- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 97706
 derstekstil
derstekstil
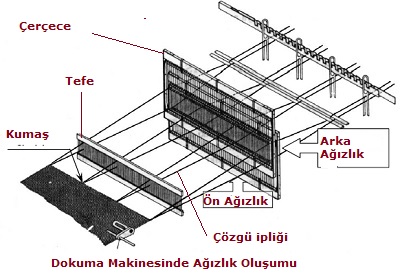
Dokuma makinelerinde atkı atma işleminden önce, çözgü ipliklerinin iki tabakaya ayrılarak atkının geçmesi için bir üçgen formunda tünel oluşturması gerekmektedir. Bu üçgen kesitli tünel ağızlık olarak isimlendirilmektedir.
Çerçevelerden kumaş çizgisine kadar olan ağızlık bölgesine “ön ağızlık” denir. Ön ağızlık geometrik boyutlarının atkı taşıyıcısının çözgü ipliklerine sürtünmeden geçmesine imkân verecek boyutlarda olması gerekmektedir. Çerçevelerden çapraz çubuklara ve lamellere ve hatta bazı tezgâhlarda çözgü köprüsüne kadar açılan ağızlık bölgesine ise “arka ağızlık” denir.
Dokuma tezgahlarında kullanılan ağızlık açma mekanizmalarının tasarımında kullanılan ana parametreler;
Çerçevelerin sayısı dokuma tezgahlarında dokunacak kumaşın çeşidine göre belirlenmektedir. Kamlı ağızlık açma mekanizmaları ile donatılacak tezgâhlarda çerçeve sayısı 8 ila 10, armürlü tezgâhlarda ise 16, 18, 20, 24 ve 28 olabilmektedir.
Çerçeveler arası uzaklık modern dokuma tezgâhlarında 12 mm iken, ağır kumaş dokuyan tezgâhlarda bu değer 16 mm olarak belirlenebilmektedir. Ağızlığın genişliği tezgâhın yapısına bağlıdır. Bu uzaklık lamellerin dizildiği bölgeden kumaş çizgisine kadar olan mesafeye eşittir.
Dokuma makinelerinde gerçekleştirilen ağızlık açma işlemleri ağızlığın geometrik formuna göre üste açılan, alta açılan ve her iki yöne simetrik olarak açılan ağızlıklar olmak üzere üç çeşittir.
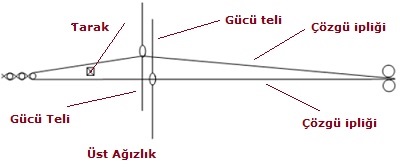
Aşağıdaki şekilde üste açılan ağızlıklarda çözgü iplikleri kumaş düzleminde üst tarafa doğru kaldırılmaktadır. Yukarı doğru kaldırılan iplikler diğerlerine göre daha fazla gerilmeye maruz kalmaktadır. Üste açılan ağızlık yöntemi genellikle el dokuma tezgâhlarında kullanılmaktadır.
Aşağıdaki şekilde altta açılan ağızlıklarda ise çözgü iplikleri kumaş düzleminde alt tarafa doğru indirilmektedir. Aşağı doğru indirilen iplikler diğerlerine göre fazladan gerilime maruz kalmaktadır. Altta açılan ağızlık yöntemi genel olarak terk edilmiş bir yöntem olup, çok az uygulamam alanı olan bir ağızlık açma yöntemidir.

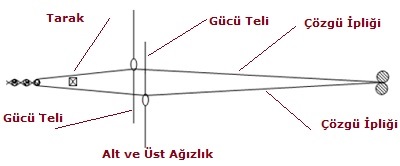
Altta ve üste açılan ağızlık yapısının bir arada kullanılması ile aşağıdaki şekilde her iki yönde açılan simetrik ağızlık formu elde edilmiştir. Çözgü iplikleri kumaş düzleminden aşağı ve yukarı doğru hareket ettirilmekte ve çözgü iplikleri üzerinde neden olunan gerginlik artış seviyeleri teorik olarak aynı kabul edilmektedir.
Dokuma makinelerinde en yaygın olarak kullanılmakta olan simetrik ağızlıkların dezavantajı üst ağızlığı oluşturacak olan çözgülerin yataydan (kapalı ağızlık konumundan) geçerken gevşemeleridir; ayrıca ağızlığın meydana getirilebilmesi için bütün çözgülerin bu ağızlık mesafesini kat etmesi gerekmektedir. Çözgü köprüsünün kullanımı ile çözgülerin yatay konumdan geçmeleri sırasında oluşabilecek gevşemeler önlenmektedir.
