıcı çözgü ipliklerinin sadece dikey yöndeki hareketi ile sağlanabilirken,
- Özel olarak modifiye edilmiş dokuma makinelerinde çözgü ipliklerinin yatay ve dikey yönde hareket ettirilmesi ile üç boyutlu dokuma kumaşların üretimi sağlanmaktadır.
Geleneksel Dokuma Makinelerinin Modifikasyonu ile Üç Boyutlu Dokuma Kumaş Üretimi
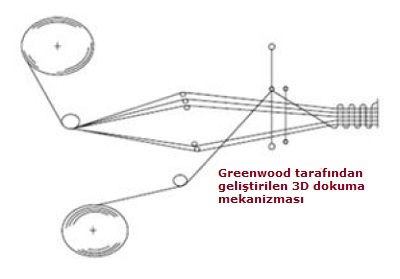
Çok katlı dokuma kumaşların iki farklı çözgü grubu kullanılarak üretimi 1974 yılında Greenwood tarafından geliştirilmiştir.
Üç farklı iplik grubu kullanılarak üç boyutlu dokuma kumaşların üretimi sağlanmaktadır. Çözgü iplikleri iki farklı iplik grubundan oluşmaktadır. Bir grup sadece kumaş doğrultusu yönünde uzanırken bağlayıcı çözgü iplikleri kumaşı bütün halde, bir arada tutmaktadır.
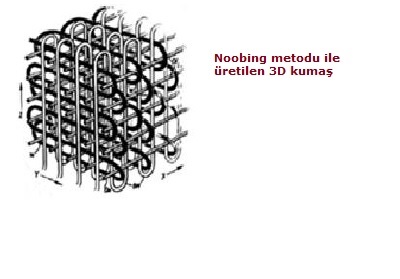
Khokar, bu yapıları Noobed olarak adlandırmıştır. Sistem içerisinde yer alan üç ayrı iplik grubu birbiri ile fazla miktarda bağlantı yapmamaktadır. Bu üretim yöntemi ile 17 kat’ a kadar kumaş üretimi sağlanabilmektedir. Aşağıda bu sistemler ile üretilmiş üç boyutlu dokuma kumaş görülmektedir.
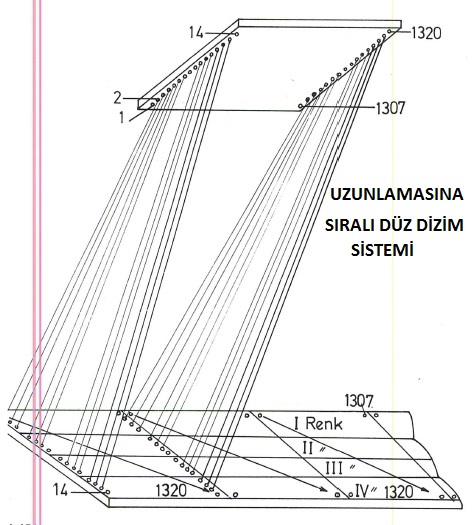
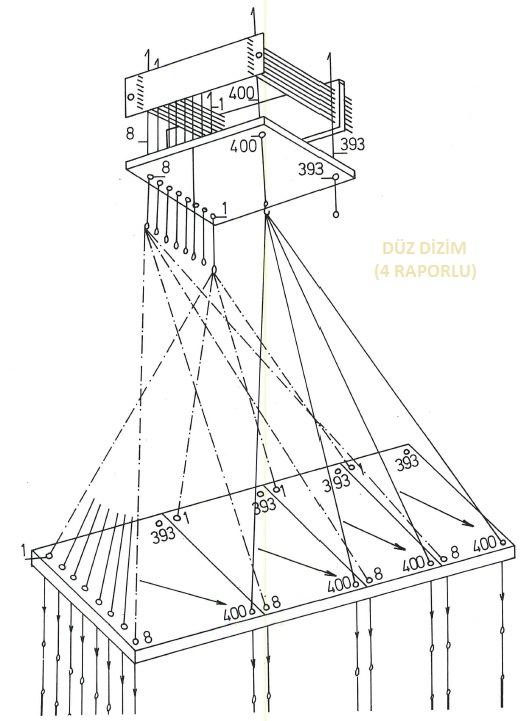
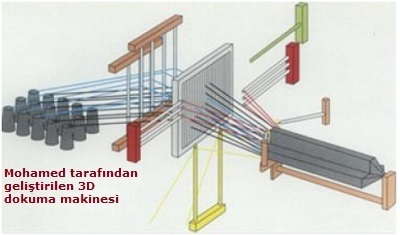
Geleneksel dokuma makinelerinin modifikasyonu ile oluşturulan bir diğer üç boyutlu kumaş dokuma sistemi 1990 yılında Mohamed tarafından geliştirilmiştir. Bu sistemde T, I, π vs. profillerine sahip, üç boyutlu dokuma kumaşların üretimi sağlanabilmektedir.
Sistemde, üretilmek istenen profil şekline göre iplik bobinlerinin cağlığa dizimi sağlanmaktadır. Bir grup çözgü ipliği kumaş doğrultusu boyunca; kumaş içerisinde uzanırken diğer çözgü ipliği grubu çerçeveler vasıtası ile aşağı, yukarı yönde hareket ettirilmektedir.
Atkı iğneleri vasıtası ile birden fazla atkı ipliğinin tek bir makine devrinde yapıya dâhil edilebilmesi sağlanmaktadır.
Atkı iplikleri; makine kenarında bulunan örücü iğneler vasıtası ile yapıya bağlanmakta ve tefeleme işlemi ile kumaş oluşumu sağlanmaktadır.
Bu sistem vasıtası ile oldukça yüksek kalınlık değerlerine sahip ve mukavim; profilli üç boyutlu dokuma kumaşların üretimi mümkün kılınabilmektedir. ABD’ de bulunan North Carolina State Üniversitesinde geliştirilen bu makinede mekanizmaların hareketi; elektriklenmeyi önlemek maksadı ile pnömatik sistemler vasıtası ile sağlanmıştır. Ayrıca ipliklerde sürtünmeyi azaltmak için iplikler borular içerisinde makineye taşınmıştır.
Gerçek Üç Boyutlu Dokuma Makineleri İle Kumaş Üretimi
Geleneksel dokuma makinelerinin modifiye edilmesi ile üretilen üç boyutlu dokuma kumaşlarda, makinenin devrinde bir kumaş tabakasının yapıya dâhil edilmesi sağlanmaktadır.
Üç boyutlu kumaşlar üzerine çalışan bilim adamları; bu sistemleri gerçek bir üç boyutlu dokuma makinesi olarak görmeyip, yapıya katılması istenen tüm tabakaların; makinenin bir devrinde kumaşa dâhil edilmesi gerektiğini ifade etmektedirler.
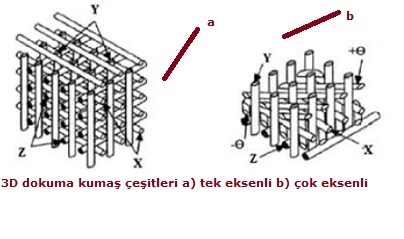
Gerçek üç boyutlu dokuma makineleri ile üretilen yapılar;
- Tek eksenli
- Çok eksenli veya iplik tabakaları arasında kesişmenin olması veya olmaması
Durumuna göre kategorize edilebilmektedir.
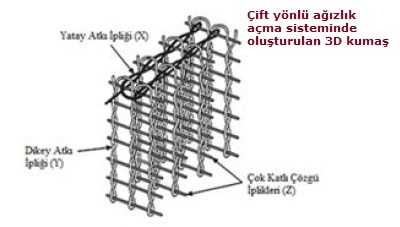
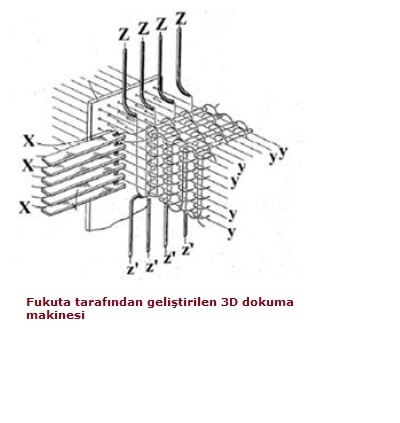
Aşağıda Fukuta tarafından 1974 yılında geliştirilen tek eksenli, üç boyutlu dokuma mekanizması görülmektedir.
Yapı içerisinde üç ayrı iplik grubu yer almaktadır. Kumaş doğrultusunda yer alan y iplikleri hiçbir kıvrım yapmadan kumaş boyunca uzanmaktadır. Makinede x ve z ipliklerinin mekikler vasıtası ile yapıya dâhil edilmesi sağlanmaktadır. Bu sistemde iplikler arasında bağlantı bulunmamaktadır.
Geleneksel dokuma makinelerinin modifikasyonu ile üretilen üç boyutlu dokuma kumaşlarda;
- İplikler birbirlerine 90˚ açı yapacak şekilde bağlanmaktadır.
- Bu makinelerde iplikler kumaşa 45˚ açıya sahip olarak dâhil edilememektedir.
Dolayısı ile kumaşlar;
- Çapraz yönde uygulanan kuvvetlere karşı düşük mukavemet göstermektedir.
- Çok eksenli üç boyutlu dokuma makineleri ile +45˚ ve -45˚ açılarına sahip iplik tabakalarının kumaşa tek bir makine devrinde dâhil edilmesi sağlanabilmiştir.
Aşağıda tek eksenli ve çok eksenli birim kumaşlar görseli görülmektedir.
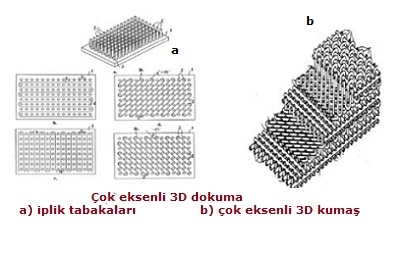
Anahara tarafından1993 yılında geliştirilen, çok eksenli üç boyutlu dokuma makineleri vasıtası ile beş farklı eksene sahip dokuma kumaşların üretimi sağlanabilmektedir. Aşağıda farklı açı değerlerine sahip iplik tabakaları ve üretilen kumaş görülmektedir.
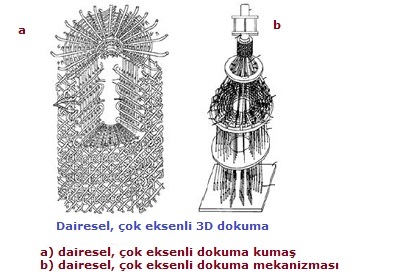
Üç boyutlu dokuma kumaşlar dairesel olarak da üretilebilmektedir. Bilişik tarafından 2000 yılında geliştirilen sistemde beş ayrı iplik grubu yer almaktadır.
Bu iplikler eksenel, radyal, çevresel ve çapraz (+45˚, -45˚) olarak yapı içerisinde yer almaktadır. Sistemde çevresel ve radyal iplikler eksenel ipliklerin etrafında bir dokuma katmanı oluşturmaktadır.
Aşağıda üç boyutlu dairesel dokuma mekanizması ve üretilen kumaş görülmektedir.
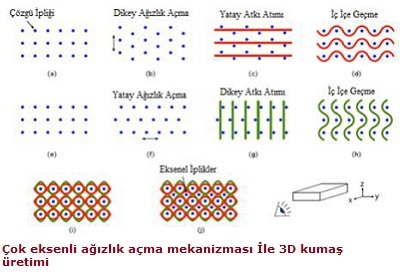
Çok eksenli, üç boyutlu kumaşlarda; yapı içerisinde yer alan her iplik arasında bağlantı bulunmamaktadır. Makinelerin tek bir devirde her iplik tabakasını kumaşa dâhil edebilmeleri bu sistemler için oldukça önemli bir gelişme olmuştur.
Khokar tarafından 1997 yılında geliştirilen üç boyutlu dokuma yönteminde her bir iplik grubunun birbiri ile bağlantı yapması amaçlanmıştır. Bu yöntemde çözgü iplikleri; çeşitli sistemler vasıtası ile yukarı, aşağı ve sağa, sola hareket ettirilerek kumaş üretimi sağlanmıştır.
Üç boyutlu dokuma kumaşlar kompozit endüstrisinde kullanıldıkları için mukavemet ve ağırlık değerleri oldukça büyük bir önem taşımaktadır. Yapı içerisinde bulunan her bir ipliğin bağlantı yaptığı üç boyutlu dokuma kumaşlar; diğer kumaş çeşitlerine nazaran oldukça yüksek mukavemet değerlerine sahiptir.
Üç Boyutlu Dokuma Kumaşların Sınıflandırılması
Üç boyutlu dokuma kumaşlar birçok farklı şekilde kategorize edilebilmektedir. Dokuma prosesi, ipliklerin yapı içerisine yerleşme geometrisi, birim kumaş hücrelerinin mikro ve makro yapısı; bu kumaşların sınıflandırılabildiği konulardır.
Birçok farklı bilim adamı üç boyutlu dokuma kumaşlar üzerine sınıflandırma yapmıştır. Khokar bu yapıları dokuma prosesi, kullanılan iplik grupları ve oluşturulan yapıya bağlı olarak altı grupta sınıflandırmaktadır.
Chen ise birim kumaş hücresinin makro yapısını dikkate alarak dört farklı grup oluşturmuştur.
Bu sınıflandırma yönteminde kumaşlar:
Olarak ayrılmaktadır.
Üç boyutlu dokuma kumaşları, yapılarında bulunan ipliklerin; yapıya yerleşim geometrilerine göre ayırmak da mümkündür.
Bu kapsamda üç boyutlu dokuma kumaşlar:
Olmak üzere iki gruba ayrılmaktadır.
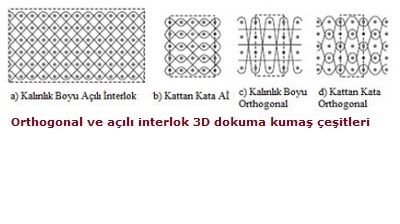
Orthoganal yapılarda bağlayıcı iplikler kumaş katları ile 90˚’ lik açı yapmaktadır.
Açılı interlok kumaşlarda ise çözgü iplikleri ve atkı ipliklerinin oluşturduğu kumaş tabakaları arasında belirli bir açı değeri bulunmaktadır. Bu değer üretilmek istenen yapının özelliklerine bağlı olarak ayarlanabilmektedir. Her iki kumaş çeşidi için yapıya güçlendirici iplikler ilave edilebilmektedir. Bu iplikler kumaş doğrultusunca uzanarak kumaşın lif/ hacim oranının artmasını ve dolayısıyla mukavemetin yükselmesini sağlamaktadır.
- Orthogonal kumaşlar açılı interlok yapılara nazaran yüksek lif/ hacim oranına sahiptirler. Açılı interlok yapılar ise orthogonal kumaşlara nazaran yüksek elastikiyet özelliklerine sahiptirler.
Orthogonal ve açılı interlok kumaşlar; yapılarında bulunan bağlayıcı ipliklerin geometrilerine bağlı olarak iki gruba ayrılabilmektedir.
Eğer bağlayıcı iplik:
- Kumaş içerisinde sadece belirli katlar arasında bağ yapıyor ise kattan kata,
- Kumaş kalınlığı boyunca bağlama işlemini gerçekleştiriyorsa kumaş kalınlığı boyunca orthogonal ya da açılı interlok kumaş olarak adlandırılabilmektedir.


 derstekstil
derstekstil