Antep Kutnu Kumaşı, Gaziantep’te yüzyıllardır üretilen ve kullanılan genellikle çözgü sateni veya bez ayağı örgü ile dokunan, boyuna çizgili desenlerden oluşan bir tür atlas kumaştır. Çözgüsü ince ipek, atkısı pamuk ve ipek karışık atılmış, çoğunlukla yollu bir kumaştır. Zamanla çözgüsü suni ipek (floş) iplik, atkısı pamuk iplik kullanılmaya başlanmıştır.
Kumaşın atkı sıklığı ve çözgüsüne göre:
- Çözgü tel sayısı 4000-5000 arası olan, örgüsü atlas saten olan kumaşlar “kutnu kumaş”,
- Çözgü tel sayısı 3000-4000 arası olan; örgüsü bez ayağı, düz çizgili bağlama batik motifli olan kumaşlar “meydanîye kutnu kumaş”,
- Çözgü tel sayısı 2000-3000 arası olan; örgüsü bez ayağı, düz çizgili ve bağlamalı batik tekniği ile kendiliğinden oluşan desenli kumaşlar, “alaca kutnu kumaş” olarak adlandırılmaktadır.
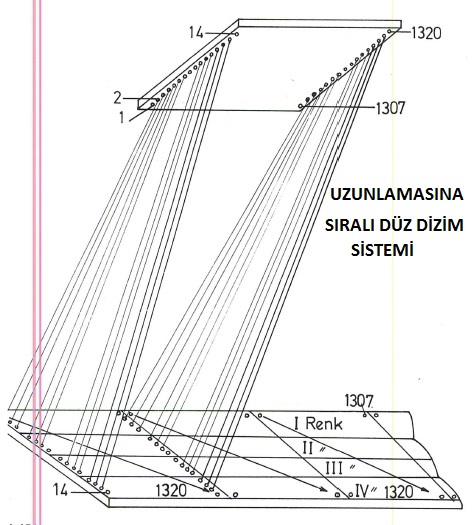
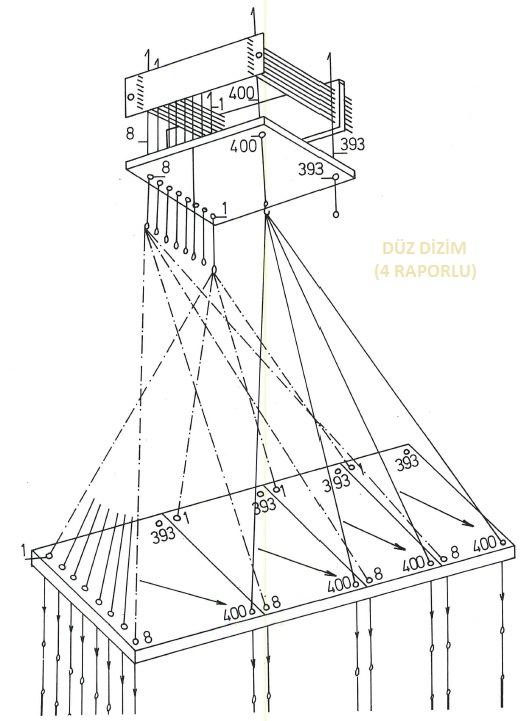
Renkli çözgülerin oluşturduğu boyuna çizgili yolların genişlikleri, renkleri ve desenlerine göre aşağıdaki çeşitler bulunmaktadır.
- Hindiye Kutnu
- Çiçekli Furş
- Çiçekli Mecidiye
- İnce Kalem Meydanîye
- Kemha Kutnu
- Çiçekli Kırmızılı Furş
- Düz Mecidiye
- Müflüs
- Mercan Kutnu
- Çiçekli Şahiye
- Sultan
- Kemha
- Şahiye Kutnu
- Çingene
- Yeşil İnci
- Şaliye
- Kerasi Kutnu
- Furş
- Zefir
- Eli Şalşapik
- Vişneli Furş
- Bayraklı Mecidiye
- Sarı Meydanîye
- Elvanlı Kutnu
Çözgü ipliklerinin bağlama batik tekniği ile renklendirilmesinden dolayı kendiliğinden oluşan desenlere göre de Antep Kutnu Kumaşı aşağıda belirtilen şekilde isimlendirilmektedir.
- Sedefli Bağlama Kutnu
- Zincirli Kutnu
- Vişneli Darıca Kutnu
- Beyaz Taş Kutnu
- Sarı Taş Kutnu
- Bağlamalı Darıca
- Bağlamalı Furş Kutnu
- Mehtap Kutnu
- Bağlamalı Mehtap
- Bağlamalı Sarı Tas
- Bağlamalı Sedefli
- Bağlamalı Zencirli
- Beyaz Tas
Ayrıca farklı isimler ile adlandırılan ve burada belirtilmeyen fakat aynı üretim tekniği ile üretilen kutnu kumaşlarda bulunmaktadır.
Antep Kutnu Kumaşı’nın özellikleri:
- Çözgü adı verilen dikey ipliklerde, ilk dönemlerde ince ipek kullanılmış olup son dönemde ise 100, 120, 150 denye numaralı suni ipek (floş) ipliği kullanılmaktadır.
- Atkı adı verilen yatay ipliklerde 20/NE iki kat pamuk ipliği kullanılmaktadır.
- Haşıl hammaddesi olarak kayısı ağacından elde edilen doğal kitre zamp reçine kullanılmaktadır.
- Renkli çözgülerin oluşturduğu boyuna çizgili desenlerden oluşmaktadır. Bu çizgilerin oluşturduğu yolların genişlikleri, renkleri ve desenleri farklılık göstermektedir.
- Çözgü ipliklerinin bağlama batik tekniği ile renklendirilmesinden dolayı kendiliğinden oluşan desenler bulunmaktadır.
- Kullanılan ipliğin kalınlık ve inceliklerine göre Antep Kutnu Kumaşların 1 cm deki atkı tel sayısı 10-12, 1 cm deki çözgü tel sayısı 56-70 arasında değişmektedir.
- Antep Kutnu Kumaş’larda kullanılan örgüler, genellikle çözgü sateni veya bez ayağı olup, yer yer rips örgü de kullanılmaktadır.
Antep Kutnu Kumaş, yöre insanının geleneksel giysilerinde, halk oyunları kıyafetlerinde ve ayrıca günlük hayatta kullanılan fular, yelek, gömlek, kravat, çanta ve benzeri giyim eşyaları ile perde, döşemelik kumaş ve benzeri dekorasyon ve süs eşyalarının yapımında kullanılmaktadır.
Ürünün Üretimi Antep Kutnu Kumaşı’nın dokuma öncesi, dokuma ve dokuma sonrası işlemlerinin aşamaları aşağıdaki şekilde gerçekleşmektedir.
1. Söküm İşlemi:
Sökücüler tarafından yapılan söküm işlemi yaklaşık 16 m² lik bir alana kurulmuş olan “devere” adındaki çözgü dolaplarında yapılır. Çözgü dolabı dört kanattan oluşur ve kanatlar arasındaki mesafe 1,8 m dir. Dört köşe olarak yapılan dolabın çevresi 7,2 m dir. Çözgü iplikleri bobinlerden sağılarak “devere” adı verilen çözgü dolaplarına sarılır. Deverede, dokunacak kumaşın boyuna göre ve istenilen çözgü tel sayısına göre sarım işlemi yapılır. Sarım işlemi bittikten sonra çözgü ipliklerinin çözülmesi esnasında ipliklerin bozulmamasını ve karışıklığını önlemek için “bağlık(çapraz)” denilen ipliklerle bağlanır ve çile haline getirilir. Hazırlanan çilelere “şak” adı verilir.
2. Boyama İşlemi:
Söküm işleminden sonra, hazırlanan çilelerin boyanması işlemine geçirilir. Boya maddesinin hazırlanması için büyük bir kazana 200 ile 800 litre kadar su konulur. Rengin tonuna, açıklık ve koyuluğuna göre 50 ile 300 gram arası boya maddesi ilave edilir. Boya maddesi ilave edildikten sonra kazana soda ve tuz katılarak boyamaya hazır hale getirilir. Bir renk için boyama işlemi 30 ile 45 dakika arasında gerçekleşmektedir. Boyamacılıkta kök boyalar kullanılmakta iken artık günümüzde genellikle tercih edilen direkt boyalar kullanılmaktadır. Boyamacılıkta ayrıca bağlama batik boyama tekniği de kullanılmaktadır. Bağlama batik boyama tekniğinde ise desenin önceden çizilmesi ve bilinmesi koşulu ile iplikler üzerinde her renk ve hareket için grup bağlamalar yapılmaktadır. Yalnızca en koyu renk ile boyanacak kısımlar açık bırakılır. Daha sonra koyudan açığa doğru bir sıralama izlenerek boyama yapılır. Her boyaya batırmada o boyanın renginde boyanması istenen kısımların üzerindeki bağlar çözülür. Bir önceki boyada üzeri sıkıca sarılı olduğundan boyanmamış olan bu kısım üzerindeki bağlar çözüldükten sonra girdiği boyanın rengini alır. İşlem istenilen renkler elde edilene kadar bu şekilde her ıslatmadan sonra bağlı kısımlar açılarak sürer. En son en açık renklere batırılır.
3. Mezek İşlemi:
Çilelerin boyama işleminden sonra mezek işlemine geçilir. Mezek işlemi haşıllama, elle açma-tarama ve kavuk olmak üzere üç aşamadan oluşmaktadır. Haşıllama işleminde, haşıl maddesi olarak kayısı ağacından elde edilen doğal kitre zamp reçine kullanılarak boyalı veya boyasız çözgü ipliklerinin daha sağlam olması, dokuma esnasında iplik kopmalarının önlenmesi ve aynı zamanda ipliklerin parlaklık kazanması sağlanır. Daha sonra haşıllanan çözgü iplikleri duvara çakılı olan iki çubuk arasına gerilerek haşıllanmış çözgü ipliklerinin aralarını açmak ve düzgünleştirilmesi işlemi yapılır. Haşıllanmış, elle açma-tarama işlemi yapılmış olan çözgü iplikleri 50 cm uzunluğundaki “milef” adı verilen tahta sopalara sarılır. Tahta sopalara sarılma işlemine “kavuk” adı verilir. Hazırlanan kavukların nemli kalması ve haşıl maddesinin ipliğe iyi nüfus etmesi için naylon torbalara konularak 4 ile 24 saat arasında dinlendirilir.
4. Taharlama Öncesi:
Hazırlanan kavuklar, levent adı verilen makaralara sarılarak dokuma tezgahına verilir.
5. Taharlama:
Çözgü iplikleri tek tek gücü tellerinin üzerindeki küçük gözeneklerden geçirilir. Armürlü ve jakarlı tezgahlarda kullanılan gücü telleri metalden olup; kamçılı el tezgahlarında, pamuk ipliğinden hazırlanmış gücü telleri kullanılmaktadır. Gücü tellerinden geçirilen iplikler Antep Kutnu Kumaşı’nın deseni ve sıklığına göre belirlenen tarak numarasına göre hazırlanan tarak dişlerinden üçerli, dörderli, beşerli, altışarlı teller geçirilir.
6. Atkı İpliğinin Hazırlanması:
Atkı ipliği olarak genelde pamuk ipliği kullanılır. Pamuk ipliği iki kat olarak kullanılmaktadır. Kelep halindeki pamuk ipliği haşıllanması için mısır, arpa, buğday nişelerinden elde edilen sıvı maddeye batırılarak nişelenir. Daha sonra sıkılarak ve kurutularak bobin makinelerine hazır hale getirilir. Bobin sarma makinelerinde kullanılacak olan atkı iplikleri masuraya sarılır. Masuranın mekiğe yerleştirilmesinin ardından Antep Kutnu Kumaşı dokunmaya başlanır.
7. Dokuma İşlemi:
Geçmişte ahşaptan yapılmış kamçılı çekme tezgâhta mekikle dokuma tekniği kullanılarak dokunan Antep Kutnu Kumaşı, günümüzde daha gelişmiş armürlü ve jakarlı tezgahlarda dokunmaktadır.
8. Bitim İşlemi:
Antep Kutnu Kumaşı dokunduktan sonra tavlama ve nişeleme, cendereleme ve mengeneden geçirme işlemlerine tabi tutulur. Tavlama ve nişeleme işlemi, Antep Kutnu Kumaşı’nı haşıl maddesi ile nemlendirme işlemidir. Su ve nişasta ile hazırlanan madde kumaşa serpilir. Serpme işlemi çalı süpürgesiyle yapılır. Bu maddenin kumaşa işlemesini sağlamak için kumaş katlanır ve üzerine ağırlık konularak 4 ile 24 saat arasında dinlenmeye bırakılır. Bir gün dinlendirilerek nemi ayarlanan kumaş cendere makinesine verilir. Cendere bir çeşit ütüleme işlemi yapar. Silindirler birbirine ters yöndedir. Silindirlerden oluşan cenderede kumaş sıkışarak basınç altından geçerken yüzeyi parlar ve iplikler ezilerek doku gözenekleri kapanır. Cenderedeki kumaş tek katlıdır. Ancak bazı zamanlarda kumaşlarda hareli görüntüler yapılır. Bu görüntü için de kumaş nemli ve ikiye katlanmış halde cendereye konulur. Böylece kumaş üzerinde bazı yerlerde parlak bazı yerlerde de mat hareli yüzeyler oluşur. Son işlem olarak Antep Kutnu Kumaşı mengeneden geçirilir. Mengenede birkaç top kumaş katlanıp üst üste yığılarak basınç altında bir gün sıkıştırılarak dinlendirilir. Bu şekilde kumaşa düzgünlük ve parlaklık verilir. Belirlenmiş Coğrafi Alanda Gerçekleşmesi Zorunlu Olan Özellikler Antep Kutnu Kumaşı’nın kendine has dokunarak işlenmesi, örgüsü ve boyanması işlemleri, babadan oğla geçen üretim tekniğine ve bu tekniğe göre çalışan ustaların el emeğine dayalı olarak gerçekleştirilmektedir. Dolayısı ile Antep Kutnu Kumaşı’nı üretmek için yılların birikimini almış büyük beceri ve ustalık gerekmektedir.
Antep Kutnu Kumaşı’na özgü olan;
Renkli çözgülerin oluşturduğu boyuna çizgili desenleri, genişlikleri ve renkleri oluşturarak istenilen kumaşı yapmak,
Çözgü ipliklerinin dokumada alacağı şekil, desen ve motif düşünülerek hesap edilip bağlama batik tekniği ile renklendirilmesi ve renklendirilmesinden dolayı kendiliğinden oluşan şekilleri, desenleri ve motifleri yapmak, tamamen yetişmiş ustaların becerisine ve el emeğine dayanmaktadır. Bu nedenle özellikle “bağlama batik boyama” ile kumaşın dokunması işlemlerinin Gaziantep ili sınırlarında gerçekleştirilmesi gerekmektedir.

 derstekstil
derstekstil