- Ayrıntılar
- Kategori: Dokuma
- Çarşamba, 09 Eylül 2015 20:11 tarihinde oluşturuldu
- Son Güncelleme: Pazar, 06 Şubat 2022 18:12
- Çarşamba, 09 Eylül 2015 20:11 tarihinde yayınlandı.
- Gösterim: 98053
 derstekstil
derstekstil
ROTATİF ARMÜR
Ağızlık açma yöntemleri ve armür makineleri üzerine yapılan araştırmalardan günümüzde modern dokuma tezgahlarında açık ağızlık oluşturan rotatif armürlerin tercih edildiği görülmektedir.
Klasik rotatif armürlerde programlama-kilitleme mekanizması beklemeli dönme hareketi yapan 1 numaralı milden, mil üzerinde sabitlenmiş 2 diskinden ve hareketli yerleştirilmiş 3 eksantriğinden, 4'nolıı kilit mekanizmasından 6-7 numaralı kolsarkaç kol mekanizmasından ve 8'nolu program ünitesinden oluşmaktadır.
Makinenin çalışma sırası aşağıdaki şekilde görülmektedir.
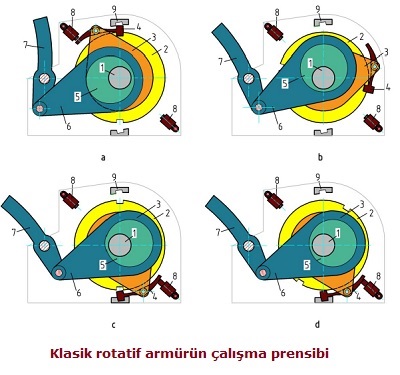
Pozisyon a: Armürün ana mili l bekleme fazındadır. Bir sonraki işlemde çerçevenin yer değişme yapması istendiğinden program pistonları içe doğru çekilmiş ve kapayıcı yayın etkisi ile kilitleme mekanizmasının çengeli 2 diskinin üzerinde açılmış yuvaya dahil olarak 2 diski ile 3 eksantriği arasında bağlantı oluşturmuştur. 7'nolıı sarkaç sol kenar durumdadır.
Pozisyon b: 1 mili, 2 diski ve 3 eksantriği saat ibresi yönünde dönme hareketi yapmaktadır. 3 eksantriğine bağlı 6 kolu 7 sarkacım sağ kenar duruma doğru döndürmektedir. Sarkaca bağlı çerçeve bir kenar durumdan diğerine doğru hareket etmektedir.
Pozisyon c: 1 numaralı mil 180° döndükten sonra bekleme yapmaktadır. 7 sarkacı sağ kenar duruma gelmiştir. Program değişikliği istenmemesi durumunda 2. pozisyonu sürekli-olarak tekrarlanılır. Çerçevenin bekleme yapması istendiğinde pistonlar kilit mekanizmasının çengelini çevirerek 2 diski ile 3 eksantriği arasında bağlantıyı ortadan kaldırır ve 3 eksantriği bu durumda kilitlenilir.
Pozisyon d: 1 mili ve 2 diski dönme yapmaktadır. 3 eksantriği kilitlendiğinden 7'nolu sarkaç sağ kenar durumda kalır. Program değişikliği olmadıkça bu durum devam eder.
Rotatif armürler genellikle pozitif armürlerin gelişmiş modelleri olarak kabul edilmektedirler.
Son yıllarda rotatif armürlerin hızı üreticiler tarafından geliştirilmiş ve fuarlarda sergilenen modeller incelendiğinde 1000 rpm ve üstüne ulaştığı gözlemlenmiştir. Bu sayede hava jetli, su jetli dokuma makinelerinde yüksek hızlar altında çalışma imkânı sağlanmıştır.
Günümüzde rotatif armürlerin farklı tipleri çeşitli dokuma makinelerinde yer almaktadır. Rotatif armürlerin tahrik sistemleri basit ve rijit olduklarından titreşimsiz ve dayanıklı çalışırlar. Az yer kaplarlar. Bununla beraber açık ağızlık oluşturulduğundan ve seçme ünitesinden konstrüksiyon yapısından dolayı ek olarak çerçevelere geri dönüşüm ve çerçeveleri orta konuma getirilmesi ünitelerini içerir.
Sürekli olarak bağlantı oluşturan ve kamalar armürün hızlarının artırılmasını engeller. Rotatif armürlerin bir başka özeliği parçaların çok yüksek hassasiyetle üretilmesi ve maliyetlerinin yüksek olmasıdır.Rotasyon tipi armür makineleri temel çalışma prensibi, dönme hareketinin özel kavramaların yardımı ile çerçevelerin ileri–geri hareketine dönüştürülmesine dayanmaktadır.
Bir rotatif armür üç ana kısımdan oluşmaktadır. Bu kısımlar;
Seçme mekanizmasının görevi, örgüye göre eksantrik mili ile eksantrik arasındaki bağlantıyı keserek çerçevelerin konumunu belirlemektir. Modülatör ise, çerçevelerin hareket ve bekleme açılarını belirleyen kısımdır. Eksantriklerin ve modülatörlerin konstrüksiyon yapıları birbirleriyle farklılık göstermediğinden rotatif armürler seçme mekanizmalarının tipine ve yapısına bağlı olarak sınıflandırılırlar.
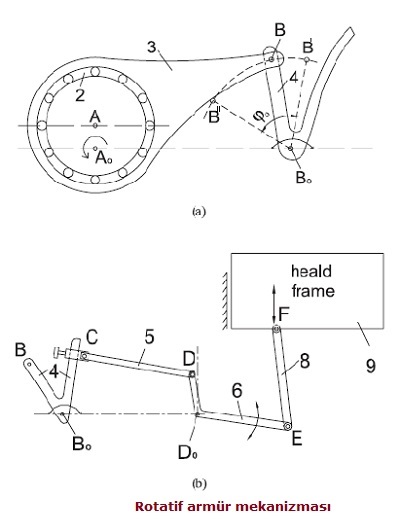
Yukarıdaki şekil ’de bir armür mekanizmasını oluşturan temel kısımlar şematik olarak gösterilmektedir. Şeklin A kısmında bir yuvarlak mil yatağına sahip eksantrik kısım görülmektedir. 2 ve 3 ile belirtilen kısım olan eksantrik dönen bir kamdır. Bu kamın dönüş ekseni geometrik olarak belirtilen A merkezinde değil Ao merkezinde dönüş yapmaktadır. Bundan dolayı eğer 2 numaralı bölüm saatin tersi yönde dönüş hareketi yaparsa hareket 3 kolu vasıtası ile 4 numaralı kola iletilir. 2 numaranın tam bir devrinde 4 numaralı kol limit pozisyonuna gelir. Eğer hareket sonucunda A,Ao ve B aynı doğrultuya gelirse 4 kolu en ileri pozisyonunu alır. Eğer hareket sonucunda A, Ao ve B geri pozisyona dönerlerse 4 kolu en geri pozisyonuna dönmektedir. 4 numaralı kolun çerçevelere hareket iletimi ise yukarıdaki şekil ’in B kısmında verilmektedir. 4 kolunun en ileri pozisyonunda olduğu durumda çerçeve buna karşılık en alt konumdadır. 4 kolu eğer en geri pozisyonunda ise çerçeve buna karşılık en yüksek pozisyonunu almaktadır. Bu konstrüksiyona sahip eksantrik mekanizması çerçeve hareketi sadece düz kumaşlar için oluşturmaktadır. Rotatif armürdeki bu dönme hareketi zorunlu olarak çerçevelerin ileri geri hareketini İçermektedir.
Rotatif armürlerin çalışma prensibi aşağıdaki şekil ‘de görülmektedir. Şekildeki rotatif armür mekanizmasında; üzerinde birbirlerine zıt yönde kanal açılmış 1 mili özel modülatör adı verilen mekanizma yardımı ile kesikli olarak dönmektedir. 2 eksantriğinin üzerinde monte edilmiş ve radyal yönde hareket edebilen 4 kaması, dönme eksenine doğru hareket aldığı durumda 2 eksantriği ile 1 milini birleştiğinde eksantrik mil ile 180°'lik bir dönme hareketi yaparak ve 5 uzvuna bağlı çerçevenin bir durumdan diğer bir duruma getirilmesi sağlanmış olur. Kama dönme merkezinden dışarıya doğru hareket aldığında 3 uzvu ile eksantriği birleştirildiğinden 3 uzvu kenetlenmiş duruma gelir. Kamanın hareketi seçim mekanizması ile idare edilmektedir.
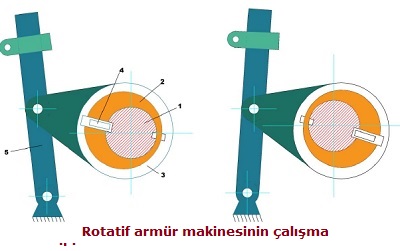
Çerçevelerin alt durumdan üst duruma veya tersi yönde yer değiştirmesi 1 milinin 180º dönmesi sırasında gerçekleştiğinden dokuma tezgâhının ana mili iki tam devir yapıldığında armür mili bir tam devir dönme hareketi alır.
Fimtextile firmasının üretmiş olduğu RD 3000 tipi elektronik kontrollü rotatif armürünün şematik görünüşü aşağıdaki şekilde görülmektedir. Dokuma makinesinden gelen hareket yarıya düşürülerek modülatör giriş miline iletilir (şekilde görülmüyor).
Modülatörden elde edilen beklemeli çıkış hareketi armür miline (2) iletilir. Armür mili (2) ve eksantriğin (3), 4 nolu parça ile birleştirilmesi ile 3 nolu eksantriğinin iki uç konumu (ileri ve geri) arasında hareket etmesi sağlanır.
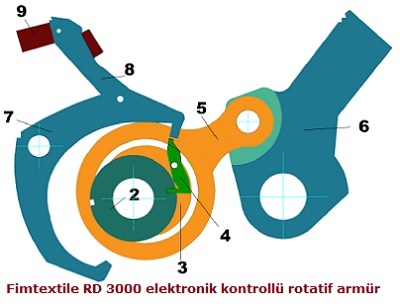
Bu konumların herhangi birinde 2 mili ve 3 eksantriği ayrılırsa eksantrik mevcut konumunda bekler. Eksantriğin bir konumdan diğerine hareket etmesi tahrik ettiği çerçevenin konum değiştirmesi ve eksantriğin bir konumda beklemesi çerçevenin de bu konumda bekleme yapması anlamına gelir. Eksantriğin dönme hareketi 5 nolu uzuv aracılığı ile 6 kolunun saat ibresi veya tersi yönünde salının hareketine dönüştürülür. Daha önce de bahsedildiği gibi 2 ile 3 ve 3 ile 5 uzuvları arasında rulmanlı yataklama mevcuttur. 3 eksantriği üzerine döner mafsalla bağlanmış olan 4 parçasının 2 mili üzerine açılmış kanallara girerek bu iki parçayı birleştirmesi veya kanallardan çıkarak bu iki parçayı ayırması, 9 elektromıknatısı tarafından üretilen hareketin 8 kolun aracılığı ile 7 koluna yaptırdığı salınım hareketi ile sağlanır.
Şekilde görülen eksantrik konumunda çerçeve yukarıda ise 4 parçası 2 mili ile kenetlendiğinden bu konumdan itibaren 2 milinin 180° derecelik dönüşünde çerçeve alt konuma hareket eder. 7 nolu parça bu konumda kaldığı sürece eksantriğin şekle göre 180 derece dönmüş konumda 4 parçası 2 milinden ayrılır. 2 milinin bundan sonraki dönüşünde eksantriğe hareket iletmez ve çerçeve alt konumda kalır.
Mıknatısın etkisiyle 7 kolu konum değiştirirse, 4 parçası 2 mili ile kenetlenir ve eksantriği şekilde görülen konuma geri getirir. Böylece çerçeve tekrar üst konuma geri döner. 7 nolu kolun konumu mıknatıs tarafından değiştirilmediği sürece bu konumda 4 parçası 2 milinden ayrılır ve eksantriği hareket iletmez. Çerçeve yukarı konumda kalmaya devam eder. Bezayağı örgü durumunda 2 mili ile 4 parçası sürekli kenetli kalacağından eksantrik her dokuma makinesi devrinde konum değiştirir. Böylece çerçeve bir yukarı bir aşağı hareket eder.
Staubli firması değişik dokuma uygulamaları için farklı seçme mekanizmalarına sahip rotatif armürler üretmektedir. Aşağıdaki şekil ‘de bu armürlerden 2668 modeli rotatif armür makinesi görülmektedir.

Üzerinde iki adet kanal açılmış olan 4 numaralı disk armür mili ile kesikli olarak döner. 5 numaralı parça bir ucunda yay (şekilde gösterilmedi) ile 6 numaralı parça ile bağlı olup 1 ve 1’ kollarının bir ucundan uyguladığı baskı ile 4 numaralı diske kenetlenmekte ve baskı olmadığı zaman kenetlenme çözülmektedir. 5 numaralı parça 4 numaralı disk ile kenetlendiğinde, disk ile 6 numara ile gösterilen parça da döner.
6 numaralı parça aynı zamanda eksantrik olup onun dönme hareketi 7 numara ile gösterilen bağlantı kolu aracılığı ile 8 kolunun dönme hareketine dönüştürülür. 5 numaralı parça ile kenetlenmesi halinde 4 diskinin her 180º dönüşü çerçeveyi bir konumdan diğer bir konuma hareket ettirir. 5 numaralı parçanın 4 numaralı disk ile kenetlenmesi veya kenetlenmenin çözülmesi 2 numara ile gösterilen elektromıknatıs tarafından hareket ettirilen 3 kolunun 1 ve 1' kollarının döndürülmesi ile gerçekleştirilir. 1 ve 1' kollarının bir yöndeki hareketleri elektromıknatıs tarafından üretilirken diğer yöndeki hareketi yaylar ile sağlanır.
Yukarıdaki şekilde ’de birinci konumda 1 numaralı kol saat yönünde bir miktar döndüğünden 5 parçası üzerindeki baskısı ortadan kalkmıştır. Dolayısıyla yayın etkisiyle 5 parçası ile 4 diski kenetlenmiştir. Bu konum çerçevelerin üst ağızlık konumuna karşılık gelmektedir. 4 numaralı diskin takip eden 180º dönüş hareketi ile çerçeve alt konuma hareket ettirilir.
Yukarıdaki şekil ‘de ikinci konumda 4 diskinin 90º dönüşüne karşılık gelen konumunu göstermektedir. Bu konum çerçevenin orta ağızlık konumuna karşılık gelir. Üçüncü konumda ise 4 diski 180º dönüşünü tamamlamış ve çerçeve alt ağızlık konumuna ulaşmıştır. Bu konumda 1' parçası saat yönünde bir miktar dönmüş olup 5 numaralı parçanın ucuna bastırarak 4 diski ile olan kenetlenmeyi çözmüştür. 1 ve 1' parçaları bu konumda kaldıkları sürece çerçeve alt ağızlık konumunda bekleme yapar. Mıknatısın etkisiyle l ve 1' kolları saat yönünün tersi yönünde bir miktar döndüğünde
Yukarıdaki şekil ‘de üçüncü konumda 1' kolunun 5 parçası üzerindeki baskısı kalkar ve 5 parçası 4 diski ile kenetlenir, 4 diskinin 180º dönme hareketi ile çerçeve üst ağızlık konumuna hareket eder. 1 kolu saat ibrelerinin tersi yönünde dönmüş olduğundan 5 numaralı parça ile 4 diski arasındaki kenetlenme çözülür. 1 ve 1' kollarının konumu çerçevelerin üst ağızlık konumlarına karşılık gelir. 9 ve 9' destekleri 1 ve 1’ kollarının dönme hareketlerini sınırlar. Sonuç olarak l ve 1' kollarının saat ibreleri yönünde bir miktar dönmesi çerçevelerinin alt konumuna karşılık gelir. Saat ibrelerinin tersi yönünde dönmüş konumları ise çerçevelerin üst ağızlık konumlarına karşılık gelir.
Rotatif armürlerin tahrik sistemleri basit ve rijit olduklarından titreşimsiz ve uzun ömürlüdürler. Bununla birlikte açık ağızlık oluşturmaları ve seçim ünitesinin konstrüksiyon yapısından dolayı ek olarak ağızlık arama ve duruşlarda çerçeveleri orta konuma getirme ünitelerine ihtiyaç duyarlar. Seçim anında kenetlenme için kamaların kullanılması seçim ünitesinin çalışma şartlarını sınırladığı için yüksek dokuma hızlarına çıkılmasını engellemektedir.




Günümüzde sık sık duyduğumuz rekabetin küreselleşmesidir..İşte bu küreselleşmenin Dünya ekonomisi üzerindeki en önemli etkilerinden biri olan rekabetin küreselleşmesi ile işletmeler, sürekli değişen çevre koşulları içinde varlıklarını sürdürebilme savaşı içine girmişlerdir.
Rekabet aynı veya benzer ürünü üreten firmaların birbirlerinden daha fazla ürün satmak için yaptığı bir yarıştır.Fakat zordur.İşletme olarak hem kaliteli ürün üreteceksin hem de ürettiğin ürünün maliyetini mümkün olduğunca azaltacaksınız ve aynı zamanda da bu pazarda ben de varım düşüncesini çok güçlü tutmak zorundasınız.Bunları gerçekleştirebilmek için de amac ve hedefleriniz içerisinde sürekli ve sürekli metod geliştirme çalışmaları içinde bulunmalısınız.
İşletmelerin, bu artan rekabet ortamında ayakta kalabilmeleri ve hedeflerine ulaşabilmeleri için ürünlerini, üretim süreçlerini, pazarlama faaliyetlerini ve organizasyonlarını sürekli olarak değiştirmeleri ve yenilemeleri gerekmektedir. İşletmelerde yeniliklerin fark yaratması, ticari anlamda başarılı olması ve kazanç getirmesi ile rekabet gücü artmakta ve kârlı büyümelerin gerçekleşmesi ile sürekliliklerini sağlayacak en önemli strateji olan inovasyon ortaya çıkmaktadır. İnovasyon stratejisinin sağlıklı olarak kurulabilmesi ve başarıya ulaşabilmesi için inovasyon yönetimi stratejisinin belirlenmesi ve inovasyon yönetimini tüm işletmeye yayacak yenilikçi bir örgüt yapısının oluşturulması gerekmektedir.
Hiç te düşünmediğiniz bir başarı, başarısızlık ya da beklenmeyen bir dış olay eşsiz bir fırsatın veya şansın habercisi olabilir. Önemli olan bu fırsatın veya şansın gerektiği şekilde algılanıp, değerlendirilmesidir. Beklenmeyen başarı kadar, başarılı yenilikler için daha zengin fırsatlar sunan oluşumlar çok azdır.
Araştırmalar ve tecrübeler her zaman beklenmeyen başarı elde edildiğinde yenilik fırsatlarının daha az riskli olduğu ve işlenmesinin daha kolay olduğu göstemektedir.
Tarihsel gelişimine göre,önce kilimler daha sonra da halılar ilkel barınak olan çadırlarda,konutlarda,saraylarda vb yerleşim birimlerinde örtü,yaygı,yer döşemesi,dekorasyon malzemesi ve süs eşyası olarak kullanılmışlardır.Halıcılık,kökeni milattan önceki yıllara uzanan dokumacılık sanatının bir dalıdır.İnsanların önceleri kaba dokumalarda çözgü ipliklerine,uçları dışarı sarkan renkli yün ve tiftikleri düğümleyerek hayvan postlarını taklit ettikleri ve bunlardan zamanla asıl halıları geliştirdikleri sanılmaktadır.
Halılar makine halıları ve el halıları olmak üzere iki ana sınıfa ayrılır.
Makine halıları Türk Standartları Enstitüsünce aşağıda görüldü gibi sınıflandırılmıştır ;
KULLANIM ŞEKLİNE GÖRE HALILAR :
1-Yaygı ( Parça halı )
2-Yolluk ( Taban halısı )
3-Duvardan duvara halı
KULLANIM YERLERİNE GÖRE :
1-Hafif ev tipi
2-Orta ev tipi
3-Ağır ev tipi veya hafif işyeri tipi
4-Orta işyeri tipi
5-Ağır işyeri tipi
6-Islak zemin tipi
DESENLERİNE GÖRE
1-Düz
2-Desenli
YÜZEY YAPILARINA GÖRE :
1-Halkalı havlı ( Bukle )
2-Kesik havlı ( Velur )