- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 97741
 derstekstil
derstekstil


1-Çözgü iplikleri Çözgü levendinden gelirken çözgü köprüsünün üzerinden geçer.
Negatif çözgü ( salma ) boşaltma tertibatı
Pozitif çözgü ( salma ) boşaltma tertibatı
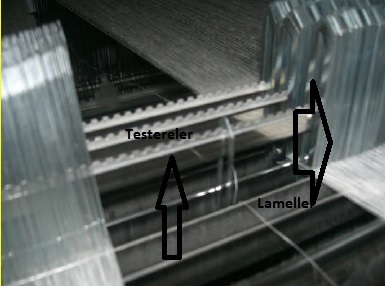
2-Çözgü köprüsünden gelen iplikler Lamelli Çözgü Kontrol Sisteminden geçirilir.

veya Fırçalı Çözgü Kontrol Sisteminden

(Bu sistemde çözgü köprüsü ile çerçeveler arasına çözgülerin altına döner bir fırça yerleştirilmiştir. Çözgü iplikleri koptuğunda fırçanın üzerine düşer. Çözgülerin üzerine düşmesiyle döner fırça durur ve makineyi de durdurur.) geçer.
Bundan sonra ise ;
Dokuma makinesi veya diğer ismi ile dokuma tezgâhı çalıştırılır. Atkı ipliği çözgünün sağından soluna ve solundan sağına atılır. Tefe de üzerinde bulunan tarak vasıtası ile atılan atkıyı kumaşa yanaştırır ve bu olay sürekli olarak devam eder.
Atkı ipliği;
gibi atkı atma sistemlerinden herhangi biri ile atılarak çözgü iplikleri ile desene göre bağlantı yapar.
Örneğin dokuma makinesinin devri dakikada 550 ise 1 dakikada 550 atkı ipliği kumaş sathına yanaşıyor yani kumaş dokunuyor demektir.( çözgü ipliklerinin kopması veya atkı ipliğinin kopması, makinenin durması demektir. Bu da istenmeyen bir olaydır. Çünkü makinenin verimi yani saatte üretilen kumaş metrajını olumsuz etkiler.
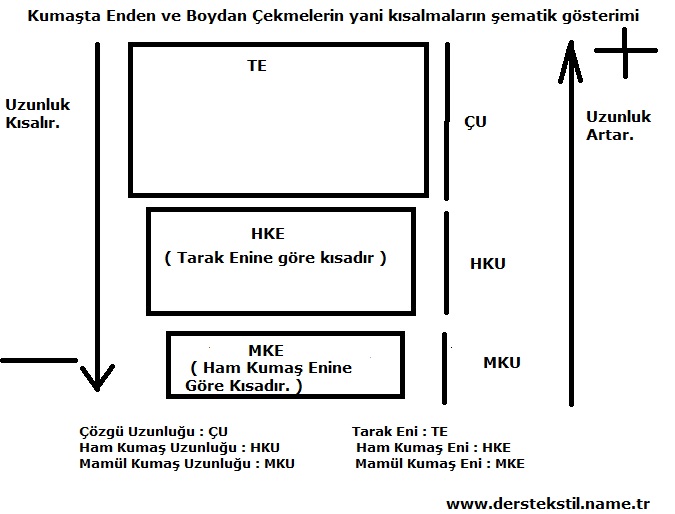
Burada artık çözgü ipliklerinin herhangi bir gerginliği olmadığından yani kumaş serbest halde bulunduğundan hem atkı iplikleri kısalır ( yani kumaş enden çeker) hem de çözgü iplikleri kısalır.( yani kumaş boydan çeker.)
( Dokuma fabrikasından veya işletmesinden çıkan ham bezin, satışa hazır bir duruma gelmeden önce gördüğü fiziksel ve kimyasal işlemlerin tümüne ‘’Terbiye işlemleri’’ denilmektedir.
Tekstil terbiyesi işlemleri basitçe aşağıdaki gibi sınıflandırılabilir:
a)Boyama
b)Baskı
Tekstil mamullerinin terbiye işlemleri uygulama şekline göre ikiye de ayrılır:
Kuru terbiye işlemleri genellikle bitim işlemleri ile ilgilidir.
Yaş terbiye işlemleri ağartma işleminden buruşmazlık, yanmazlık terbiyesine kadar çok değişik işlemleri kapsamaktadır.
Yaş terbiye işlemleri, üç temel işlemden oluşur;
Kumaşların kullanım özelliklerini, tutum ve görünümlerini geliştirmek için ön terbiye ve renklendirme işlemlerinden sonra, yapılan işlemlere ‘’Bitim İşlemleri’’ denir. Sanayide bitim işlemleri yerine ‘’Apre’’ denilmektedir Kullanım sırasındaki yıkamalara karşı dayanıklı olup olmamasına göre “Geçici” veya “Kalıcı” diye sınıflandırılan bitim işlemleriyle kumaşlara kazandırılan başlıca özellikler şunlardır:
1.Görünüş ile ilgili olanlar Düzgünlük, parlaklık, sıkılık, matlık v.b.
2.Tutum ile ilgili olanlar Sertlik, dirilik, dolgunluk, yumuşaklık, elastiklik, tokluk v.b. 3.Kullanım ile ilgili olanlar Yanmazlık, su geçirmezlik, çekmezlik, keçeleşmezlik, kir tutmazlık, küflenmezlik, anti mikrobiklik, güve yemezlik v.b. )




Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )