Pozitif armür
Fantezi kamgarn ve ştrayhgarn kumaşlarda olduğu gibi ağır kumaşların dokumaları söz konusu olduğunda yay geri getirme tertibatına ihtiyaç göstermeyen pozitif armürlerin kullanılması uygundur. Bu sistemlerde herhangi bir geri getirme tertibatı bulunmamaktadır. Çerçevelerin tüm hareketleri mevcut armür mekanizması tarafından gerçekleştirilmektedir.
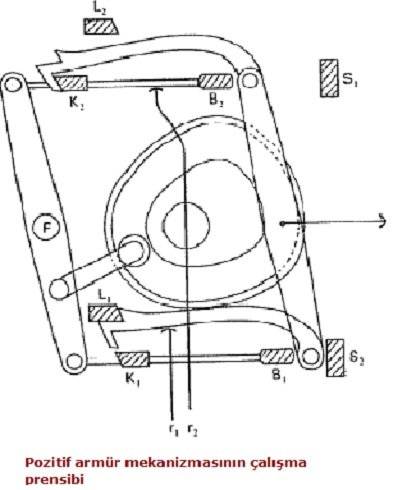
Pozitif armür sistemlerinde herhangi bir geri getirme tertibatı bulunmadığı için, kanca ile ileriye doğru çekilmiş olan salınım kolunun tekrar durdurucu traverse kadar geri getirilmesini ya da ileriye doğru çekilmesi gereken salınım kolunun bir veya iki ucunun durdurucu traverslere dayalı halde tutulmasını sağlayan bazı mekanizmalara gereksinim vardır. Öte yandan, çözgü geriliminin düşey bileşeni çerçevelerin ortada kapalı ağızlık pozisyonunda durmaları yönünde etki yapacağı için salınım kollarının kontrolsüz olarak hareket etmeleri de önlenmelidir.
Yukarıda görülen mekanizma incelendiğinde; B1 ve B2 geri çekme traversleri K1 ve K2 bıçaklarına rijit olarak bağlı haldedir ve onlarla yatay doğrultuda hareket yaparlar. Bıçaklar kendilerine takılmış olan kancaları sadece ileri doğru çekerler. Kancaların geriye doğru gelme hareketleri geri çekme traverslerinin salınım kolunun ilgili ucunu durdurucu traverslere (S1, S2) kadar itmeleriyle sağlanmaktadır. Yukarı kalkmayacak çerçevenin kancası platin vasıtasıyla yukarıda tutulur ve hizasında bulunan kanca traversine takılı halde kalır; dolayısıyla bıçak ileri giderken onunla hareket edemez. Bu sayede kancaya bağlı salınım kolu ucunun durdurucu traverse yeni desen okuma anına kadar dayalı olarak tutulması sağlanmış olmaktadır. Bu çeşit armürlerde desen okuması desen kartonları vasıtası ile yapılmaktadır.
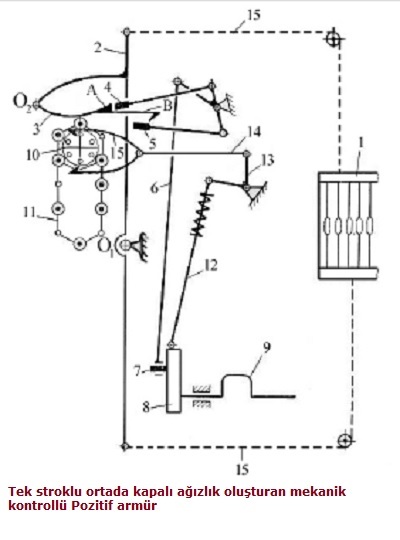
Aşağıdaki şekilde tek stroklu ortada kapalı ağızlık oluşturan mekanik kontrollü pozitif armür örneği görülmektedir. Bu tip armürler kalın yünlü kumaşlar için kullanılmaktadırlar.
Armürde 1 numaralı çerçeveler merkezinden döner mafsalda yerleştirilmiş dikey 2 numaralı kol ile bağlanmış durumdadır. A ve B, dirsekleri olan ve kola O noktasından bağlanmış 3 numaralı bir çengel bulunmaktadır. 9 ana milinin dönme hareketi 7 krankı ve 6 kolu ile kızaklarda ileri-geri hareket yapan 4 ve 5 bıçaklara iletilir. 3 kolu üst konuma geldiğinde A kancası 4 bıçağı ile sola doğru itilir. Bu esnada 3 koluna O2 noktasından bağlanmış 2 uzvu O1 dönme ekseninde saat ibresinin tersi yönünde dönme hareketi alır. Seçim mekanizması 3 kolunun konumunu değiştirmediği sürece armür makinesinin ürettiği istemli hareket 2 uzvuna kayışla bağlanan 1 çerçeveyi, orta konum ile üst konum arasında taşır. 3 kolu alt konuma geldiği sırada B kancası 5 bıçağı ile sağa doğru çekilir ve 2 uzvu O1 dönme ekseninde saat ibresi yönünde dönme hareketi alır. Hareket programı değişmediği sürece armür mekanizmasının ürettiği ikinci istemli hareket 1 çerçevesini orta konum ile ait konum arasında taşımaktadır. 3 numaralı kolun konumunun istenen hareket programına göre hareket ettirilmesi için seçme mekanizması 10 numaralı altı yüzlü prizma ve üzerinde iki farklı çapa sahip desen baklaları bulunan 11 numaralı zincirden oluşmaktadır.
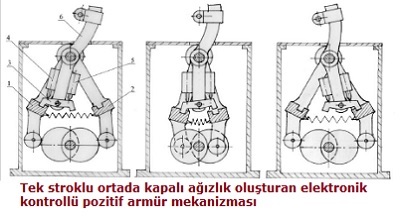
Aşağıdaki şekilde tek stroklu ortada kapalı ağızlık oluşturan elektronik kontrollü pozitif armür görülmektedir.
Yukarıdaki şekilde bu armürün üç konumdaki görünüşü verilmektedir. Ortada kapalı ağızlık prensibine göre çalışan bu armürde her atkı atımından sonra tüm çerçeveler ağızlık ortasına kadar gelir ve bir sonraki atkı için seçme işlemi yapılır.
Daha sonra desene göre çerçeveler yukarı veya aşağı hareket ederek yeni atkı için ağızlığı oluştururlar. Bundan dolayı armür mili, dokuma makinesi ile aynı hızda döner. 16 mm hatve ile 30'a kadar çerçeveyi tahrik edebilen bu armür farklı hatveler ile üretilmekte ve dokuma makinesine değişik konumlarda takılabilmektedir.
Armürün çalışma prensibi yukarıdaki şekilde görüldüğü gibi bir silindirik kam çifti ile tahrik edilen iki adet bıçak (1 ve 2 bıçağı) orta konumdan itibaren her dokuma makinesi devrinde birbirine ters yönde salinım hareketi yaparlar. 6 numaralı kolun alt ucuna döner mafsal ile bağlanmış olan 3 kancanın konumu 4 ve 5 pnömatik pistonları ile kontrol edilir. Şeklin ilk kısmında 4 pistonunun ileri konuma ve 5 pistonunun geri konuma hareket etmeleri ile 3 kancası 1 bıçağına takılır. 1 bıçağı 4 kolunu sürükleyerek birlikte Oa dönme ekseninde saat ibresi yönünde hareket ettirilir.
Bu hareket çerçevenin üst ağızlık konumuna karşılık gelir. Şeklin ikinci kısmında bıçaklar orta konumda bulunur. Bu konumda çerçevelerin hareket planına göre seçme işlemi yapılır. Çerçeve alt konuma hareket edecekse 5 pistonunun ileri ve 4 pistonunun geri konuma hareket etmeleri ile 3 kancası 2 bıçağına takılır. 2 bıçağı 4 kolunu sürükleyerek birlikte O2 dönme ekseninde saat ibresinin tersi yönünde hareket eder.
Bu konum çerçevenin alt konumuna karşılık gelir. 4 ve 5 pnömatik pistonlarının hareketi pnömo-elektro mıknatıslı valf ile elektronik olarak kontrol edilmektedir. Çerçevenin her iki yöndeki hareketi armür bıçakları tarafından sağlandığı için bu armür pozitif armür sınıfına girmektedir.
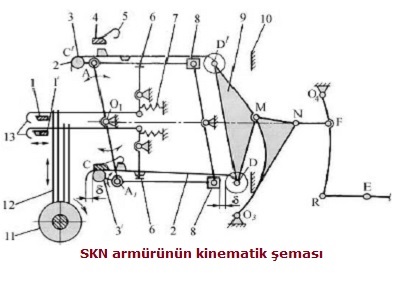
Aşağıdaki şekilde tek stroklu ortada kapalı ağızlık oluşturan elektronik kontrollü pozitif SKN armürünün kinematik şeması gösterilmiştir. Armürde çerçevelere hareket iletmek için iki adet bıçak kullanılmıştır. Çerçevenin üst konuma gelmesi 3 numaralı bıçağın 2 çengeli ile sola doğru, alt konuma gelmesi ise 8 numaralı bıçağın 9 numaralı kolun üst veya alt omuzları ile sağa doğru hareketi sırasında gerçekleşir. Çerçevelerin üst konumda beklemesi bıçakların dördünün de aynı zamanda çengelleri ile yer değiştirmesi ile elde edilir.
Çerçevelerin alt konumda beklemesi kancaların her ikisinin de 3 bıçaklarından ayrılması ile gerçekleşir. Bu esnada 2 çengelleri 6 numaralı idare edici kollar ve hareketli 4 mesnetlerinin yardımı ile 10 hareketsiz mesnetlerine dayanarak tutulurlar.
Seçim ünitesinde program taşıyıcı olarak delikli kart (11) kullanılmaktadır. 12 iğnelerinin kartı zorlamaması için üniteye 1 bıçaklarını ve onları idare ettirdikleri 13 numaralı yatay iğnelerle donatılmıştır. Eğer kartta delik açılmışa, 12 iğneleri aşağıya doğru hareket ederek 13 numaralı iğnelerini 1 bıçakları ile temasa sokar. Sola doğru yer değiştirme yapan 13 iğneleri 6 kollarını kendi eksenleri boyunca döndürerek 2 çengellerinin 3 bıçaklan ile temas etmesini sağlar.
Armürde dört ana hareket bıçağının, iki seçim bıçağının, dört sıra iğnelerin olması armürün büyük hızlarda çalışmasının engeller. Öte yandan seçim ünitesinde programı okuyabilmesi için iğnelerin kartla temasa girmesi karmaşık bir mekanik sistemle sağlanır .
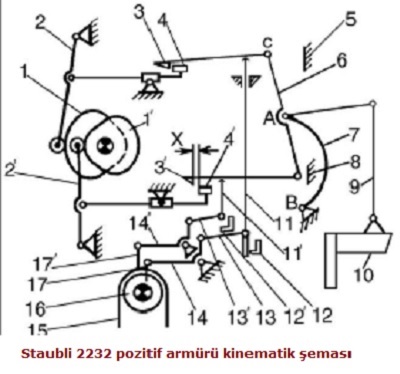
Aynı işleme prensibi ile çalışan Staubli 2232 tip numaralı armürün kinematik şeması Aşağıdaki şekilde görülmektedir. Armürde 4 ve 4' numaralı bıçaklara hareket 1 ve 1' kamlarından verilir. 12 ve 12' güçlendirici bıçaklar programın okunması süresinde iğne ile kart arasında basıncın düşürülmesine yardım ederler. Bu armürün dezavantajı SKN armürleri ile aynı olmaktadır.
Bu armürün maksimum 300 dev/dak. Hızla çalışmakta ve pratik çalışma hızı 250 dev/dak dır.
Aşağıdaki şekilde tek stroklu açık ağızlık oluşturan mekanik kontrollü
- Pozitif Knowless armürü
- İngiliz Dobcross armürü
- Amerikan Crompton-Knowless armürü
Kamgarn ve ştrayhgarn dokuma makinelerinde kullanılmış ve çalışma prensibi önceki bölümlerde bahsedilen sistemlerden daha farklılık göstermektedir.
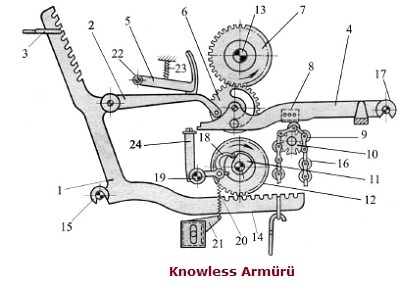
Bu armürde her bir çerçeve iki omuzlu 1 numaralı manivela ile hareket ettirilir. Manivelanın üst omzu 2 numaralı uzuv ile 4 numaralı kolun üzerinde hareketli olarak yerleştirilmiş 6 numaralı özel dişlisine bağlanmış durumdadır. 10 numaralı seçim ünitesinin 16 numaralı desen zincirinde yerleştirilen 9 numaralı program taşıyıcıları, 4 numara ile gösterilen kol ile temasa girerek 3 numaralı dişlinin 7 veya 12 numaralı sabit hızla zıt yönde dönen dişlilerle bağlantıya girmesini gerçekleştirir.
6 dişlisi 7 dişlisi ile temasa girdiğinde saat ibresinin yönünde dönme hareketi aldığından ona bağlı 2 numaralı kol sağa hareket alır ve sonuç olarak çerçeveyi üst konuma getirir. Eğer 6 dişlisi 12 dişlisi ile temasa girerse bu esnada 6 dişlisi ters yönde hareket aldığından 2 numaralı kol sola doğru hareket ederek çerçeveyi alt konuma getirecektir.
Sabit hızla dönme hareketinde bulunan dişli ile hareketsiz dişlinin ilişmeye girebilmesi ve 180° dönme hareketi aldıktan sonra temastan ayrılmasını sağlamak amacı ile 6 dişlisinin ilişmeye girme alanında bir ve karşı alnında üç dişi götürülmüştür. 7 ve 12 dişlilerininse 180°lik bir yüzeyi dişlerle kaplanmış durumdadır. Üst ve alt durumda beklemenin gerçekleştirilmesi ve dişlilerin sağlam olarak çalışması 11 -24 kamlı-kol mekanizması yardımı ile sağlanır.
 derstekstil
derstekstil