- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 98086
 derstekstil
derstekstil
ARMÜRLERDE KULLANILAN PROGRAMLAMA MEKANİZMALARI
Program mekanizması (seçim mekanizması), program taşıyıcısından gelen sinyale bağlı olarak armürün ana milinden alınan hareketi çerçevelere iletir.
Konstrüksiyon yapısına göre program taşıyıcılar;
Olarak sınıflandırılmaktadır. Zincirli tekerlekli ve zincirli kamlı taşıyıcıların basit şemaları aşağıdaki şekildeki gibidir.
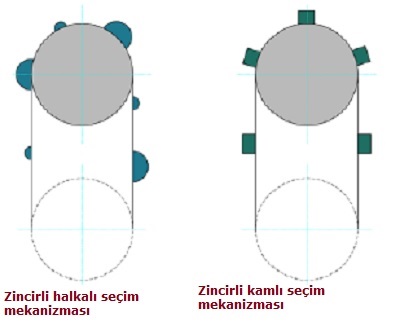
Bu tür program taşıyıcıları eski mekanik dokuma makinelerinde kullanılmaktadır. Program taşıyıcılar (halka ve kamlar) aynı zamanda güç iletme işlemini de üstlenmiş bulunmaktadırlar. Program zinciri uzunluğu dokunacak kumaşın örgü raporuna bağlı olarak değişmektedir.Program taşıyıcı halka ve kamların boyutları çerçevelerin yer değiştirmesi ve iletilen kuvvetin büyüklüğüne bağlı olarak değişmektedir ve bu nedenle hantal olmaktadırlar.
Bantlı ve diskli program taşıyıcıların basit işlem şemaları aşağıdaki şekilde görülmektedir.
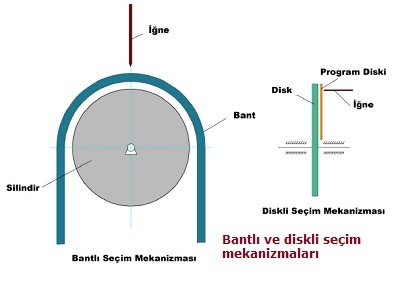
Program okuması ve çerçevelere iletim iğneler yardımı ile gerçekleştirilmektedir. Bantlı sistemde bandın üzerinde belli hatve ile yerleşmiş program şeritleri bulunur. Şeritlerin sayısı idare edilen çerçeve sayısına eşit olmaktadır. Var yok mantığı ile çalışan bu tip mekanizmalarda var karşılığı delik, yok ise deliksiz olarak belirlenmiştir. Makinenin her türünde iğnelerin yardımı ile bantın üzerinde delik olup olmadığı kontrol edilir. İğne deliksiz alanla karşılaştığında çerçeveler alt durumdan üst duruma, deliğin içerisine daldığında ise üst durumdan alt duruma doğru yer değiştirirler.
Zincirli program taşıma mekanizmalarından farklı olarak (çerçevelere hareketin iletilmesinde mekanik güçlendiricilerin kullanılması zorunludur) bant- iğne sisteminden hareketin direkt olarak çerçevelere iletilmesi imkânsız olduğu için armürde ek mekanik güçlendiriciler kullanılmaktadır. Bu tür program taşıyıcılar içeren program mekanizmaları konstrüksiyon yapılarının karmaşık olmasına rağmen günümüzde kullanılmaktadırlar.
Elektronik program taşıyıcı olarak elektronik kasetler, disketler ve CD ler kullanılmaktadır.
İstenilen boyutta programı içerebilen ve kullanımlı olan bu tür program taşıyıcıların tek dezavantajı dokuma tezgahının ek olarak bilgisayar sistemi ile ekstradan donatılmasıdır. Eğer sistemde CD kullanılmakta ise, bir CD ye birçok desen yazılabileceği için bir desenden başka bir desene geçmek için CD değişimi söz konusu olmamaktadır. Günümüzde armür üreten firmalar elektronik armürleri ile kullanılmak üzere desen tasarım, armür kontrol ve programlama sistemlerini içeren ilave üniteler de sunmaktadırlar.
Bugün üretilen dokuma makineleri kendi bilgisayar sisteminde armür programlama ve kontrol modülüne sahip olduğundan armür üreticilerinin kontrol ünitelerine gerek duyulmaz. Ancak dokuma makineleri bilgisayar kontrollü değilse veya kendilerinin armür programlama ve kontrol ünitesi yoksa armür üreticilerinin armür programlama ve kontrol ünitelerine duyulur.
Aşağıdaki şekilde Staubli firmasına ait elektronik armür kontrol ve programlama sistemi (Staubli programming system 18) görülmektedir.
Sistem desen tasarımının yapıldığı bir bilgisayar, user software 18-58Ш/18-58IV adı verilen desen tasarım programı, taşınabilir program cihazı (portable programming device 18-58II), hafıza kartı (ram) ile veri taşıma terminali (pocket terminal 18-59II) ile armür kontrol biriminden oluşmaktadır.
Desen tasarım programı kullanılarak veya diğer bir desen tasarım sisteminde tasarlanan desen, taşınabilir programlama cihazı 18-58II’ye yüklenir. Bu cihaz 28 çerçeve için toplam 50000 atkıya kadar 1000 farklı örgü ile 9 ilave dokuma makinesi fonksiyonunun programlanmasına olanak verir. Gerekirse örgü üzerinde 18-58II cihazı kullanılarak değişiklik yapılabilir. Örgü daha sonra armür kontrol ünitesine aktarılır.

Desen verilerinin armür kontrol ünitesine yüklemenin diğer bir yolu da veri taşıma terminali 18-59II’nin kullanılmasıdır. 18-58II cihazından örgü verileri 18-59II cihazına aktarılır. Buradan da armür kontrol birimine yüklenir.
Yüklenen örgüde bir hata olduğunda düzeltme yapmak amacıyla örgü armür kontrol biriminden 18-59II cihazına ve buradan da 18-58II cihazına geri yüklenebilir. Düzeltme yapıldıktan sonra ters yol izlenerek örgü armür kontrol birimine yüklenir.
Örgüyü armür kontrol ünitesine yüklemenin yanında 18-59II cihazı ile çerçevelerin alt, orta ve üst ağızlık konumlarında seviyelenmesi, çerçevelerin sırayla hareket ettirilmesi, örgünün tersine çevrilmesi, çözgülerin 1/1 ve 2/2 örgüye göre iki tabakaya ayrılması, atılan atkı sayısının görüntülenmesi, dokuma makinesi devir sayısının görüntülenmesi, çalışan programın ID numarasının görüntülenmesi gibi ana dokuma fonksiyonlarının kontrolüne de olanak verir.
Armür kontrol üniteleri bir ağ üzerinden merkezi bir bilgisayar ile iki yönlü veri alışverişi yapılabilir. Bu yaklaşımla yukarıda bahsedilen cihazlara gerek duyulmaksızın örgülerin armür kontrol ünitelerine yüklenmesi ve gerektiğinde düzeltme yapmak için geri getirilmesi mümkündür. Ayrıca ağ üzerinden ana dokuma fonksiyonlarının kontrolü ve izlenmesi de mümkündür.
Program okuma ünitelerinin konstrüksiyon yapısını ise program taşıyıcının türü belirlemektedir. Halkalı ve kamlı program taşıyıcılı armürlerde program okunması ve uygulanmasında kullanılan konstrüksiyon aşağıdaki şekilde görülmektedir.
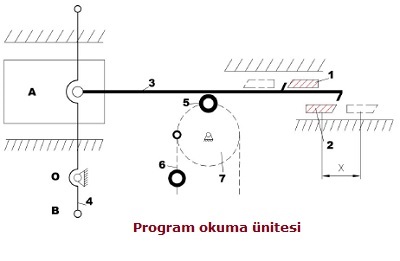
1 ve 2 bıçaklarına x ileri –geri yer değiştirme hareketi iletilir. 3 kancası büyük çaplı halka ile temasa geçtiğinde tahrik milinden alınan hareket kam veya kol mekanizmalarının yardımıyla 1 ve 2 numaralı bıçakların yatay eksen boyunca karşılıklı ters yönlü harekete dönüştürülür. 3 kancasının alt ve üst konumlarında olması desen zincirindeki halkaların büyük ve küçük olmasına ve hangi halka ile temasa geçildiğine bağlıdır. Büyük halka üst konumu, küçük halka alt konumu belirtmektedir. 3 kancası üst durumda olduğunda 1 bıçağı, alt durumda ise 2 bıçağı ile temasa geçerek yatay eksen boyunca sola veya sağa doğru hareket alır. Bu hareket 4 kolu vasıtası ile çerçevelere iletilir. Kancanın yukarı veya aşağı yönde hareketi 5 numaralı program halkasının çapına bağlı olmaktadır.
Makinenin her periyodunda 7 mili 360º⁄dönme açısı kadar döndürülür ve bir sonraki halka 3 kancası ile temasa girerek onun üst veya alt duruma gelmesini sağlamaktadır.
Çerçevelerin geri hareketi çözgü ipliklerine uyguladığı elastikiyet kuvvetleri yaylar tarafından gerçekleştirilir.
Bantlı ve diskli program taşıyıcılı armürlerin program okuma ünitelerinde genelde iğneli okuma sistemleri kullanılır. Programın okunması iğnenin bandın üzerinde açılmış deliğe dalması ile gerçekleştirilir. Bandın imal malzemesi karton, kâğıt veya ince plastik malzeme olabileceğinden iğnenin banda uygulayabileceği kuvvet sınırlıdır. Bu durumdan dolayı halkalı program taşıyıcı mekanizmalarından farklı olarak, iğne ile hareket iletme mekanizması arasında mekanik güçlendirici mekanizması yerleştirilir.




Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )