- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 98048
 derstekstil
derstekstil
Birbirinden bağımsız tek veya grup halinde çözgü ipliğinin idare edilmesini gerçekleştiren ağızlık açma mekanizmaları Jakar mekanizmaları olarak adlandırılmaktadır.
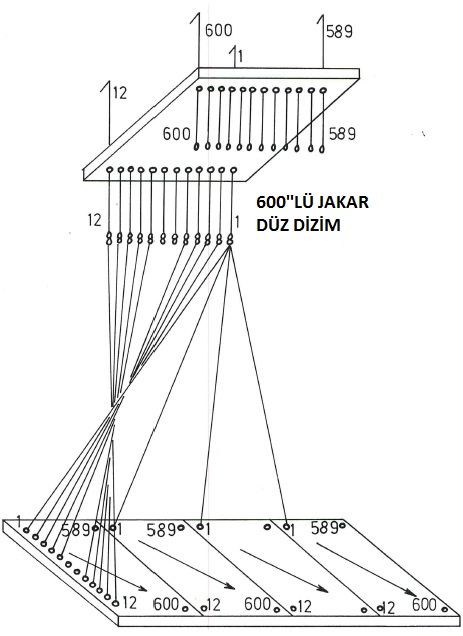
Jakarlı ağızlık açma mekanizmaları ile hemen her türde motifi dokuyabilmek mümkündür. Bu geniş desenlendirme olanağı, sistemin çok fazla sayıda çözgü ipliğine ayrı ayrı hareket verebilmesinden kaynaklanmaktadır. Bir motifi oluşturabilmek için desen raporunda bulunan çözgü teli sayısı kadar çözgü hareketi sağlamak gerekir.
Jakar mekanizmaları çalışma prensiplerine göre;
Olarak iki ana gruba ayrılırlar.
Bu gruplar kendi alt gruplarına da bölünebilmektedirler.
Tek stroklu tek silindirli jakar mekanizmaları
Tek stroklu jakar mekanizmaları dokumada kullanılan en basit jakar mekanizmalarıdır. Bu mekanizmada desen raporunda bulunan her bir çözgü ipliği için bir iğne ve bir kanca bulunmaktadır. Mekanizmanın ana görevi bıçaklara çözgü ipliklerinin yer değiştirmesi için seçilmiş hareket kanununa göre hareket iletmektir. Aşağıda tek stroklu tek silindirli bir jakar mekanizmasının şematik çizimi görülmektedir.
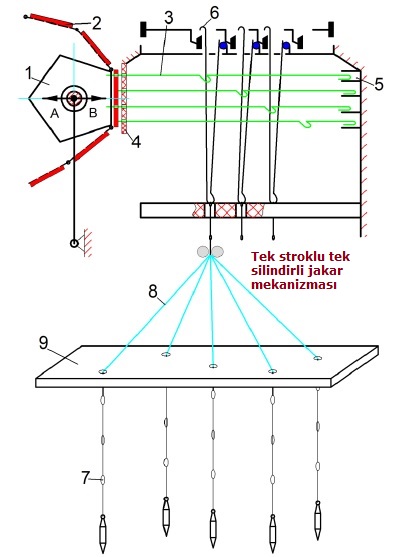
Jakarın program mekanizması üzerinde 2 ile gösterilmiş program kağıtlarını taşıyan 1 numaralı beşgen prizma şeklindedir. Kalınlığı 0,6 – 0,8 mm arasında değişen karton desen kağıtları birbirlerine bağlanarak desen zinciri oluşturulmuştur ve desen kartonu sayısı atkı ipliği sayısına eşittir. Program desen kartonu üzerindeki delikler yardımı ile belirlenmektedir. Desen kartonlarına işlenmiş delikler 3 numara ile gösterilmiş iğneler tarafından okunmaktadır. Desen iğneleri sol uçları ile 4 numaralı iğne tablasının deliklerinde, diğer uçları ile ise 5 numaralı mekanizma gövdesinin yuvalarında yerleşmişlerdir. Sarkaç koluna yerleştirilmiş ve zamanlama diyagramına göre A-B doğrultusunda salınım hareketi 1 numaralı prizma B doğrultusunda hareket ettiğinde iğnelerin serbest uçları ile temas eder ve deliklere dahil olan iğnelerin durumunda bir değişiklik olmadığından, 6 numara ile gösterilen çengellerin bıçaklarla teması bozulmaz. Delik olmayan bölgelerle denk gelen iğneler B doğrultusunda yer değiştirme aldıklarından 6 numaralı çengellerin B doğrultusunda eğilmesine ve onların bıçakların etki alanından çıkarılmasına neden olmaktadır.
Teması bozulmayan çengeller bıçaklarla birlikte yukarıya doğru hareket alarak 7 numaralı gücülere geçirilmiş çözgü ipliklerini üst duruma getirirler. Bıçakların etkisinden kenarda kalan çengellerin durumunda değişiklik olmadığından, onların idare ettikleri çözgü iplikleri alt konumlarını sağlamış olurlar. Bu sayede rapora bağlı bir ağızlık oluşur.
Gücülerin üst durumdan alt duruma getirilmesi için onlar alt uçlarından yaylar vasıtası ile gövdeye bağlanırlar. Düşük hızlı dokuma tezgahlarında yayların yerine ağırlıklar kullanılmaktadırlar. Ağırlıklar çengellerin bıçaklarla birlikte geriye hareket etmesini sağlamaktadırlar. Çengellerin gücülere 8 numara ile gösterilen elastik bağlarla bağlanmışlardır. Rapor içinde aynı örgüyü oluşturan çözgü iplikleri mümkün oldukça bir çengel ile idare edilirler. 9 numaralı tabla, elastik bağların yönlendirilmesine hizmet etmektedir.
Çift stroklu ve tek silindirli jakar mekanizmaları
Desen silindirinin her atkıda hem dönüş hem de çarpma hareketini birlikte yapması tezgâh hızını sınırlayan faktörlerden biridir. Jakar mekanizmalarının hızlı çalışmasını sağlamak amacıyla çift stroklu ve tek silindirli veya çift stroklu çift silindirli sistemler geliştirilmiştir.
Çift stroklu tek silindirli jakar mekanizmalarında birer tabla üzerine monte edilmiş iki bıçak seti bulunur. Tablalar birbirleriyle ters yönde yukarı aşağı hareket ederler ve her birinin hareket periyodu iki atkıda bir tamamlanır. 600 iğnelik çift kurslu tek silindirli bir jakar makinesinde 1200 adet kanca bulunmaktadır. Bu her iğnenin iki kancayı kontrol ettiği anlamına gelmektedir.
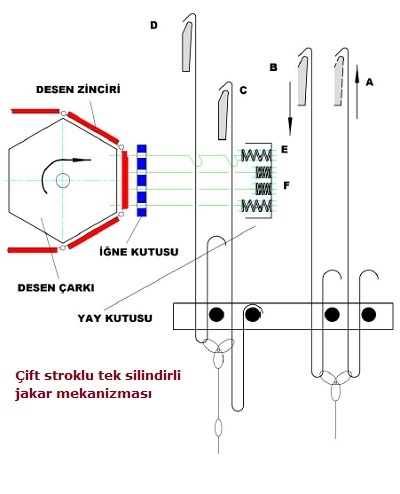
Yukarıda görülen mekanizma incelendiğinde D kancasının aşağı inmekte olduğunu C kancasının da seçilerek yükselmeye başladığını düşünelim. D kancası inerken ona bağlı olan harniş de orta pozisyona kadar iner. Harniş tam orta pozisyona geldiğinde bu kez C kancası vasıtasıyla kaldırılarak üst ağızlık konumuna geçer. Dolayısıyla çözgü telinin iki atkı boyunca üst ağızlıkta kalması sağlanmış olur. Eğer bunları izleyen atkılar için de kancalar seçilmişse iki atkı arasında çözgü telleri ortada kapalı ağızlık pozisyonuna gelirler.
Bu jakar mekanizmasında yarı açık ağızlık tipi oluşmaktadır.
Sonuç olarak tek desen kartonunda desen talimatı iki kancaya iletilmekte, kancalardan biri bir atkı atımında, ikincisi ise diğer atkı atımında görev yapmaktadır. Bu sayede tek stroklu jakar makinelerine göre bir miktar daha yüksek hızlara çıkılabilmesi mümkün olmaktadır.