Alta açılan, üste açılan ve simetrik ağızlık çeşitlerinin her birisinin makine üzerinde gerçekleştirilmesi sırasında çözgü ipliklerinin yukarı veya aşağı hareket etme mesafeleri farklı şekillerde düzenlenebilmektedir. Ağızlıklar dokuma tezgâhının yan tarafından bakıldığında elde edilen ağızlık görünüşü göre sınıflandırılmaktadır.
Çözgü ipliklerinin ağızlık kesitindeki yerleşimine göre isimlendirilen ağızlık çeşitleri;
Olarak gruplandırılmaktadır.
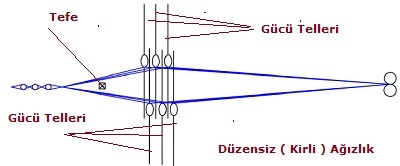
Düzensiz (kirli) ağızlık
çeşidinde çerçevelerin her biri aynı mesafede yer değiştirmekte ve buna bağlı olarak öndeki çerçevelere bağlı çözgü iplikleri ile arkadaki çerçevelere bağlı çözgü ipliklerinin farklı yatay düzlemde bulunmaları sebebiyle düzensiz bir yapı oluşmaktadır.
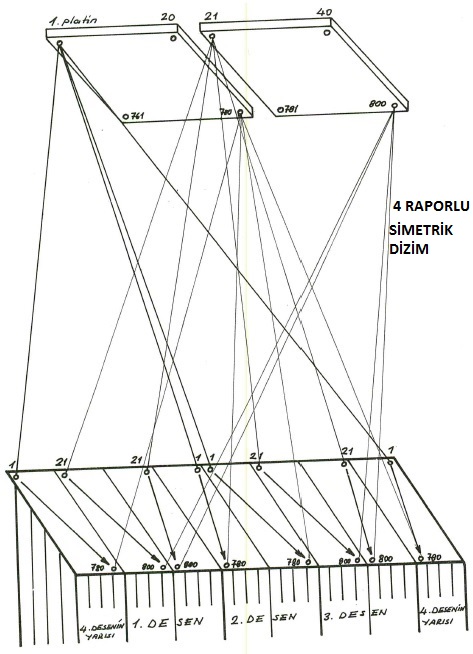
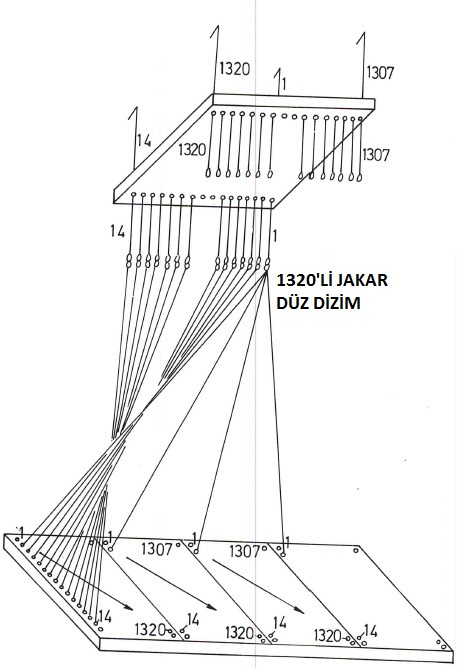
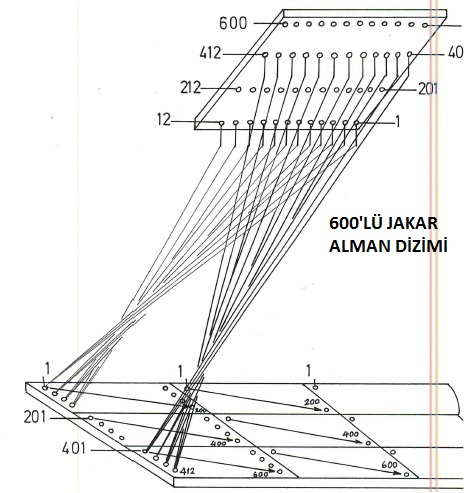
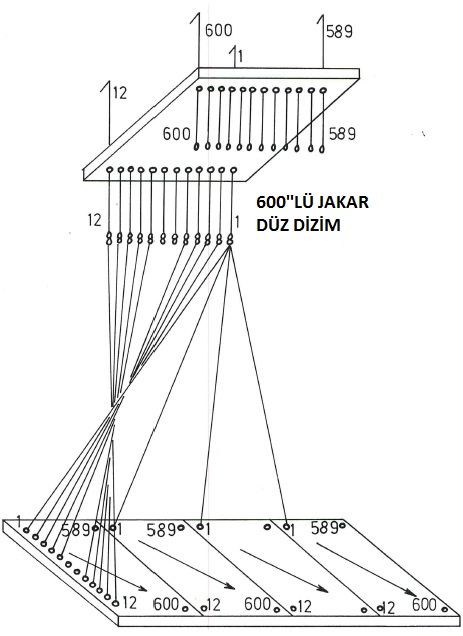
Bu ağızlık yapısında bütün gücülerdeki çözgü tellerinin gerilmeleri nispeten aynıdır. Simetrik ağızlık dikkate alınarak oluşturulmuş olan çizimden aşağıdaki şekilde görüleceği gibi ağızlıkta, alt çözgü tellerinin bir kısmının mekik yolu üzerinde bulunması ipliklerin daha fazla aşınarak kopuş sayısının artmasına neden olmaktadır. Düzensiz ağızlık jakar mekanizmalarında kullanılmaktadır. Çerçeve sayısı düşük olan tezgâhlarda ve denim kumaş dokuyan tezgâhlarda da tercih edilen ağızlık uygulaması düzensiz ağızlık uygulamasıdır.
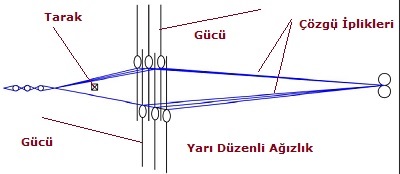
Yarı düzenli ağızlık
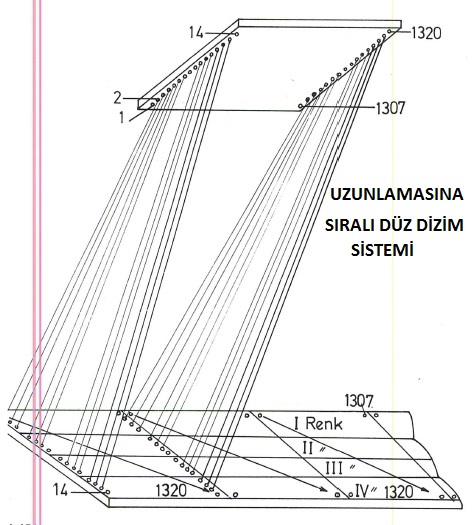
çeşidinde çerçeveler ve gücülere bağlı çözgü iplikleri genelde alt tabakada düzenli ağızlık tipinde, üst tabakada ise düzensiz ağızlık tipinde bir form oluşturacak şekilde hareket ederler. Bu ağızlık çeşidi daha çok kancalı atkı atma sistemine sahip dokuma tezgâhlarında tercih edilmektedir.
Düzenli (temiz) ağızlık,
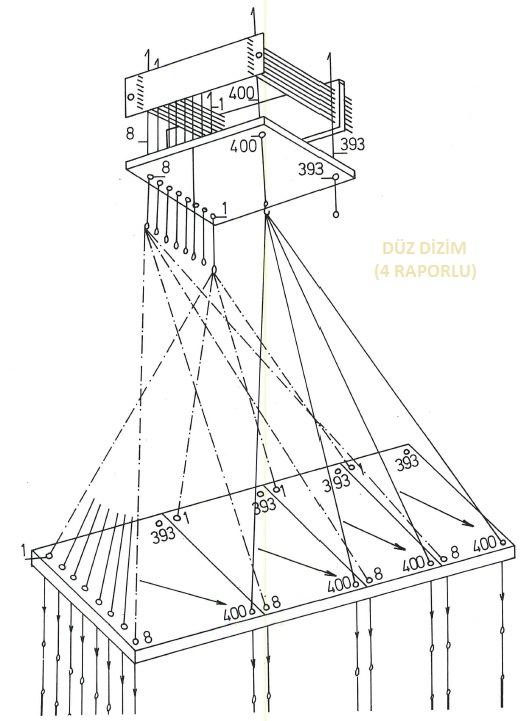
ağızlıktan atkı taşıyıcısının geçişi düşünülerek çözgü ipliklerinin aynı eğimde yükselmesinin sağlandığı uygulama tipidir. Bu ağızlık uygulamasında çerçeveler meyilli olarak yükseltilmektedir. Çerçevelerin her birisinin kumaş düzlemine olan mesafeleri birbirinden farklı olmaktadır. Arkadaki çerçeve en uzak konumda yerleşmiştir.
Kumaş çizgisine yaklaşıldıkça çerçevelerin hareket mesafeleri azalmaktadır. Bu nedenle ağızlığı oluşturan çözgü gruplarının arasında gerilim farkı doğmaktadır, bu durum düzenli ağızlık uygulamasının dezavantajıdır. Atkı atma sistemlerindeki geliştirilen konstrüksiyonlar sayesinde günümüzün modern tezgâhlarında çerçevelerin hareket mesafeleri azaltılarak bu olumsuzluk mümkün olduğunca azaltılmıştır. Bu ağızlık açma formu mekikli, kancalı, hava veya su jetli gibi tezgâhlarda düzgün ağızlık uygulamasının istendiği yerlerde tercih edilmektedir.





Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )