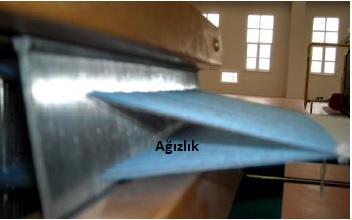
Dokuma makinelerinde, atkının atılmasından önce çözgü ipliklerinin iki tabakaya ayrılarak oluşturduğu, üçgen kesitli tünele ağızlık adı verilmektedir. Açılan her ağızlık içinden kaydedilen atkı ipliğinin üstünde veya altında bulunması gereken çözgü ipliklerinin belirlenmesi için çeşitli sistemler geliştirilmiştir. Bu sistemlerden her biri ağızlık açma sistemlerini oluşturmaktadır.
Ağızlık açma sistemleri, kumaşın dokunma kalitesini ve makinenin kullanışlılık derecesini belirler. Bu bakımdan dokuma örgüsünün sade veya karmaşık olması, örgü raporunun genişliği ve yüksekliği birinci derecede ağızlık açma sistemine bağlı olmaktadır.
Dokuma makinelerinde çözgülerin ağızlık oluşturabilmesi için gücü tellerinden geçirilmesi gerekir. Gücü tellerinden geçirilen çözgüler, atkı ipliğinin her atılışından önce gruplar hâlinde aşağıya veya yukarıya hareket ettirilir. Çözgülere verilen bu hareket ile oluşan bu boşluktan, atkı ipliği atılarak kumaşın oluşması sağlanır. Ağızlığın oluşturulabilmesi için en az iki çerçeveye ihtiyaç vardır.
Ağızlık iki bölümde adlandırılır.
Ön ağızlık: Dokuma makinesinde taraktan dokunan kumaşa kadar olan bölüme verilen addır. Bu bölüm atkı taşıyıcının rahatça geçebileceği ölçülerde olmalıdır.
Arka ağızlık: Dokuma makinesinde gücülerden tarağa kadar olan bölüme verilen addır.
AĞIZLIK ÇÖZGÜ İPLİKLERİNİN HAREKET ETME BİÇİMİNE GÖRE :
üçe ayrılır :
1-Üst ağızlık: Armürlü tezgâhlarda, bir kısım çözgü iplikleri yatay duruş noktasından yukarı kaldırılır, geri kalan çözgü iplikleri yatay duruş noktası hizasında bırakılır ise açılan bu ağızlık şekline üst ağızlık adı verilir.
2-Alt ağızlık: Çözgü ipliklerinin bir kısmının yatay duruş noktasından aşağıya indirilmesi, geri kalan çözgü ipliklerinin yatay duruş noktasında bırakılması ile oluşturulan ağızlık şekline alt ağızlık adı verilir.
3-Tam ağızlık: Çözgü ipliklerinin bir kısmının yatay duruş noktasının üstüne çıkarılması, geri kalan çözgü ipliklerinin yatay duruş noktasının altına indirilmesi ile oluşturulan ağızlık şekline tam ağızlık adı verilir.
MAKİNENİN AĞIZLIK ELDE ETME ŞEKLİNE GÖRE ĞIZLIK AÇMA TİPLERİ :
üçe ayrılır:
1-Açık ağızlık: Dokuma makinelerinde sadece yer değiştirecek olan çerçevelerin hareket ettiği sistemdir. Yani birinci atkıda yukarıya veya aşağıya hareket eden çerçeveler ikinci atkıda da aynı hareketi yapacaklarsa yerlerinde kalır. Bu durumda tefe atkıyı sıkıştırdığı zaman ağızlık açık kalır. Bu tip ağızlık açan makinelerde atkı sıklığı az olan kumaşların dokunması tercih edilir.
2-Yarı açık ağızlık: Bu sistemde iki tip uygulama gerçekleştirilir. Bunlardan biri, aşağıda kalan çerçevelerin sabit kaldığı, üst ağızlıktaki çerçeveler de dâhil olmak üzere diğerlerinin hareket ettiği sistemlerdir. Üst ağızlık oluşturan ağızlık açma sistemlerinde daha çok görülen bir uygulamadır. Diğer bir yöntem ise üst ağızlık oluşturan çerçevelerin tamamen aşağıya yani sıfır noktasına kadar inmeden beklediği, diğer çerçevelerin normal hareket ettiği uygulamadır.
3-Kapalı ağızlık: Makinede, atkı atıldıktan sonra bütün çözgü ipliklerinin aynı hizaya geldiği uygulamadır. Yani tefe en geri noktadayken tamamlanan atkı atma sonrasında çerçeveler normal duruş noktasına (sıfır noktasına) dönerek ağızlık kapatılır. Alt ve üst çözgüler arasına sıkışan atkı ipliği, tefenin atkıyı kumaşa doğru itmesiyle sıkıştırılır. Kapalı ağızlıklı dokuma tezgâhlarında, atkı sıklığı fazla olan kumaşlar dokunur.
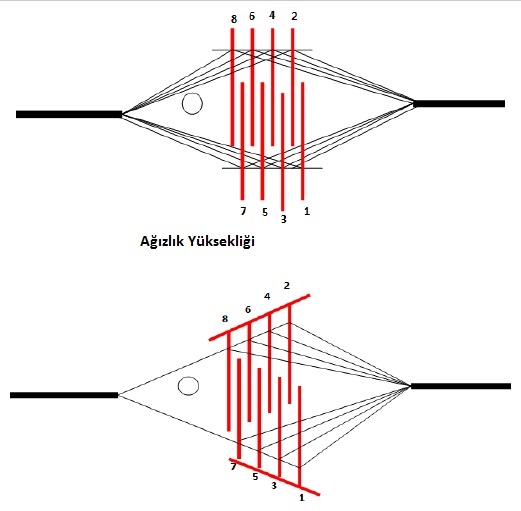
AĞIZLIK YÜKSEKLİĞİ VE DOKUMA MAKİNELERİNDE DÜZGÜN AĞIZIK OLUŞTURMA
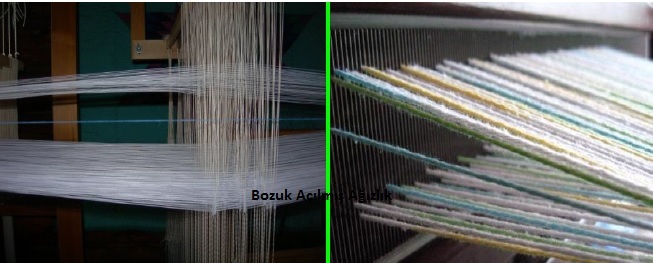
Dokuma işlemi sırasında ağızlıkların düzgün açılması dokuma üretkenliği için son derece önemlidir. Düzgün açılmış bir ağızlık, atkı taşıyıcı elemanın çözgü ipliklerine takılarak meydana getirdiği kopuşlara fırsat vermeyecektir. Bunun yanı sıra çözgü ipliklerinin gereğinden fazla gerilmelerinin önüne geçilecektir.
Ağızlık oluşumu için yapılacak ideal çerçeve ayarı, birinci çerçeveye daha fazla hareket vermektir. Ağızlığın açılmasında bütün çerçeveleri eşit seviyede ayarlayacak olursak iyi bir ağızlık şekli elde edemeyiz. Çünkü yukarıya kalkmış ve aşağıya inmiş olan iplikler aşağıya ve yukarıya eşit seviyede hareket ettikleri için ağızlıkta aynı hizada bulunmayacaktır. Açılan ağızlıktaki ipliklerin aynı hizada bulunmaması atkı taşıyıcının geçmesini zorlaştıracak ve sürtünmeden dolayı çözgü kopmaları oluşacaktır. Aşağıda bu tip bir ağızlık görülmektedir.
Şekilde gibi, birinci çerçeveden itibaren küçük numaralı çerçeveleri daha fazla kaldırarak mekiğin geçeceği düzgün bir ağızlık oluşturulur. Görüldüğü gibi alt ve üst ağızlığı oluşturan iplikler ön ağızlıkta tek bir iplik gibi durmaktadır. Bu durumda çözgü kopmaları önlenmektedir. Çünkü çözgü iplikleri bütünlük kazanmış, takımlara neden olacak düzgünsüzlükler oluşmamıştır.
Eksantrikli ve armürlü ağızlık açma sistemi ile çalışan makinelerde üretilecek kumaş için çerçevelere verilecek hareket yönü önemlidir. Özellikle çerçevelerin eski yerini alması bakımından çerçevelere verilen hareket iki şekildedir.
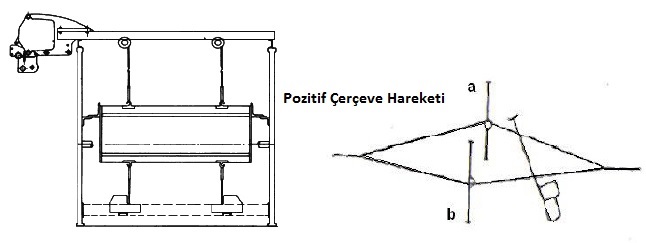
>>>> POZİTİF ÇERÇEVE HAREKETİ
Ağızlık oluşumu, çerçevelere güç uygulanarak hareket verilmesiyle meydana gelir. Dokuma makinelerinde kullanılan enerjinin büyük kısmı ağızlık oluşturmak için çerçevelere hareket verilmesine yönelik olarak kullanılmaktadır. Pozitif çerçeve hareketi ile ağızlık oluşturan sistemlerde, çerçevelere sadece oluşturulması için değil, kapatılması için de ağızlık oluşturma tertibatından hareket verilir. Bu sistemlerde, enerji harcaması artmakla birlikte, hareketin devamlılığı ve seriliği, makinenin devriyle uyum içinde olur. Şekilde pozitif ağızlık açma sistemi ile oluşturulmuş ağızlıkta çerçevelerin konumu; ağızlık açma tertibatı tarafından a çerçevesi yukarıya, b çerçevesi aşağıya çekilmiştir. Ağızlık bir kısım çözgü ipliklerinin yukarıya kalkması ve diğerlerinin de aşağıya inmesi ile oluşur. Bütün çözgü iplikleri hareketli olduğu için sürtünme nedeniyle kopuşlar olabilir.
>>>> NEGATİF ÇERÇEVE HAREKETİ
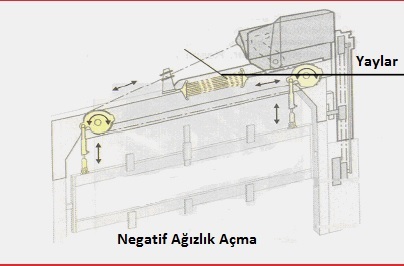
Bu tip sistemlerde, çerçevelere hareket genellikle tek yönde uygulanır. Negatif çerçeve hareketi veren sistemlerde tercih edilen uygulama, ağızlık açma tertibatının çerçevelere yukarı hareket vermesidir. Üst ağızlık açan çerçevelerin geriye gelmeleri, çerçevelere bağlanan yaylar veya ağırlıklar aracılığıyla olur. Ağızlık açma sistemi, çerçevelerin geri hareketi için enerji harcamaz. Yüksek hızlarda kullanıma uygun olduğu için modern dokuma tezgâhlarında tercih edilen bir sistemdir. Şekilde geri çekme yaylarının yatay yerleştirilmiş olduğu sistem görülmektedir.
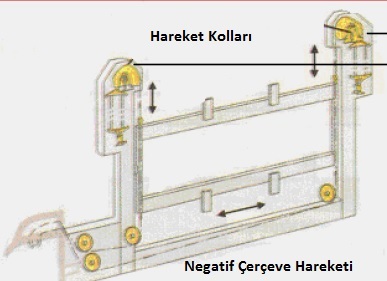
Şekil de ise hareket kolları ile negatif çerçeve hareketi, şematik olarak gösterilmiştir. Her iki tertibatta da geri çekme işlevi, ağızlık açılması ile gerilen mekanizmalar tarafından gerçekleştirilmektedir.
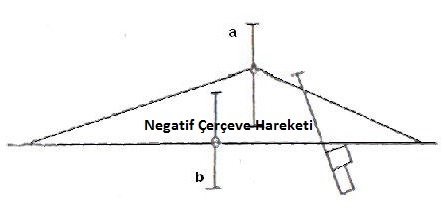
Şekil de negatif ağızlık açma sistemiyle oluşturulmuş gücülerin konumu, (a) çerçevesi yukarı kalkmış, (b) çerçevesi sabit kalmıştır. Jakarlı ağızlık açma tertibatları negatif ağızlığı açar. Gücülerin altında asılı olan ağırlıklar, gücülerin serbest kaldıklarında ilk konumlarına gelmelerini sağlar. Negatif ağızlık açma sistemi özellikle yüksek hızla çalışan dokuma makineleri için çok uygundur. Modern dokuma makinelerinde hafif ve orta ağırlıktaki düz kumaşların dokunmasında negatif ağızlık hareketi eksantrikle veya armürle sallanarak kullanılır. Çözgü ipliklerindeki sürtünme minimumdur. Bu nedenle yüksek hızlara çıkmasına olanak tanır.
Eksantrikli Ağızlık Açma Sistemleri:
Eksantrik, çevresi merkezle aynı uzaklıkta olmayan, değişik merkez kaçıklıklarına sahip parçalara verilen isimdir. Kam olarak da adlandırılır.
Eksantrikli ağızlık açma sistemleri, dokuma makinelerine monte edilme pozisyonlarına göre ikiye ayrılır. Eksantrikli dokuma makinelerinde, çerçeveleri kumanda edecek eksantrikler örgünün armür planına göre hazırlanır. Eksantrik mili üzerine uygun bir şekilde yerleştirilir. Eksantrikli Ağızlık Açma Tertibatları;
- İÇTEN EKSANTRİKLİ
- DIŞTAN EKSANTRİKLİ
olmak üzere İkiye ayrılır. Mekanik dokuma makinelerinde dönen bir mil üzerine monte edilerek ağızlığın açılmasında çerçevelere hareketi ileten metal plakalardır.
Genellikle dönen bir mil (dolap mili) üzerine yerleştirilen eksantrikler, çerçevelere hareket vermek için kullanılır. Çerçeveler eksantrikle temas hâlindedir. Eksantriğin merkezden kaçık burnu, çerçeve ayaklarına temas ettiğinde itme kuvveti uygulayarak ağızlığın açılması sağlanır.
Eksantrikler kullanılacak örgülere göre grup hâlinde sökülüp montajı yapılabilir. Her örgü için ayrı bir eksantrik grubu vardır. Bunun anlamı; makinede uygulanacak örgü değiştirilmek istendiğinde eksantrik grubunun değiştirilmesi gerekir. Eksantrik grupları, makinenin çözgülere verdiği harekete göre örgü raporuna uygun olarak doğru ağızlığı bulmak için ters doğrultuda çalıştırılabilir.
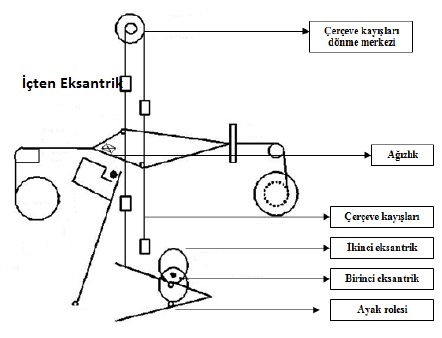
İçten Eksantrikli Ağızlık Açma Sistemleri:
Bu tip dokuma makinelerinde eksantrikler dokuma makinesinin iki yan duvarı arasına yerleştirilmiştir. Daha az yer kaplamaktadır. Çerçevelere hareket iletilmesi daha kolaydır. Dıştan eksantrikli makinelere göre çerçeve sayısı daha azdır.
Bu makinelerde eksantriklerin boyları birbirinden farklıdır. 1. çerçeveye hareket veren eksantriğin boyu 2. çerçeveye hareket veren eksantriğin boyundan daha büyüktür. Örgü bez ayağı ise eksantrikler krank milinin altında bulunan vuruş eksantrik miline, tespit edilmiştir. Bu tezgâhlarda en fazla 6 ile 8 çerçeveye kadar çalışırsa da genellikle 6 çerçeveyi geçmez. İçten eksantrik tezgâhlarda çerçeveyi yukarı kaldıran eksantriğin küçük çapıdır. Çerçeveyi aşağı indiren ise eksantriğin büyük çapıdır.Kumaş örgüsünü değiştirmek istediğimiz zaman genellikle kam paketi değiştirilir. Fakat bazı durumlarda kamların sırasını değiştirmek suretiyle bunların birbirlerine göre açısal konumunu dolayısıyla örgüyü değiştirmek mümkündür. İçten eksantrikli makinelerde dokuma işlemi gerçekleşirken negatif sistemde makara tertibatı çerçevelerin ilk pozisyonlarına gelmeleri için kullanılır.
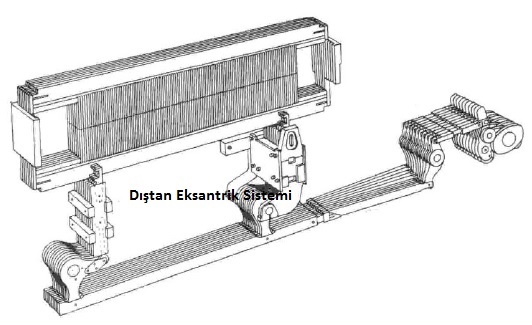
Dıştan Eksantrikli Ağızlık Açma Sistemleri
Bu tip dokuma makinelerinde eksantrikler dokuma makinesi iskeletinin yan duvarları dışına yerleştirilmiştir. İçten eksantrikli ağızlık açma sistemlerine göre daha fazla yer kaplamaktadır. Dıştan eksantrikli dokuma makineleri daha fazla yer kaplamalarına rağmen daha fazla çerçeve ve atkı rapor boyuna olanak tanıdığı, eksantrik değişimi ve bakımı kolay olduğu için daha çok tercih edilmektedir.
Çerçeve sayısını artırabilmek amacı ile eksantrikle ağızlık açmada eksantriklerin tezgâhın dışında çalıştırılması şekli düşünülmüştür. Her ne kadar içten eksantrikli tezgâhlardan daha fazla çerçeveyi bu yolla çalıştırma imkânı doğsa bile bu da sınırlıdır. Yani 8–12 ayağa kadar çıkarılabilir.
Eksantrik makinesi, çift taraflı eksantriklerle gücü çerçevelerine pozitif olarak kumanda eder. Eksantriklerin hareketleri, makara kolları, iletici kollar ve ayaklar vasıtasıyla gücü çerçevelerine iletilir. Eksantrik makinelerinin bir ağızlık kaldırma tertibatı vardır. Bununla makara kolları eksantriklerden ayrı tutularak bütün gücü çerçeveleri aynı yüksekliğe getirilir.