Sonsuz sentetik filamentlerin özelliklerini değiştirerek daha büyük hacime, daha fazla elastikiyet ve uzama yeteneğine, daha yüksek mukavemete, daha fazla ısı alma yeteneğine, daha fazla nem alma yeteneği ile hava geçirgenliğine sahip ve daha yumuşak tutuma sahip liflerin elde edilmesi için kullanılan yöntemlerdir.
Sıkı ve paralel bir biçimde düzenlenmiş kesiksiz sentetik filamentlerin doğal lif görünüm ve tutumuna benzetilebilmesi için çeşitli kimyasal, mekanik veya ısıl işlemlerin uygulanması ile daha açık ve hacimli bir yapıya dönüştürülmesi işlemine tekstüre denir.
Tekstil liflerinin büyük çoğunluğunun tüketiciler tarafından arzu edilen hacimsel özellikleri kötüdür. Sentetik filamentlerin de neredeyse tamamı düzgün, parlak, nem çekmeyen, ipek gibi paralel liflerden oluşmuş soğuk bir yapıya sahiptir. Bu nedenle sentetik liflerin karakter ve hacim özelliklerini değiştirmek için kullanılan tekniklere “tekstüre” işlemi adı verilmektedir.
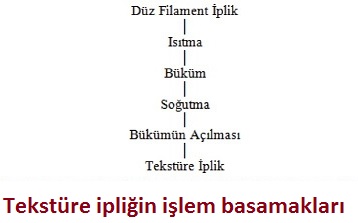
Tekstüre işlemlerinde 3 temel basamak bulunmaktadır. Bunlar aşağıda sıralanmıştır:
1-Filamentlerin ısıtılması,
2-Tekstüre özelliğinin verilmesi,
3-Verilen özelliğin fikse edilmesi.
Tekstüre efekti, iplik kesitinde oluşturulan merkezi gerilmelerin iplik eksenine paralel olmayan biçimde değiştirilmesi ile elde edilir.
İpliğin kıvrımlı yapı kazanmasını sağlayan simetrik olmayan gerilimler iki yolla elde edilmektedir. Bunlar ipliğe mekanik, fiziksel ve kimyasal yollarla verilmiş formun fikse edilmesi ile ve farklı bükülme yeteneğindeki aynı polimerin iki ayrı komponentinin lif üretiminde kombine edilmesi ile sağlanmaktadır. Elde edilen tekstüre ipliğin kalitesi ise yalnızca tekstüre işlemi sırasındaki üretim şartlarına ve seçilen tekstüre metoduna bağlıdır.
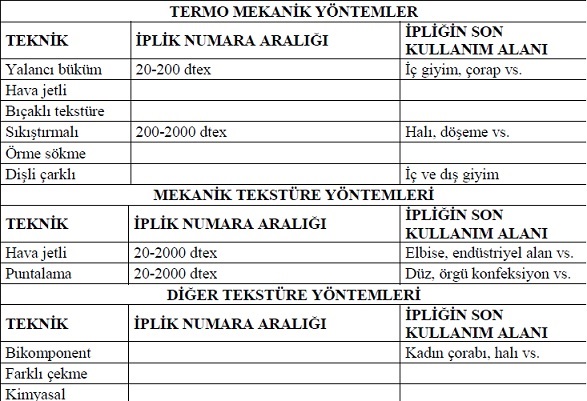
Tekstüre Yöntemleri
1-Termo-mekanik yöntemler,
2-Çekimli tekstüre,
3-Kimyasal termik yöntem,
4-Mekanik yöntem.
TERMOMEKANİK YÖNTEM
Sentetik iplikler üretildikten sonra yapılan işlemler sonunda henüz kullanıma hazır değildir. Filament ipliklere istenen özellikler çekim işlemi ile makro moleküllerin iplik eksenine paralel hâle getirilmesi ile verilir. Filament ipliğe ısıl işlem uygulanarak deforme olması, daha sonra soğutma işlemi uygulanarak ipliğin aldığı formun kalıcı olması sağlanır. Sıcaklığın etkisi ile moleküler yerleşimleri değiştirilebilen filament ipliklere termoplastik denir. Filament ipliklerin sahip olduğu bu özellik, termomekanik tekstüre tekniğinin de temelini oluşturmaktadır. Termomekanik tekstüre tekniğinin işlem basamakları şu şekildedir.
Termo-mekanik yöntem, ilk olarak asetat ve viskon gibi sentetik ipliklere uygulanmıştır. Liflerin ısının etkisi ile zarar görmesi ve yapılarında bozulmalar olması nedeni ile metot kullanılmamıştır.1930’lu yılların başından itibaren sentetik iplik üretimi yanında birçok termo-mekanik tekstüre tekniği geliştirilmiştir.
Bu yöntemler:
1-Torsiyon (yalancı büküm) tekstüre
2-Hava jetli tekstüre
3-Bıçaklı tekstüre
4-Sıkıştırmalı tekstüre
5-Örme sökme tekstüre
6-Dişli çarklı tekstüre.
Torsiyon (Yalancı Büküm) Tekstüre
Günümüzde en çok kullanılan yöntemlerin başında yalancı büküm tekstüre yöntemi gelmektedir. Bu metotta çok yüksek devirle dönen yalancı büküm iğleri ile kıvrımlandırma işlemi oldukça ekonomik hâle gelmiştir. Yalancı büküm tekstüre sisteminde;büküm verme, ısıl işlem, büküm açma ve katlama işlem basamaklarını oluşturmaktadır. Sevk silindirleri yardımı ile sevk edilen bir iplik, dakikada 800.000 devir ile dönen iğden geçer. İğin içi boştur, ipliğin hareketine göre dik yöndedir ve çok dayanıklı malzemeden yapılmıştır. İpliğin sarıldığı kısım (pim veya diabolo) iğ, iplik ile alıcı silindir arasında bulunur. Hareketsiz hâldeki iplik iğin döndürülmesi ile iğin her iki tarafındaki iplik büküm alır. İğin bir tarafı ‘S’ büküm ise diğer tarafı ‘Z’ bükümlü olur.
Hava Jetli Tekstüre
Hava jetli tekstüre metodu, basınçlı hava yardımı ile filament ipliklerin karıştırılarak tekstüre edilmesi esasına dayanır. Hava jetli tekstüre metodunda iplikler çekim silindirleri arasına yerleştirilmiş hava jetine gönderilir. Hava jetinin türbülans bölgesinde basınçlı hava akımının etkisi ile iplikler kıvrımlı hâle gelir. İplikler yavaş dönen çekim silindirleri yardımı ile hava jetinden bobin tamburuna sevk edilerek bobinlenir.
Bıçaklı Tekstüre
Tüylü filament iplik elde etmek için kullanılan yöntemlerden biri de filamentlerin bir bıçağın sırtından geçirilmesidir. Bu metotla iplik önce ön ısıtmaya bırakılır. Daha sonra iplik soğuk bir bıçak üzerinden geçirilir. Bu sırada ipliğin bıçağa temas eden iç kısmında kalan filamentler sıkışarak kısalır, dış kısımda kalan filamentler gerilerek uzamaktadır, iplik bıçak üzerinde hareket ettikçe ve ilerledikçe soğumaya devam eder.Bıçaklı tekstüre tekniğinin yaygınlaşmaya başladığı dönemde yani 1960’ların başlarında, üretilen iplikler en çok dikişsiz bayan çoraplarında kullanılırdı. Bıçaklı tekstüre yöntemi ile üretilen ürünlere çok iyi iki yollu uzama özelliği kazandırılmış olur. İki yollu uzama özelliğine sahip çoraplar geleneksel tekniklerle üretilen çoraplarla karşılaştırıldığında vücuda daha iyi oturmaktadır. Bıçaklı tekstüre iplikleri az da olsa halı ve döşemelik kumaşların yapımında kullanılmaktadır. Bıçaklı tekstüre iplik ısıtılarak stabilleştirildiğinde ipliğin yoğunluğu artırılmış olmaktadır. Böylece iplikler bayan giysileri, golf giysileri ve süveter yapımında kullanılmaktadır. Bıçak yapımında çelik, alüminyum ve silikon karpit gibi malzemeler kullanılır. Bıçağın yarıçapı 0,0025 ile 0,01 mm arasında ayarlanmalı ve çok yüksek bir keskinliğe sahip olmamalıdır. Bıçak doğrudan ısıtılabildiği gibi bıçağın kenarına yerleştirilen temaslı bir ısıtıcı ile de ısıtılabilir. Teknik açıdan uygun olması nedeni ile ısıtılmış bıçak tekstüre tekniği yaygın olarak kullanılmaktadır. İpliğin tipine göre kullanılan ısıtıcıların sıcaklığı ise değişmektedir. Örneğin poliamid için sıcaklık 173 °C olmalıdır. Günümüzde bıçaklı tekstüre tekniği, üretiminin düşük hızlarda gerçekleşmesi ve iplik içindeki filament sayısının sistem için kısıtlı olmasından dolayı tercih edilmemektedir. En hızlı kabul edilen makinelerde dahi bir dakikada 124 m üretim yapılabilmektedir.
Sıkıştırmalı Tekstüre
Sıkıştırmalı tekstüre metodu, bir çift besleme silindiri ipliği alarak ipliğin tutulduğu ve deforme edilip buruşuk ve zikzaklı bir görünüm aldığı borunun içine besler. İplikte oluşan deformasyon, ısının etkisi ile fiskelenir. Bu şekilde işlem görmüş iplik hem daha hacimli hem de daha yumuşak yapıya sahip olur. Uzama özellikleri ise yalancı büküm tekstüre tekniği ile üretilen ipliklerin uzama özelliklerine oranla çok düşüktür. Bu yöntemin en önemli özelliği ısıl fikseleme işleminin gerginlik olmadan veya çok düşük gerginlikler altında yapılmasıdır. Sıkıştırmalı tekstüre metodu, yaygın olarak halı, kilim ve tafting halılarda, kalın numara tekstüre filament ipliklerin üretiminde kullanılır.
Örme Sökme Tekstüre
Kıvrım verme işlemi, yuvarlak örgü makinesinin iğneleri aracılığı ile yapılmaktadır. Metodun özü filament ipliklerin örülmesi, fikse edilmesi ve yapının sökülmesidir. Sökme işlemi sonrası kıvrımlı bir yapı elde edilmektedir. Kesikli (diskontinü) ve sürekli termofiksaj yöntemi olarak iki biçimde yapılmaktadır.
1-Kesikli (diskontinü) metot: Filament iplikler yuvarlak örgü makinesinde önce örülür. Burada iplikler hortum hâline getirilir. Örgü hortum, çıkrık ile makaraya yumuşak olarak sarılır. Makaraya sarılmış hâlde iken 100-130 ºС de doymuş buhar ile 30-60 dakika bekletilir. İşlem sonunda hortum soğutularak açılır. İplik örgünün kıvrımlarına sahiptir ve sıcaklığı etkisi ile kırılar sabittir. Sökülen iplikler bobinlere sarılır. Bu metodla üretilen tekstüre iplikler :
a-Kesikli metoda göre elde edilen iplikler dalgalı bir yapıya sahiptir.
e-Döşemelik kumaş kadın çorabı örme, çamaşır, halı ipliği olarak kullanılmaktadır.
f-Sürekli örme sökme metodu: Sürekli örme sökme metodu kesikli metodunun aynısıdır. Burada farklı olarak örülmüş olan kumaş rulo hâlinde sarılmadan önce sıcak bir bölgeden (iki kızgın plaka) temas etmeksizin geçirilir ve fikse edilir. İpliklere verilecek kıvrımın sabitliği sıcak bölgenin ısı derecesine ve sıcak bölgeden geçme zamanına bağlıdır. Özellikleri kesikli metodundaki gibidir. Farklı olarak sürekli örme sökme metodunda işlemlerde kısalma olduğu için maliyet daha düşüktür. Bu nedenle daha ekonomiktir.
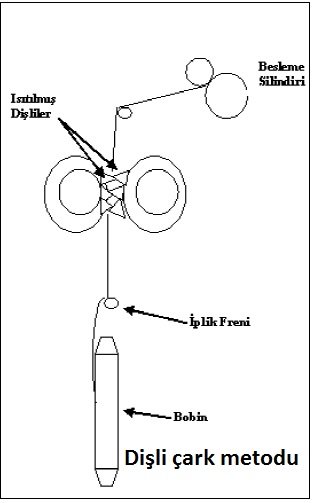
Dişli Çarklı Tekstüre
Dişli çark metodu, “Crepeset” yöntemi olarak da bilinmektedir. İpliklerin kıvrımlı hâle gelmesi ısıtılmış olan dişli çarkların arasından ipliğin geçirilmesi ile olmaktadır. Bu yöntem genellikle sentetik iplik üretimi sonunda uygulanmaktadır. Burada amaç, üretimin hemen ardından henüz sıcak olan ipliğin soğuk dişliler arasından geçirilmesi ve ipliğin soğutulması ile kıvrımlandırılmasıdır.
Dişli çark yöntemi ile elde edilen iplikler;
1- Oldukça düzgün kıvrımlıdır.
2-Hacimleri fazla değildir.
3-Bu yöntemle elde edilen ipliklerin örtücülükleri iyi değildir.
4-1000 denyeye kadar ipliklerin tekstüe edilmesinde kullanılmaktadır.
ÇEKİMLİ TEKSTÜRE
Günümüzde maliyetli olan çekme – bükme işleminin ortadan kaldırılması ve çekim işlemi ile tekstüre işleminin aynı anda gerçekleştirilerek maliyetin de düşürülmesi için çekimli tekstüre yöntemi geliştirilmiştir. Çekimli tekstüre metodu için 2 yöntem geliştirilmiştir.:
1-Çekim ve tekstürenin ayrı ayrı olması(sequental çekimli tekstüre)
2-Çekim ve tekstürenin aynı anda olması( simultan çekimli tekstüre )
Çekim ve tekstürenin ayrı ayrı olmasına kademeli çekimli tekstüre yöntemi, çekim ve tekstürenin aynı anda olmasına kademesiz çekimli tekstüre yöntemi denilmektedir.
Kademeli Çekimli Tekstüre Yöntemi ( Sequental Çekimli Tekstüre )
Çekimli tekstüre yönteminin getirdiği yararlılıklar görüldükten sonra tekstüre iplik ve makine üreticileri çekimli tekstüre yöntemleri üzerine çalışmalara başlamışlardır. Klasik tekstüre metotlarının klima şartlarının değişimine ve ısıya karşı aşırı hassasiyeti gibi dezavantajları nedeni ile yavaş yavaş kademeli çekimli tekstüre metoduna dönülmüştür. Çekimli tekstüre metodunda tekstüre makinesinin girişine bir çekim elemanı monte edilerek ipliklerin tekstüre bölgesine girmeden önce istenen incelikte çekilmesi sağlanmıştır. Fakat bu yöntemde kullanılan çekim elemanlarının fiyatlarının yüksek olmasından dolayı simultan çekimli tekstüre metodu daha çok tercih edilmektedir.
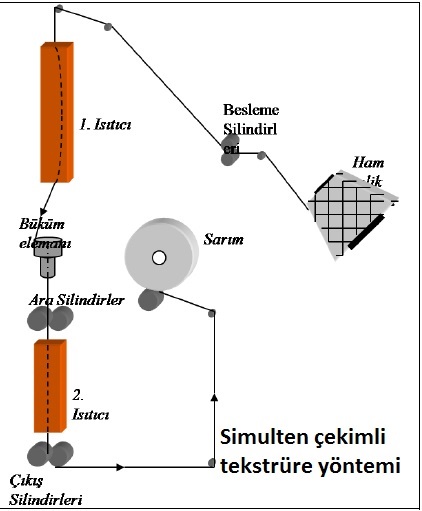
Kademesiz Çekimli Tekstüre Yöntemi ( Simultan Çekimli Tekstüre )
Bu yöntemde ipliklerin çekim ve tekstüre işlemi iki veya tek ısıtıcılı yalancı büküm metoduna göre çalışan makinelerde yapılmaktadır. Yöntemde verilen çekim, bir hız farkı ile sağlanmaktadır. Yani makinede besleme silindirleri ara silindirlere göre daha yavaş dönmektedir.
Kademesiz tekstüre yönteminde çekim işlemi sırasında belirli bir gerginlik oluşmaktadır. Özellikle çekim nedeni ile ısıtıcı içinde oldukça yüksek bir gerginlik varyasyonu bulunmaktadır. Eğer tekstüre işleminde iplik aşırı biçimde mekanik olarak zorlanırsa mukavemeti düşmektedir. Bu yöntemde önemli bir husus da iplik yalnızca eksenel çekim kuvvetleri değil burulma zorlamalarına da maruz kalmaktadır. Bunun sonucunda kademesiz tekstüre yönteminde filament ipliklerin enine kesiti eşkenar üçgen şeklinde görülmektedir. Kademesiz tekstüre yönteminde tam optimum sıcaklığın seçilmesi mümkün olamamaktadır. Bilindiği gibi tekstüre işleminde yüksek sıcaklığa ihtiyaç duyulmaktadır. Bu sıcaklıklar temel olarak tekstüre edilecek olan ipliğin ergime noktasının biraz altındadır. Yüksek sıcaklıktaki çekim ise aşırı kristalizasyona neden olabileceğinden iplik oldukça kırılgan hâle gelebilmektedir.
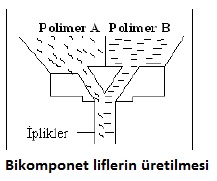
Kimyasal Termik Yöntem (Bikomponent Lifler)
Bikomponent lifler yün lifinin kıvrım özelliğinden dolayı keşfedilmiş bir yöntemdir. Yün lifinin kendiliğinden oluşan kıvrımları lifin farklı iç yapısından kaynaklanmaktadır.Bikomponent filament üretimi iki farklı polimerin aynı düze deliğinden geçirilerek tek filament hâline getirilmesi esasına dayanır.
Bu nedenlerden dolayı bikomponent lifler fiksaj işlemi sırasında farklı kısalmalar gösterebilmektedir. Yöntemde liflerin üretimi sırasında herhangi bir kıvrım verme işlemi bulunmamaktadır. Kıvrım verme işlemi ısıl muamele ile gerçekleştirilmektedir. iki farklı polimeri değişik düze deliğine besleyerek 3 farklı yöntem ile lif yapısı oluşturulabilmektedir. Yan yana, iç içe ve denizde adacıklar yöntemleridir. Günümüzde en çok tercih edilen yöntemlerden biri yan yana bikomponent filament üretim yöntemidir. İki farklı özellikteki polimerin;
1-Farklı rutubet alma,
2- Farklı kaynama çekmesi,
3-Kristal yapıları arasında farklılıklar,
4-Farklı erime sıcaklığı
5-Moleküler ağırlıkları farklılık göstermesi nedeni ile ısıl işlemlere tabi tutulduklarında her iki polimerde kendiliğinden farklı kıvrım oluşturur. Kıvrımın derecesi ısıl muamele ile ayarlanır.
Bikomponent iplikler;
1- Diğer tekstüe yöntemleri ile elde edilen ipliklere göre daha az elastik ve daha iyi form stabilliğine sahiptir.
2-Poliamid, poliester, poliakrilnitril lifleri için uygulanabilmektedir.
Basınçlı hava yardımı ile sentetik ipliği oluşturan filament ipliklerin karıştırılarak tekstüre edilmesi işlemidir ve ısı etkisi olmadan yüksek basınçta soğuk havanın püskürtülmesi ile tekstüre iplikler elde edilir. Mekanik yöntemde iplikler çekim silindirlerine sıkışmış durumda hava jetine sevk edilir. Filamentler basınçlı havanın etkisi ile kıvrımlı hâl alır. Kıvrımlı hâldeki iplik daha sonra bir çekim silindiri yardımı ile jetten alınır. Tambura sevk edilerek bobinlenir.
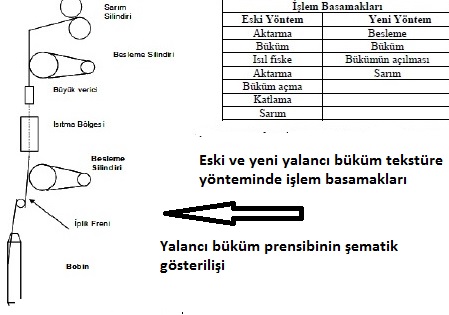
YALANCI BÜKÜM TEKSTÜRE PRENSİBİ
İlk üretilen yalancı büküm tekstüre yöntemi uzun ve yorucu bir işlemden oluşmakta idi. Günümüzde modern teknoloji ile eski yöntem kullanılmamaktadır. Aşağıdaki tabloda eski yöntem ile yeni yönteminin işlem basamakları görülmektedir.
Sevk silindirleri tarafından alınan iplik, iğ içine gönderilir. İğin içi boştur ve iplik hareketine dik yönde bulunan ipliğin sarıldığı pim bulunmaktadır. Pim, sevk ve alıcı silindir arasındadır. Hareketsiz hâldeki filament iplik iğin döndürülmesi ile ipliğin her iki tarafında da eşit miktarda ve ters yönlerde büküm oluşacaktır. İpliğin bir tarafında “S” büküm diğer tarafında ise “Z” büküm oluşacaktır. İplik hareket ettiğine göre iğden sonra iplik üzerindeki büküm aksi yöndeki bükümün etkisi ile açılır. Giriş ve iğ arasında bir büküm oluşmakta fakat bükümün oluştuğu bölge geçildikten sonra iplik bükümsüz hâle gelmektedir. Bu nedenle bu metoda yalancı büküm metodu adı verilmektedir. Yalancı büküm metodunda ikinci adım işlemi fiksaj işlemidir. Fiksaj işlemi uygulanmasının nedeni ise verilen bükümün kalıcılığını sağlamaktır. Besleme silindiri ile iğ arasına yerleştirilen ısıtıcı yardımı ile iplik bükümlü hâlde ısıl işleme tabi tutulur. İpliğin istenilen ısıya gelmesi için ısıtıcı bölgenin uzunluğu oldukça önemlidir. Isıtma bölgesi kadar soğutma bölgesinin de uzunluğu önemlidir. Özellikle ısıtılan ipliğin büküm ünitesine gelinceye kadar camsı geçiş noktasının altındaki sıcaklığa (polyester için 70-75 °C, poliamid için 60 °C) düşmelidir. Isıtıcı bölgenin bir önemli noktasın da ısının optimizasyonudur. Çok yüksek sıcaklılarda filamentler birbirlerine yapışabilir. Çok düşük sıcaklılarda ise kalıcı olmayan kıvrım efekti oluşmaktadır. Bu iki durum da ipliğin hacimliliğini etkiler. Diğer önemli bir husus ise ısıtıcı iplik hattı boyunca iplik gerginliğinin sabit olması gerekir. İpliğin gerginliği giriş sevk silindirleri hızının arttırılması gerginliği düşürmektedir ve üretilen ipliğin daha sı kırımlara sahip olmasını sağlamaktadır. Fiksaj işleminden sonra iplik soğur ve aldığı form sabitlenmiş olur.
Yalancı Büküm Yöntemi ile Tekstüre Edilen İpliklerin Kullanım Alanları
Elastik özelliğe sahip tekstüre iplikler çok çeşitli kullanım alanına sahiptir.
1- Mayo, çorap, kravat, masa örtüsü, iç çamaşırı korse, eldiven, kayak giysileri, tıbbi giysilerin imalinde kullanılır.
2-Yalancı büküm tekstüre ipliklerinin esneme özellikleri yüksek olması nedeni ile hacimlilik özelliği ile birleştirilerek vücudu saran iç çamaşırları çorap, mayo gibi tekstil ürünlerinde kullanılmaktadır.
3-Yalancı büküm tekstüre iplikleri % 80 oranında yuvarlak örmede kullanılmaktadır.
4-Hem atkı hem de çözgülü örme endüstrisinde büyük oranda tekstüre filament iplikleri kullanılmaktadır.
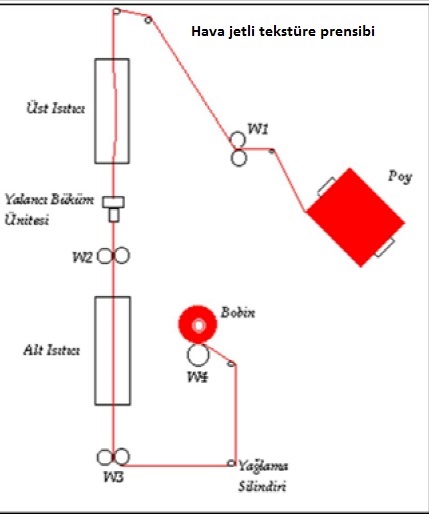
HAVA JETLİ TEKSTÜRE PRENSİBİ
Basınçlı havanın kullanılması ile sentetik iplik yapısını oluşturan filamentlerin karıştırılıp tekstüre edilmesine hava tekstüresi adı verilmektedir. İlk kez taslan adı verilerek kullanılan bu yöntemde şekilde görülen jet içine iplik çekim silindiri aracılığı ile gönderilmektedir. Jetin türbülans bölgesinde filamentler basınçlı hava akımı ile karşılaşarak kıvrımlı bir yapı almaktadır. Tekstüre olmuş iplik, bir çekim silindiri ile jetten alınarak bobin tamburuna sevk edilmekte ve burada bobinlenmektedir. Bu yöntemin en önemli avantajı hacimlendirme ve elastikiyet kazandırma, plastik deformasyon yolu ile yapılmadığından termoplastik olmayan ipliklere de bu yöntemin uygulanabilir olmasıdır. Hava tekstüresinde farklı boy ve değişen hızlarda dönen sevk silindirlerinin kullanılması ile çeşitli tipte iplikler elde edilebilmektedir. Jet içine beslenen iplik sayısı ve besleme hızına göre üç farklı özellikte iplik yapısı elde edilebilmektedir.
1-Tek iplik tekstüre işlemi : Tek bobinden gelen iplik, jet içine fazla beslenerek hacimli hâle getirilir.
2-Paralel iplik tekstüre işlemi : İlk veya daha fazla iplik, jet içine birlikte gönderilmektedir.
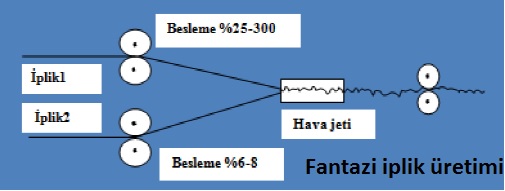
3-Çekirdek ve fantezi iplik tekstüre işlemi : İki veya daha fazla iplik, farklı besleme hızlarında jet içine gönderilmektedir. İpliğin mukavemetini sağlayan taşıyıcı iplik % 6-8 oranında daha fazla beslenirken diğer ip veya iplikler % 300 oranında daha fazla beslenerek fantezi iplik elde edilmektedir.
Hava Jeti ile Tekstüre İşleminin Özellikleri
1-Farklı iplikleri harmanlayabilmek
2-Doğal liflerden eğilmiş ipliklere benzer yapıya ve özellikte iplik oluşturabilmek
3-Kullanılan besleme ipliğin sentetik termoplastik ipliklerle sınırlı olmaması (Poliester, poliamid, polipropilen filament iplikleri yanında cam elyafı viskon, asetat filament iplikler de kullanılabilmektedir.)
4-İlk yıllarda imal edilen hava jeti ile tekstüre yönteminde kullanılan ön büküm işlemine gerek olmadan en ince poliamid ve poliester ipliklerinden giysilerin imali ile en kalın cam lifi ve karbon kullanılarak uçak ve uzay uygulamalarında kullanılacak kumaşların imali mümkün olmuştur.
5- Hava jeti ile eğrilmiş ipliklerin hacimliliği ipliğin kullanım sırasında karşılaşabileceği kuvvet karşısında değişme göstermez.
6-İpliğe yumuşaklık ve sıcaklık hissi veren iplik yüzeyinin sabit havlarla kaplı olmasıdır.
7-Daha iyi bir örtücülük özelliği vardır.
8-Tekstüre işlemi filamentin kesitini etkilememesi nedeni ile dokunan kumaşa şiddetli güneş ışığında parlama görülmez.
9-Hava jeti ile tekstüre edilmiş kumaşlar, yünlü kumaşlarla karşılaştırıldıklarında aşınmaya karşı dayanımı daha yüksek, kırışıklığa karşı direnci yüksektir.
10-Daha yüksek hacimlilik.
11-Kumaş üzerinde daha az parlama ve parlaklı vardır.
12-40-1250 denye kalınlığındaki tüm ipliklere uygulanabilmektedir.
13-Basınçlı hava kullanımı nedeni ile işlemin maliyeti yüksektir.
14-Karakteristik özelliği tutum, görünüş ısıtma, hacimlilik ve elastikiyet bakımından eğrilmiş ipliklere benzemektedir.
15-İpliklerin kullanımı sırasında dokuda pillingleşme olması ve mamulün sert olması yöntemin en önemli dezavantajıdır.
16-Bu yönteme göre tekstüre edilen iplikler erkek elbiselik kumaşlar, mayo, kazak, halı döşemelik kumaş dikiş ipliği filtre bezi üretiminde kullanılmaktadır.
Hava Jetli Tekstüre Edilmiş İpliklerin Kullanım Alanları
1- Hava jeti ile tekstüe işleminin ipliklerinin çok amaçlılığı nedeni ile iplikler, tekstilin hemen her köşesinde tercih edilmektedir.
2- Erkek gömleği, erkek ceketi, kravat, bayan kazakları bluz, giysilik kumaş mayo, yağmurluk, anorak
6-Dikiş ipliği, filtre bezi tıbbi malzemeler, araba lastiği, otomobil iç döşemelik kumaşları, lamine edilmiş kumaşlar, baskılı elektronik devrelerin yalıtım malzemesi, otomobil gövdesindeki ara katman kumaşları.
Tekstüre edilen iplikteki filament kesitleri yuvarlak olabileceği gibi farklı şekillerde de elde edilebilir.
Tekstüre edilmiş ipliğin kazandığı karakterler
Tekstüre işleminin uygulandığı iplikler, çeşitli özellikler kazanır.
1-Daha fazla uzama ve elastiklik
2- Daha iyi ısı alma yeteneği
3-Daha yumuşak ve sıcak bir tutum
4-Daha büyük hacimlilik
Tekstüre edilmiş ipliklerden elde edilmiş tekstil mamullerinin kazandığı özellikler
1-Daha fazla uzama ve elastiklik
2- İyi bir örtücülük
3-Dolgun ve yumuşak bir tutum
4- Form sabitliği ve ısı tutma yeteneği
5-Tekstüre edilen iplikler multi filament ipliklerdir. İnce filamentlerden meydana gelen tekstüre ipliklerin tutumu daha yumuşaktır. Kalın filamentlerden meydana gelen tekstüre ipliklerin tutumu ise daha serttir.
TEKSTÜRE İPLİK ÇEŞİTLERİ
Tekstüre edilmiş iplikler 3 gruba ayrılabilir.
1-Elastik tekstüre iplikler:
Yüksek uzama ve iyi geri toparlanma özelliklerine sahiptir. Her bir filament iki boyutlu, zikzak veya üç boyutlu helisel ve bükümlü bir forma sahiptir. Elastik tekstüre iplikler düşük yükler altında kolaylıkla açılabilir. Özellikle zikzak ve helisel formlar yük kakyığında toparlanarak orijinal dalgalı şeklini alabilir. Elastik ipliklerde uzama ve toparlanma önemli olduğu için vücudu saran giysilerde kullanılır. Elastik iplikler termo- mekanik tekstüre yöntemi ile üretilir.
2-Kesikli liflerden eğrilmiş ipliklere benzeyen tekstüre iplikler (modifiye):
İplikleri oluşturan filamentler, birbirleri ile dolanarak havanın içine girebileceği boşluklar bırakarak sıkı bir iplik yapısı oluşturur. Bu nedenle de üretim esnasında ve kullanımda oluşabilecek yüklerde uzama göstermez. Kesikli liflerden eğrilmiş ipliklere benzeyen tekstüre iplikler, hava jetli tekstüre yöntemi ile üretilebilir ve tekstilin tüm alanlarında kullanılabilir.
3-Hacimli iplikler
Hacimli iplik üretiminde dişli çark, yığma metodu, örme sökme, hava tekstüresi yöntemi kullanılmaktadır. Diğer ipliklere göre daha yüksek hacimlilik özelliğine sahiptir. Örtücülük özellikleri oldukça iyidir. Konfor özelliği aranan dokuma kumaşların yapımında kullanılır.
TEKSTÜRE YAĞLARI
Filament ipliğin üretimi sırasında sonraki işlemler sırasında filamentlerde sık sık kopuşlar, statik elektriklenme ve yüzey aşınmaları görülmektedir. Filamentlerin ve iplik kopmalarının en önemli nedenleri, işlemler sırasında iplik gerginliğinin yüksek olması, ipliğin kılavuzlara temas eden yüzeylerinde aşırı aşınma ve filamentin kohezyonunun zayıf olmasıdır. İpliğe verilen yağ spin finish yağı, bitim yağı, avivaj yağı, koruma yağı gibi isimler adı altında tanımlanır. Sentetik liflerin üretiminden sonra lifin yüzeyine verilip yüzeyi kaplayarak anti-statik özellik kazandırmaktadır.Lifin yüzeyine uygulanan yağın özellikleri, lifin malzemesi ve daha sonra göreceği işlemler göz önüne alınarak belirlenir. İplik boyama işlemine tabi tutulacaksa iplik veya kumaş yıkanarak üzerindeki yağ uzaklaştırılır.
Meydana gelen sorunları gidermek amacı ile ipliğin üretimi sırasında bobinlere sarılmadan önce ipliğe yağ verilir. İpliğe saf hâlde veya su ile emülsiyon hâlinde uygulanabilir, seramik malzemeden yapılmış olan silindir yağ teknesine yarı daldırılmıştır. Hareket eden bir silindirden iplik teğetsel olarak sürtünerek geçer ve silindirin yüzeyindeki yağ iplik üzerine aktarılır. Yöntemin olumsuz yönü yağın tüm iplik boyunca düzgün dağılımlı olmamasıdır. Diğer bir yöntemde ise V şekilli seramik kılavuzlara yağ orantılı olarak kanal içine sevk edilerek iplik yüzeyine aktarılır. Yağlama işleminden sonra filament iplikler ısıl işleme tabi tutulur.
TEKSTÜRE İPLİĞE UYGULANAN YAĞDA OLMASI GEREKEN ÖZELLİKLER
1- Oksitlenme önleyici : Üzerine yağ uygulanan ipliklerde depolandıktan sonra renk değişimi, bakteri oluşumu olmamalı; oksitlenerek çözünmeyen maddelerin oluşumuna neden olmamalıdır. 2-Yağlayıcılık : Lifin işlenmesi sırasında lifin aşınmasını önleyerek lif ve metal sürtünmeyi azaltıp düzgün yağlayıcılık özelliği olmalıdır. 3-Kohezyon : Uygulanan yağın dengeli olmasını ve filamentlerin birbirine tutunmasını sağlayıcı kohezyon kuvveti olmalıdır. 4-Viskozite kararlılığı : Yağın viskozitesinin düşük olması yağın akmasına, sürtünmelere neden olabilir. Viskozitesinin yüksek olması ise yağlamada zorluklara ve sürtünmenin artmasına neden olabilir. 5- Korozyon direnci : Kullanılacak olan yağ korozyona karşı dayanıklı olmalıdır. Filamentin işlenmesi sırasında makineyi oluşturan metal yüzeyler ile temas sırasında yağın neden olduğu paslanma veya korozyon, makine parçalarının bir süre sonra kullanılamaz hâle gelmesine, iplik üzerine geçen pas boyamada sorunlara neden olacaktır. 6-Renk: Kullanılan yağ şeffaf olmalıdır. Depolama süresince sararmamalıdır. 7-Antistatik kontrol : Kullanılan yağın lifin işlenmesi sırasında oluşan statik elektriğin depolanmasını önleyici özellikte olması gerekir.
Yazan %PM, %11 %709 %2016 %18:%Mar in İplik Okunma 16688 defa
Cumartesi, 30 Eylül 2017 20:47 tarihinde oluşturuldu
Son Güncelleme: Pazar, 14 Haziran 2020 15:40
Cumartesi, 30 Eylül 2017 20:47 tarihinde yayınlandı.
Gösterim: 34014
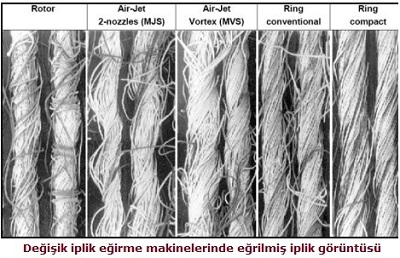
Konvansiyonel Ring iplik eğirme tekniği geniş bir kullanım alanına sahip olmasına karşın yüksek hızlara çıkılamaması üreticiler açısından önemli bir sorun olarak belirlenmiştir Bu durum ise yeni iplik eğirme yöntemlerinin araştırılmasına olumlu katkılar sağlamıştır.
Ring iplik eğirme sisteminin modifikasyonu ile geliştirilen;
Kompakt iplik eğirme sistemi
Sirospun ve Duospun iplik eğirme sistemleri,
Açık uç-rotor iplik eğirme sistemi,
Friksiyon iplik eğirme sistemi
Hava jetli iplik eğirme sistemi
Vorteks iplik eğirme sistemi
Bilinen ve sektörde sıklıkla kullanılan önemli yeni iplik üretim sistemleridir. Son yıllarda dönen hava prensibi ile iplik üretimi sağlayan vorteks ve hava jetli sistemler minimum maliyet, yüksek hız ve kaliteye ulaşabilme konusunda önemli avantajlar sağlamıştır.
Pazar, 04 Ağustos 2019 19:23 tarihinde oluşturuldu
Son Güncelleme: Salı, 10 Ocak 2023 12:26
Pazar, 04 Ağustos 2019 19:23 tarihinde yayınlandı.
Gösterim: 24103
Rotor iplik makinelerinin otomasyona uygun olmaları, yüksek üretim hızları, iplik eğirme prosesinde bazı işlem kademelerinin elimine edilmesi, personel ve yer gereksiniminde önemli ölçüde azalma sağlaması gibi nedenlerle dünyada kullanımları giderek artış göstermektedir. Teknolojik gelişmelere paralel olarak kullanım alanları da genişlemektedir. Open-end iplikleri yaygın olarak örgü mamullerde, dokunmuş dış giyim, denim, iş kıyafetleri ve teknik kumaşlarda kullanım alanı bulmaktadır. Ring iplikçiliğine kıyasla 10 katına çıkan üretim hızları, azalan kopuşlar ve daha yüksek makina verimliliği sayesinde işletmelerde verimlilik artışı sağlamaktadır
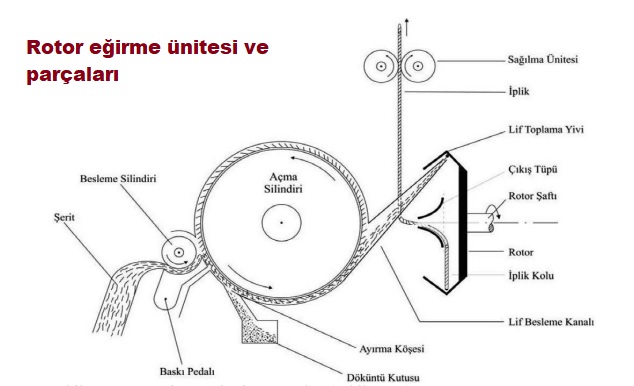
Open-end iplik eğirme sisteminde amaç
Şerit halindeki lifleri önce tek tek hale getirmek, daha sonra bu lifleri tekrar bir araya toplayarak ucu açık olan (bükümsüz uç) ipliğe tutturarak liflerin büküm almasını sağlamaktır.
Şerit halindeki lifler şerit besleme kondenseri içerisinden geçirilerek şerit besleme silindirine gelir. Besleme silindiri yardımıyla şerit, yüksek hızda dönen (7.500 - 9.000 dev/dk) açma silindirine beslenir. Buradaki beslemenin hızı iplik numarası, rotor devri ve büküm sayısına göre değişir. Açma silindiri, besleme silindirinden tarama yolu ile aldığı lifleri dönüş yönünde çevirir. Bu çevirme esnasında lifler arasında kalan çepeller merkezkaç kuvvetinin etkisi ile açma silindirinin tarafından telef toplama bandına dökülerek merkezi bir atık deposunda toplanır. Rotorun yüksek dönüş hızı nedeni ile (50.000 d/dk - 160.000d/dk) lif iletim kanalında bir hava akımı oluşur. Lif iletim kanalı, açma silindirinden rotora doğru gittikçe daralan bir konik formundadır. Bu formu nedeni ile oluşan hava akımının hızı rotora doğru artmaktadır. Lifler, lif iletim kanalından hızlı bir şekilde geçerek, yüksek hızda dönen rotora ulaşır ve rotorun iç duvarına çarpar. Rotorun içinde oluşan savrulma kuvveti nedeni ile rotor iç duvarına çarpan lifler rotor yivinde bilezik şeklinde bir yapı oluşturur. Çıkış borusu ve düze içerisinden gelen açık uçlu (iç kısmı bükümsüz) iplik rotor içerisine ulaşır ve buradaki lifle temas ettiği anda rotorun dönüşü ile büküm almaya başlar. İplik, sarım bobini tarafından çekildikçe rotorun içine yeni lif beslenmeye devam edecek ve böylece kesiksiz bir çalışma başlayacaktır. Büküm verme elemanı ile sarım elemanının birbirinden ayrı olması yüksek çıkış hızlarına (200-250 m/dak’ya kadar) imkân sağlamaktadır. Oluşan iplik düze ve çıkış borusundan geçerek çekim miline gelir. İpliğin eğirme kutusundan çıkışı manşon ve çekim mili sayesinde olur. Kalite kontrolü yapılan iplik sarım tertibatı sayesinde bobinine sarılır. İpliğin sarıldığı bobin boyutları büyüktür ve bu ayrıca verimlilik sağlamaktadır. Makinenin çalışması esnasında oluşan iplik kopuşları ve yeni bobin bağlama işlemi makinenin her iki tarafında bulunan robotlarla gerçekleştirilir.
Open-end iplik eğirme prensibinde, kullanılan hammaddenin özellikleri önem sırası lif mukavemeti, lif inceliği, uzunluk/uniformite ve temizlik şeklinde sıralanmaktadır. Open-end iplik eğrilmesi sırasında, ring iplikler ile kıyaslandığında uzunluk daha geri planda kalmaktadır. Hatta OE rotor eğirmede daha kısa liflerle verimli çalışılır. Esas olan kesit alana daha fazla lif sığdırmaktır. Fakat OE Rotor için lif mukavemetini azaltan uygulamalardan kaçınmak gerekmektedir. Diğer bir noktada iplik hazırlama hattına toz emiciler ilave edilmelidir. İplik hazırlık aşamalarında tüm eğirme sistemleri için ortak amaç, lif paralelliği mümkün olduğu kadar artırarak temizleme işlemini ve lif yerleşimini gerçekleştirmektir. Farklı eğirme sistemlerinin önceliklerine göre malzemenin temizlenme aşamalarında dikkatli olmak gerekmektedir. Bu nedenle OE Rotor sisteminde makine parkını şu şekilde sıralamak mümkündür. Balya yolucu makine ile yan yana sıralanmış balyalardan küçük pamuk tutamları hava kanalına aktarılır. Lifler, sevk borusuna yerleştirilen metal dedektörünün içerisinden geçer. Metal dedektöründen geçen liflerde metal parçası tanımlarsa sevk borusu üzerindeki klape yön değiştirir. Metal dedektöründen sonra lifler kaba temizleyici makineye ulaşır. Sevk boruları ve hava akımı yardımıyla taşınan lifler, lif giriş kanalından geçerek makinenin açma ve temizleme tamburuna ulaşır. Böylelikle liflerin bir miktar açılması ve kabaca temizlemesi gerçekleştirilmiş olur. Daha sonra lifler yabancı madde ayırıcı cihazdan geçer. Yabancı maddelerin temizlemesi sonrası karıştırıcı makinede lifler harmanlanır. Karıştırıcı makine sonrası lifler tarağa ulaşmadan önce bir hassas temizleyici ve toz emilimi sağlayan makineden geçirilir. Tarak makinesi ve iki pasaj olarak cer makinesinden geçirilen lifler band halinde open-end iplik eğirme makinesinde eğrilmeye hazır hale gelmektedir.
Bu şartlar “olası en temiz” pamuğun satın alınması gerektiğinin altını çizmekte ve dahası yüksek temizleme ve toz uzaklaştırma etkisi olan iyi temizleme ekipmanın rotor iplikçilik için büyük bir yarar sağladığını göstermektedir. Sentetik ve selülozik esaslı yapay lifler genelde “temiz”, yani çepelden ve yabancı materyallerden (kaba lifler ve bobinleme kalıntıları dışında) arındırılmışken ham pamuk belirli bir miktarda organik ve organik olmayan, kalıntılar, tozlar ve bitki parçacıkları içerir. Bahsi geçen bu malzemelerin çoğunluğu eğirme hazırlık ve taraklama işlemleri esnasında uygun sayıda temizleme pozisyonunda efektif temizleme yapılarak uzaklaştırılabilir. Rotor iplik makineleri efektif olarak büyük çepel parçacıklarını ve ikincil lifleri temizlerken tozlar ve diğer daha küçük ikincil materyaller hava akımıyla rotora ulaşabilir ve rotor yivinde birikebilir. Dolayısıyla rotor iplikçiliğinde temiz hammadde ön koşuldur.
Rotor iplikçiliğinde lif uzunluğu ring iplikçiliğinde olduğu kadar baskın bir lif karakteri olarak karşımıza çıkmaması nedeniyle, geri dönüşüm liflerin rotor iplikçiliğinde önemli oranda kullanabilme imkânı doğmaktadır. Çünkü geri dönüşüm liflerin, yeniden açma işlemleri esnasında lif boyları kısalmakta, düzgünsüzlüşmekte ve kısa lif oranı artmaktadır. Bu sırada önemli bir lif mukavemet düşüşü görülmezken, lifler önceden temizlenmiş olduklarından ve yeniden işlem gördüklerinden temiz bir haldedirler. Böylelikle geri dönüşüm lifler ile rotor iplik eğirme sistemi arasında olumlu bir bağlantı söz konusudur. Özellikle kaba ve kalın ipliklerin üretiminde daha kısa dolayısıyla daha ucuz geri dönüşüm pamuk lifleri kullanılabilmektedir. Yüksek oranda kısa lif içeriğine (< 1˝/25.4 mm) sahip, kısa ve orta uzunlukta pamuk ve pamuk döküntüsünün, rotor eğirme prensibiyle başarılı bir şekilde eğrilebilmektedir. Kısa liflerden elde edilen iplikler genelde yüksek büküm katsayılarında eğrilmelidir. Ancak kısa liflerden elde edilen ipliklerin mukavemet ve düzgünsüzlük gibi fiziksel tekstil özellikleri, örneğin çok sayıda lif olmasının tüylendirme efektine olumlu etkileri bulunan tüylendirilmiş çarşaflık kumaşlarda olduğu gibi, nihai ürünlerde daha alt roller üstlenmektedir .
Dokuma ve örme materyalden geri kazanılmış malzeme veya lif döküntüleri, bu uygulama için özellikle uygun oldukları için, rotor iplik makinesinde kullanılabilmektedir. Ancak, düşük maliyetli bu hammaddelerin başarılı bir şekilde eğrilmesi için mutlak ön şart bu malzemelerin tek bir life kadar açılmış olmasıdır. Farklı imalatçılara ait değişik makineler bu işlem için uygundur. Ayırma işlemi kumaş ya da iplik kalıntılarının kesilip yırtılmasıyla başlayan birkaç aşamada gerçekleşir. Eğer bu işleme gerekli özen gösterilmezse en ufak kumaş ya da iplik kalıntısı rotora ulaştığında kopuşlara sebep olacaktır. Çok kaba iplikler söz konusu olduğunda kumaş ya da iplik kalıntıları kopuşlara sebep olmaz ama ipliğe dâhil olabilir ve kaçınılmaz olarak iplikte kalın yer olarak gözükürler. Ancak iplik kalitesinin lif boyundaki kısalmayla azaldığı unutulmamalıdır ve bu özellikle iplik mukavemetini ve sık rastlanan hataların sayılarını (ince yer, kalın yer ve neps) etkilemektedir. Dolayısıyla pamuk döküntülerinden ipliklerin belirli uygulama alanlarında kullanılmak üzere üretilmesi gerekmektedir.