Çift stroklu ve çift silindirli jakar mekanizmaları
Bu tip jakar mekanizmaları daha gelişmiş mekanizmalar olarak göze çarpmaktadır. Bu makinelerde her harniş dolayısıyla her çözgü teli için iki iğne ve iki kanca bulunmaktadır. Birisi tek numaralı diğeri ise çift numaralı atkılar için delinmiş bulunan desen kartonlarını kontrol eden iki silindir olduğu için hareket imkânı ve hız bakımından rahatlama söz konusudur. Silindirlerin birisi seçim için yaklaşırken diğeri dönmek için uzaklaşmaktadır.
Çift silindirli jakar mekanizmasında kancaların kontrolü ayrı ayrı ayrı yapılmaktadır., fakat bu mekanizmada kancalar alt kısımlardan ikişer ikişer birbirlerine bağlanmıştır. Dolayısıyla kanca sayısının yarısı kadar bir hareket kapasitesi sağlanabilmektedir. Jakar genişliği daha yüksektir.
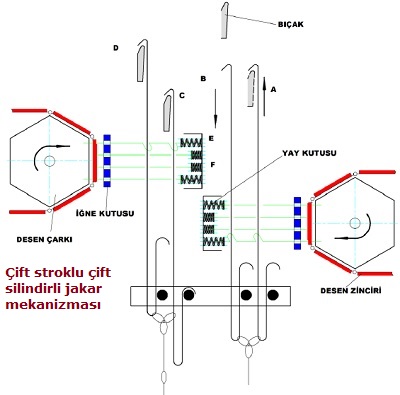
Çalışma prensibi açısından bu mekanizma çift stroklu ve tek silindirli mekanizmadan büyük ölçüde fark göstermemektedir. Bu mekanizmada da yarı açık ağızlık oluşumu meydana gelmektedir. Kancaların kıvrık uçları birbirinin ters yönündedir. Tek numaralı atkılarda kontrol edilen kancaların hareket ettiren iğneler tek numaralı karton silindirlerinden talimat alır.
Çift stroklu mekanik kontrollü jakar mekanizmaları
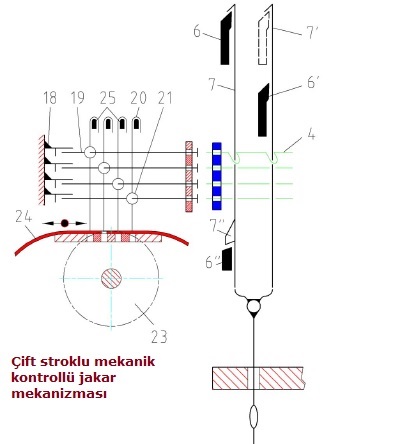
Makinenin çalışma prensibi aşağıdaki şekilde açıklanmaktadır. Yarı açık ağızlık oluşturan makineler ile bu makinelerin temel farkı iki çengel yerine bir adet iki kollu çengelin kullanımıdır. Çengelin üzerine ek olarak 7'' nolu tırnak monte edilmiştir.
Programın okunması ve uygulanması yarı açık ağızlık oluşturan makineler ile aynıdır. Ancak çengel üst duruma geldiğinde, 7'' nolu tırnak 6'' nolu sabit bıçakla temasa geçtiğinden üst durumda kalır. Bu durum program değişikliğine kadar devam eder. Program değiştiğinde 4 iğnesi çengelin 7 ve 7' nolu kollarını sağa doğru hareket ettirdiğinden, çengel 6, 6' ve 6'' nolu bıçakların etkisinden kurtularak yay yardımıyla alt duruma gelir.
Mekanizmanın avantajları yanında dezavantajları da yok değildir. Örnek olarak iğnelerin uzun süre çengellerle temas halinde olmasını gösterebiliriz. Aksi halde çengelinin 6, 6' bıçaklarından ayrılarak alt duruma geçmesi imkânsızdır. Çengel kollarının eğilmesi ve iğneyi geriye hareket ettiren yayların sıkıştırılması için program kartonlarının yeterli derecede dayanıklı olması istenilir. Kartonların yerine kâğıt veya plastik şerit kullanmak için mekanik kontrollü jakar makinelerinde özel program okuma cihazları kullanılır. Şekilde bu cihazlardan biri verilmektedir. 24 numaralı program şeridi 23 silindirinin yardımı ile hareket ettirilir. Programın okunma alanında şerit iğneler için delik açılmış tahta üzerinden geçer. Şerit kalınlığının az ve iğnelerin ince olması, onlarla çengellere hareket iletilmesini imkânsız kıldığından 20 numaralı iğnelerden 4 numaralı iğnelere hareket iletmek için 18–19 güçlendiricisi kullanılmıştır. 19 numaralı çubuklar 20 iğnelerinin 21 numaralı gözünde yerleştirilmişler. 18 iticisi yatay düzlemde ileri geri hareket alır. Programın okunması ve uygulanması şöyle gerçekleştirilir: kesintili dönme hareketi yapan 23 silindiri 24 şeridini hareket ettirerek uygulanacak programı 20 iğnelerinin etki alanına getirir.
Bu işlem bittikten sonra 25 numaralı küçük bıçaklar aşağıya doğru hareket alarak 20 numaralı iğnelerin şeritle temasını ve programın okunmasını gerçekleştirir. Deliklere dahil olan iğnelere bağlı 19 numaralı çubuklar ve onların idare ettikleri 4 numaralı iğneler 18 iticisinin etki alanından çıktıklarından, sonuncunun sağa doğru hareketinde yer değişme yapamazlar, böylece 7 çengelinin 6'' bıçağı ile teması ve üst durumda beklemesi devam eder. Delik olmaması durumda 20 numaralı iğneler, üst durumda kaldıklarından, 19 numaralı çubuklar ve onların idare ettikleri 4 numaralı iğneler de 18 iticisinin etki alanında olduklarından, sonuncunun sağa doğru hareketinde yer değişme yapar. Böylece 7 çengeli ile 6'' bıçağının teması bozulur ve çengellerin alt duruma gelmesini sağlanır.
Çift stroklu elektronik kontrollü jakar mekanizmaları
Makinenin temel çalışma prensibi ve tahrik mekanizması mekanik kontrollü makine ile aynıdır. Ancak modern teknoloji kullanımı sonucu makinenin konstrüksiyon yapısı önemli ölçüde değişmiştir. Staubli firmasının tasarımı, LX 1600 tipi jakar makinesinde ağızlık açma prosesi aşağıdaki şekilde görülmektedir.
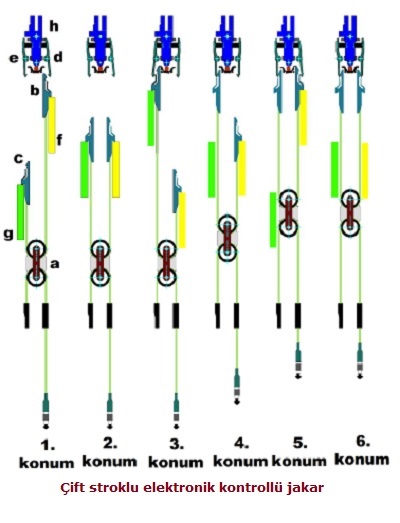
Makinenin çalışma prensibinin açıklanmasını kolaylaştırmak amacıyla makinenin hamiş iplerine hareket iletme ve program mekanizmalarının aldığı yer değişmeleri altı farklı konumda incelenmiştir.
1.konum: (b) çengeli en yüksek konumunda (d) mandalını zorunlu olarak (h) elektro mıknatısına dayamıştır. Mıknatıs desen gereğince uyarılır. (d) mandalını kısa süreli olarak tutar ve (b) çengelinin takılmasını önler.
2.konum: (b)ve (c) çengelleri, aşağı ya da yukarı Hareket eden (g) ve (f) bıçaklarını takip ederler, (b) ve (c) çengellerinin hareketleri (a) makara takımı ile dengelenir.
3.konum: (c)çengeli, (g) bıçağının yukarı hareketiyle (e) mandalını (h) elektro mıknatısına dayamıştır. Mıknatıs desen gereğince uyarılmaz, bu da (c) çengelinin takılmasına yol açar.
4.konum: (c) çengeli, (e) mandalına takılıdır, (b) çengeli yukarı hareket eden (f) bıçağını takip eder ve harniş ipinin kaldırılmasını sağlar.
5.konum:(c) çengeli (e) mandalına takılı kalır, (b) çengeli, (f) bıçağının hareketiyle (d) mandalını (h) elektro mıknatısına dayamıştır. Mıknatıs desen gereğince uyarılmaz, bu da (b) çengelinin takılmasına neden olur.
6.konum: (b) ve (c) çengelleri (d) ve (e) mandallarına takılı kalır, (g) ve (f) bıçakları aşağı ya da yukarı hareket halindedir. Bu durum program değişikliğine kadar devam eder.




Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )